1 1279838
Изобретение относится к оборудоваию для получения пористых теплоизояционных изделий из интенсивно вспеивающихся и отверждающихся смесей может быть использовано при произ- 5 одстве строительных материалов в хиической и других областях народого хозяйства.
Целью изобретения является повышеие качества изделий.
На фиг.1 схематически представлео устройство для изготовления издеий из вспененных материалов в .
не ци ре в ле на эл те эл то де ле эт но в х щ ща п п о я с п ч ч к ч с и с з в п с п п з н п н м т
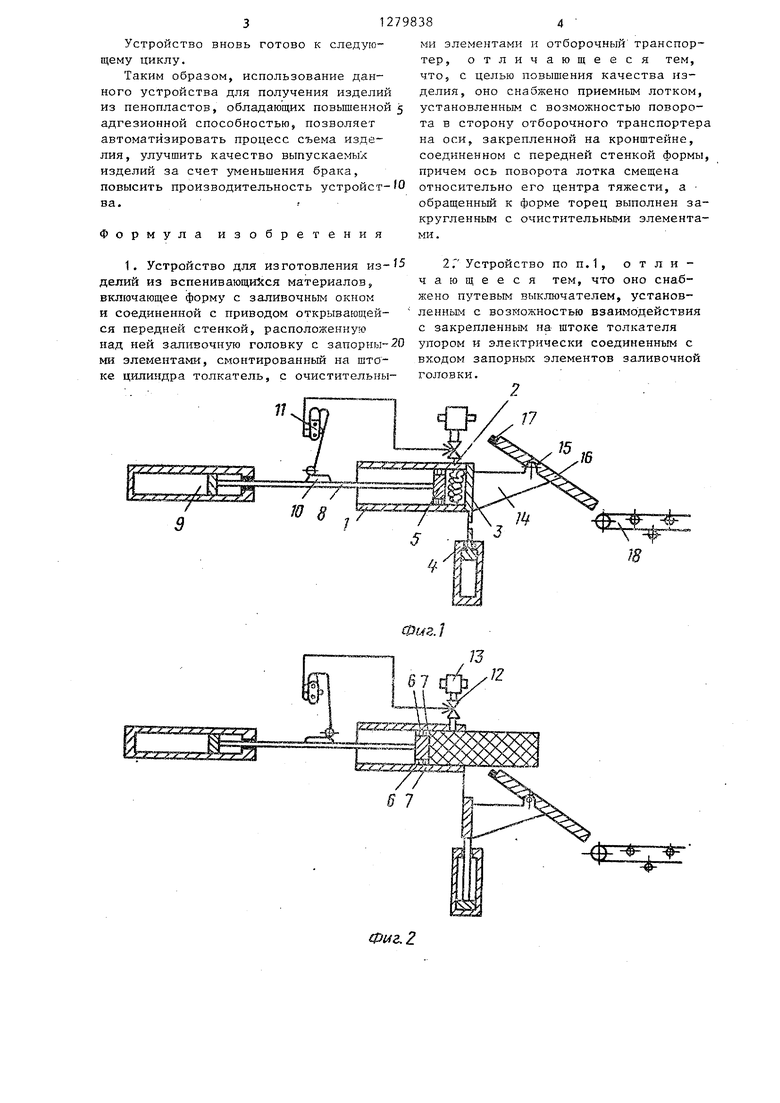
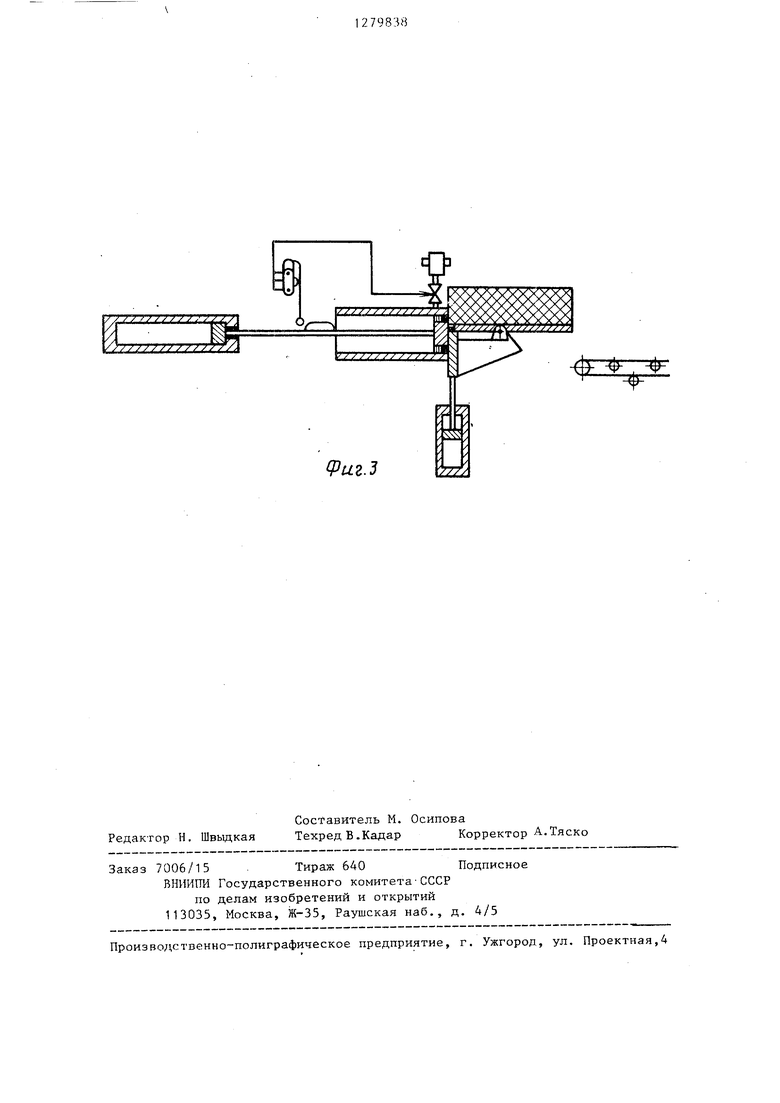
мент ввода в форму исходных компонентов; на фиг. 2 - то же, в момент выво- да изделий из формы; на фиг.З - то же, в момент съема изделия с поршня; на фиг.4 - то же, в момент соскальзывания изделия с приемного лотка.
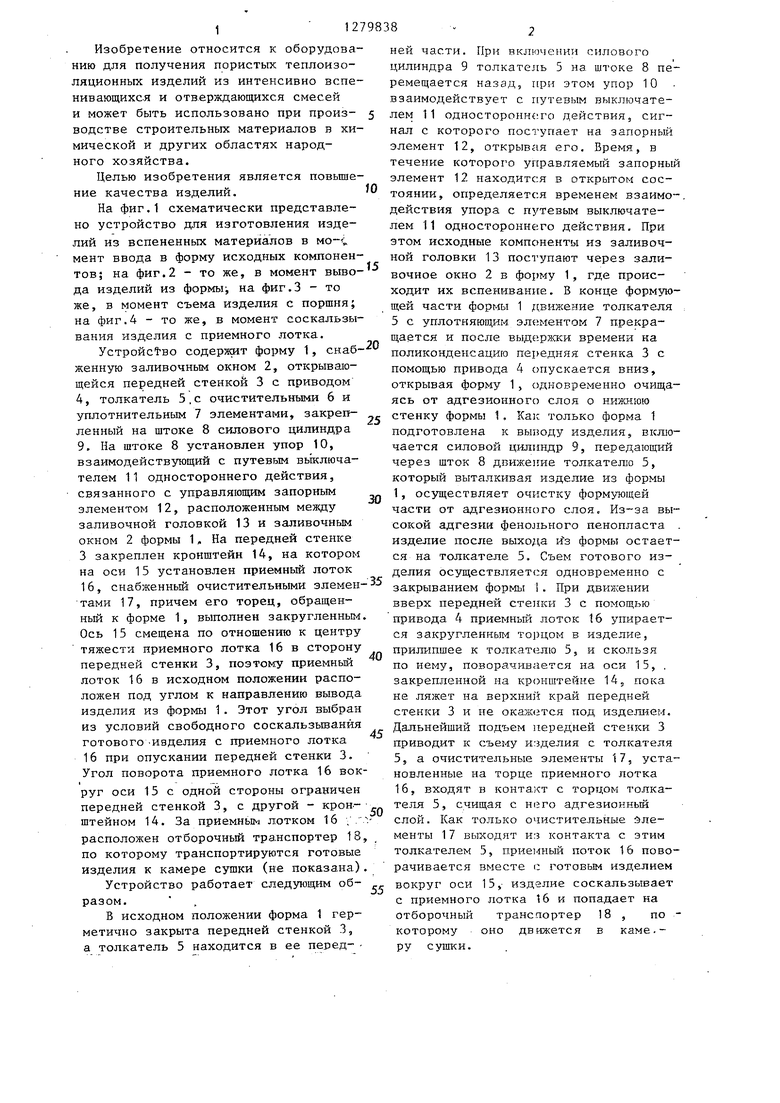
Устройство содержит форму 1, снаб женную заливочным окном 2, открывающейся передней стенкой 3 с приводом 4, толкатель 5.с очистительными 6 и уплотнительным 7 элементами, закрепленный на штоке 8 силового цилиндра 9, На штоке 8 установлен упор 10, взаимодействующий с путевым вьшлюча- телем 11 одностороннего действия, связанного с управляющим запорным элементом 12, расположенным между заливочной головкой 13 и заливочным окном 2 формы 1, На передней стенке 3 закреплен кронштейн 14, на котором на оси 15 установлен приемный лоток 16, снабженный очистительными элемен тами 17, причем его торец, обращенный к форме 1, выполнен закругленным Ось 15 смещена по отношению к центру тяжести приемного лотка 16 в сторону передней стенки 3, поэтому приемньй лоток 16 в исходном положении расположен под углом к направлению вывода изделия из формы 1. Этот угол выбран из условий свободного соскальзьшанйя готового -изделия с приемного лотка 16 при опускании передней стенки 3. Угол поворота приемного лотка 16 вокруг оси 15 с одной стороны ограничен передней стенкой 3, с другой - крон- штейном 14. За приемным лотком 16 . расположен отборочный транспортер 18 по которому транспортируются готовые изделия к камере сушки (не показана)
Устройство работает схшдующим об- разом.
В исходном положении форма 1 герметично закрыта передней стенкой 3, а толкатель 5 находится в ее перед-
2
5
20
25
30
-35 .v ,
40
45
ней части. При включении силового цилиндра 9 толкатель 5 на штоке 8 перемещается назад, при этом упор 10 взаимодействует с путевым выключателем 11 односторонн ;го действия, сигнал с которого поступает на запорньй элемент 12, открывая его. Время, в течение которого управляемьй запорный элемент 12 находится в открытом состоянии, определяется временем взаимо-. действия упора с путевым выключателем 11 одностороннего действия. При этом исходные компоненты из заливочной головки 13 поступают через заливочное окно 2 в форму 1, где происходит их вспенивание. В конце формующей части формы 1 движение толкателя . 5 с УПЛОТНЯЮЩИЕ элементом 7 прекращается и после выдержки времени на поликонденсациго передняя стенка 3 с помощью привода 4 опускается вниз, открывая форму 1, одновременно очищаясь от адгезионного слоя о нижнюю стенку формы 1. Как только форма 1 подготовлена к выводу изделия, включается силовой цилиндр 9, передающий через шток 8 движение толкател о 5, который выталкивая изделие из формы 1, осуществляет очистку формующей части от адгезионного слоя с Из-за высокой адгезии фенольного пенопласта . изделие после выхода и з формы остается на толкателе 5. Съем готового изделия осуществляется одновременно с закрыванием формы 1. При движении вверх передней стенки 3 с помощью привода 4 приемный лоток 16 упирается закругленньп- то)цом в изделие, прилипшее к толкателю 5, и скользя по нему, поворачиваегся на оси 15, . закрепленной на кронштейне 14, пока не ляжет на верхний край передней стенки 3 и не ока-Ж(гтся под изделием. Дальнейший подъем передней стенки 3 приводит к съег-гу изделия с толкателя 5, а очистительные элементы 17, установленные на торце приемного лотка 16, входят в контакт с торцом толкателя 5, счищая с него адгезионный слой. Как только очистительные Элементы 17 выходят из контакта с этим толкателем 5, приемный поток 16 поворачивается вместе с готовым изделием вокруг оси 15,- изделие соскальзывает с приемного лотка 16 и попадает на отборочный транспортер 8 , по - которому оно движется в каме.- ру сушки.
к следуюУстройство вновь готово щему циклу.
Таким образом, использование данного устройства для получения изделий из пенопластов, обладающих повышенной 5 адгезионной способностью, позволяет автоматизировать процесс съема изделия, улучшить качество выпускаемых изделий за счет уменьшения брака, повысить производительность устройст- О на..
Формула изобретения
1. Устройство для изготовления из- 5 делий из вспенивающихся материалов, включающее форму с заливочным окном и соединенной с приводом открываюп;ей- ся передней стенкой, расположенную
ми элементами и отборочный транспор тер, отличающееся тем, что, с целью повышения качества изделия, оно снабжено приемным лотком установленным с возможностью поворота в сторону отборочного транспортер на оси, закрепленной на кронштейне, соединенном с передней стенкой формы причем ось поворота лотка смещена относительно его центра тяжести, а обращенный к форме торец выполнен за кругленным с очистительньми элемента ми.
2. Устройство по П.1, отличающееся тем, что оно снабжено путевым выключателем, установленным с возможностью взаимодействия с закрепленньм на штоке толкателя
над ней заливочную головку с запорны-20 упором и электрически соединенным с
ми элементами, смонтированньш на штоке цилиндра толкатель, с очистительны38
ми элементами и отборочный транспортер, отличающееся тем, что, с целью повышения качества изделия, оно снабжено приемным лотком, установленным с возможностью поворота в сторону отборочного транспортер на оси, закрепленной на кронштейне, соединенном с передней стенкой формы причем ось поворота лотка смещена относительно его центра тяжести, а обращенный к форме торец выполнен закругленным с очистительньми элементами.
2. Устройство по П.1, отличающееся тем, что оно снабжено путевым выключателем, установленным с возможностью взаимодействия с закрепленньм на штоке толкателя
входом запорных элементов головки.
.
заливочной
18
Фиг.
Ф1лг.2
О/f
, j / /: Z 7 7
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из вспенивающихся материалов | 1986 |
|
SU1391930A1 |
| Устройство для изготовления плит из вспененных материалов | 1986 |
|
SU1321606A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Устройство для обрезки концов корнеплодов | 1985 |
|
SU1284497A1 |
| Станок для резки стеклянных труб | 1985 |
|
SU1468875A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ КОНТЕЙНЕРОВ | 2024 |
|
RU2831750C1 |
| Автомат для изготовления изделий из фенопенопласта | 1977 |
|
SU666094A1 |
| Устройство для загрузки в полочный контейнер изделий | 1987 |
|
SU1433849A1 |
| Устройство для укладки в тару штучных изделий | 1973 |
|
SU526546A1 |
| Устройство для навески кольцеобразных изделий на движущийся подвесной конвейер | 1976 |
|
SU636154A1 |
Данное изобретение относится к оборудованию для изготовления изделий из вспенивающихся материалов методом заливки. Целью изобретения является повышение качества изделия. Поставленная цель достигается за счет того, что .полученное в форме I изделие путем заливки композиции из головки 13 выталкивается толкателем 5 при нижнем положении передней стенки 3, несущей кронштейн 14 с поворачивающимся на оси 15 приемным лотком 16, который поворачивается при контакте с изделием в сторону отборочного транспортера 18 и обеспечивает передачу его на этот транспортер . 18. Одновременно за счет наличия очистительных элементов на торце лоток 16 очищает толкатель 5, Управле- ние заливкой композиции осуществляется путевым выключателем 11 с помощью воздействующего на него упора 10, закрепленного на штоке 8, подающего сигнал на запорный элемент 12 заливочной головки 13.1 з.п. ф-лы. 4 ил. о Г8 аЛ ю со оо со 00 игА
| Устройство для изготовления изделий из вспенивающихся материалов | 1983 |
|
SU1098817A1 |
| Солесос | 1922 |
|
SU29A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
