Изобретение относится к машиностроению и может быть использовано в станкостроении при изготовлении точных зубчато- ременных передач.
Известен способ изготовления зубьев шкивов, где зубья на шкивах получают методом литья под давлением, который состоит в заполнении пресс-формы, имеющей зубообразующую поверхность жидким полимерным металлом с последующим отверждением (Белый Б. и др. Зубчатые передачи из пластмасс. Минск, 1965, с. 30).
Недостатком такого способа является сложность изготовления пресс-формы и соответственно высокие затраты на ее изготовление, поскольку отклонение в шаге зубьев должно быть +0,02 или +0,03 мм для шкивов среднего модуля.
Целью изобретения является снижение затрат на изготовление пресс-формы.
Указанная задача решается тем, что в известном способе, заключающемся в заполнении пресс-формы, имеющей зубообразующую поверхность жидким полимерным материалом, с дальнейшим его отверждением, согласно изобретению в качестве зубообразующей поверхности используют уложенный в кольцо отрезок зубчатого ремня.
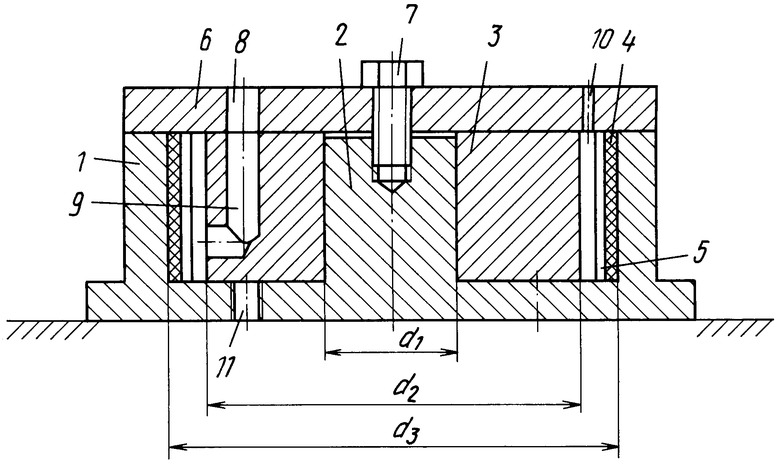
Предложенный способ был осуществлен в пресс-форме, разрез которой изображен на чертеже.
Пресс-форма содержит корпус 1 с цилиндрической бобышкой 2, на которой установлена втулка 3. Втулка 3 имеет калибро- ванное внутреннее отверстие (диаметр d1), а по наружному диаметру (d2) сетчатую накатку для лучшего сцепления с жидким материалом. По внутреннему диаметру (d3) корпуса 1 уложен кольцом отрезок зубчатого ремня 4. Кроме этого, пресс-форма содержит крышку 6 и болт 7.
Для подачи компаунда в пресс-форму в крышке 6 выполнено отверстие 8, а во втулке 3 - канал 9. Канал 9 выполнен так, что заполнение пространства компаундом происходит снизу. Для выхода воздуха в крышке предусмотрено отверстие 10.
Для извлечения готового шкива из пресс-формы в днище корпуса 1 выполнены три резьбовых отверстия 11, расположенных равномерно по окружности.
Предлагаемым способом был изготовлен шкив с модулем m=3 и числом зубьев 30. Для этого из ремня с модулем m=3 был вырезан отрезок с 30 зубьями и уложен кольцом в пресс-форму. Затем с помощью ручного пресса через отверстие 8 и канал 9 пресс-форма была заполнена полимерным материалом холодного отверждения, в качестве которого использовался эпоксидный компаунд марки УП-4-250. В конце запрессовки в отверстии 10 для выхода воздуха должен появиться компаунд. Для отверждения компаунда пресс-форму выдерживали в течение 24 ч при 20+2оС. После затвердевания полимерного материала снимают крышку 6 и, ввинчивая винты в отверстия 11, извлекают готовый шкив из пресс-формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Передача зубчатым ремнем | 1978 |
|
SU775476A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1989 |
|
RU2077412C1 |
| Токарный автомат | 1970 |
|
SU352711A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1990 |
|
RU2027554C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 1987 |
|
RU1612456C |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1992 |
|
RU2033903C1 |
| АКСИАЛЬНО-ПОРШНЕВАЯ ГИДРОМАШИНА | 1992 |
|
RU2037648C1 |
| Устройство автоматической смены инструмента | 1987 |
|
SU1517240A1 |
| СПОСОБ ДИАГНОСТИКИ ВОЗНИКНОВЕНИЯ ЗАТОРМОЖЕННОГО СЛОЯ | 1990 |
|
RU2014168C1 |
Использование: изобретение относится к машиностроению и может быть использовано в станкостроении при изготовлении точных зубчато-ременных передач. Сущность изобретения: способ заключается в заполнении пресс-формы, имеющей зубообразующую поверхность, жидким полимерным материалом, с дальнейшим его отверждением. При этом в качестве зубообразующей поверхности используют отрезок зубчатого ремня, который укладывают в кольцо. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ШКИВА ЗУБЧАТО-РЕМЕННОЙ ПЕРЕДАЧИ, заключающийся в заполнении пресс-формы, имеющей зубообразующую поверхность, жидким полимерным материалом с дальнейшим его отверждением, отличающийся тем, что в качестве зубообразующей поверхности используют уложенный в кольцо отрезок зубчатого ремня.
| Белый Б | |||
| и др | |||
| Зубчатые передачи из пластмасс | |||
| Минск, 1965, с.30. |
