Изобретение относится к станкостроению, преимущественно к малогабаритным станкам.
Известен обрабатывающий центр, содержащий установленную на станине шпиндельную бабку и крестовый суппорт.
Недостатком центра является невозможность обработки закрытых плоскостей, расположенных по хордам изделия, что сокращает область применения.
Наиболее близким к изобретению является обрабатывающий центр, содержащий установленную на станине шпиндельную бабку, шпиндель изделия которой имеет возможность индексации и вращения в следящем режиме, причем на направляющих станины смонтирована каретка с поперечными направляющими, несущие плоскости которых параллельны оси шпинделя изделия и на них установлен суппорт. Двойной крестовый суппорт помимо револьверной головки оснащен блоком с инструментальными шпинделями, смена инструментов которых осуществляется посредством магазина.
Недостатками центра являются сложность конструкции из-за наличия магазина вращающихся инструментов, снижение производительности при сверлильно-фрезерно-расточной обработке поверхностей, расположенных по хордам, например при выполнении резьбовых отверстий, когда используют несколько вращающихся инструментов из-за увеличенного вспомогательного времени на смену инструментов из магазина.
Общим недостатком известных центров являются значительные габариты и масса, не желательные особенно для малогабаритного обрабатывающего центра, из-за увеличенного расстояния между осями шпинделя изделия, а также инструментального шпинделя и продольными направляющими станины, вызванного установкой суппорта на станине посредством промежуточной продольной каретки.
Цель изобретения - упрощение конструкции, сокращение габаритов и повышение производительности при обработке поверхностей, расположенных по хордам изделия.
Для этого в обрабатывающем центре, содержащем установленную на станине шпиндельную бабку, шпиндель изделия которой имеет возможность индексации и вращения в следящем режиме, причем на направляющих станины смонтирована каретка с поперечными направляющими, несущие плоскости которых параллельны оси шпинделя изделия и на них установлен суппорт, согласно изобретению направляющие станины под каретку выполнены перпендикулярными несущим плоскостям поперечных направляющих последней, а шпиндельная бабка смонтирована с возможностью перемещения на продольных направляющих станины.
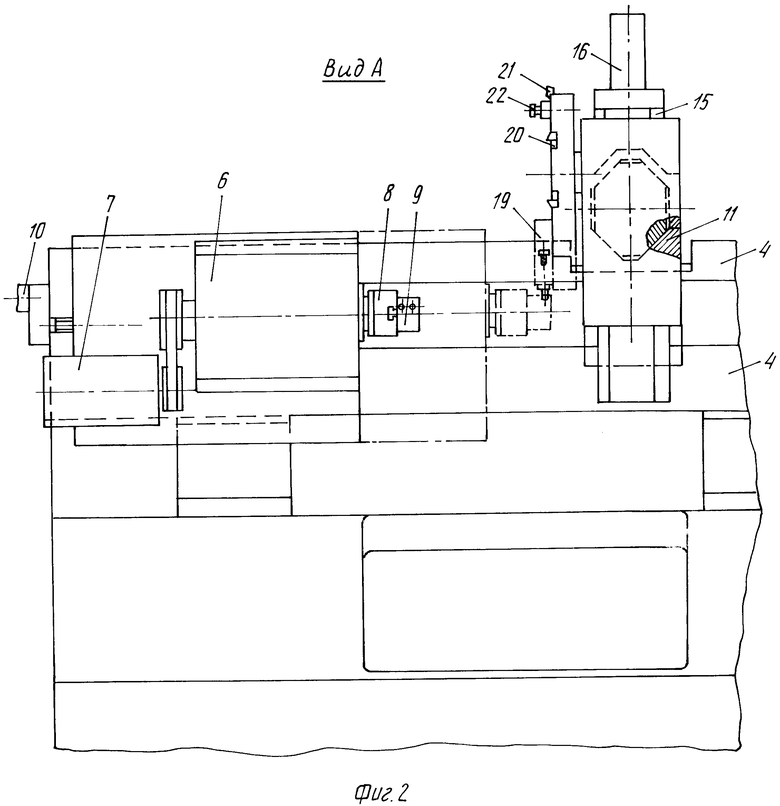
На фиг. 1 представлен предлагаемый обрабатывающий центр, вид с правого торца; на фиг. 2 - вид А на фиг. 1.
На тумбе 1 через проставки 2 установлена станина 3, на передних продольных направляющих 4 которой смонтирована каретка 5, где установлена шпиндельная бабка 6 с приводом 7 вращения шпинделя 8 изделия 9. Каретка 5 соединена с приводом 10. На верхних поперечных направляющих 11 станины смонтирована соединенная с приводом 12 каретка 13, на которой выполнены поперечные направляющие 14 с несущими плоскостями 15, параллельными оси шпинделя 8. На направляющих 14 установлен соединенный с приводом 16 суппорт 17 с револьверной головкой 18, оснащенной, в частности, шпинделями 19 для вращающихся и гнездами 20 для неподвижных инструментов.
Обрабатывающий центр работает следующим образом.
Вращение шпинделя 8 осуществляется от привода 7 в трех режимах: на быстрой скорости при токарной обработке изделия 9, например, резцов 21, в следящем режиме, когда вращение шпинделя является движением угловой подачи по так называемой координате C, согласованным с траекторией движения инструмента, например резца 21 или фрезы 22, в режиме индексации, когда шпиндель с изделием разворачивается на заданный угол и фиксируется в этом положении. Каретки 5 с бабкой 6 перемещается приводом 10 по направляющим 4 станины по так называемой координате Z. Суппорт 17 с револьверной головкой 18 перемещается приводом 16 по направляющим 14 по так называемой координате Х. Взаимодействие приводов 16, 10 по координатам X, Z при вращении шпинделя 8 на первом режиме обеспечивает традиционную токарную обработку.
Для обработки, например, отверстия 23, ось которого направлена по хорде, отстоящей от оси изделия на величину Δ , шпиндель 8 переводят на третий режим, т. е. он индексируется и занимает соответствующее угловое положение по программе. Перемещенную по координате Z бабку 6 останавливают в заданном по программе положении. Каретку 13 перемещают приводом 12 на величину Δ по так называемой координате Y, перемещают приводом 16 суппорт 17 и вращающимся сверлом 24 выполняют отверстия 23.
Таким образом, изобретение по сравнению с прототипом позволяет упростить конструкцию, сократить габариты и повысить производительность при обработке расположенных по хордам изделия поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| Токарный станок | 1982 |
|
SU1085679A1 |
| Многооперационный станок | 1979 |
|
SU933372A1 |
| Многоцелевой станок для обработки корпусных деталей | 1987 |
|
SU1469703A1 |
| Токарный роботизированный технологический комплекс | 1985 |
|
SU1291291A1 |
| ПРОГРАММНО-УПРАВЛЯЕМЫЙ ПЛАНСУППОРТ | 1990 |
|
RU2027577C1 |
| ТОКАРНЫЙ СТАНОК | 1972 |
|
SU420403A1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| Токарный автомат | 1970 |
|
SU352711A1 |
Изобретение относится к станкостроению, преимущественно к малогабаритным станкам. На тумбе 1 установлена станина 3, на передних продольных направляющих 4 которой смонтирована каретка 5, где установлена шпиндельная бабка 6. На верхних поперечных направляющих 11 смонтирована каретка 13 с поперечными направляющими 14, несущие плоскости которых параллельны оси шпинделя 8. На направляющих 14 установлен суппорт 17. 2 ил.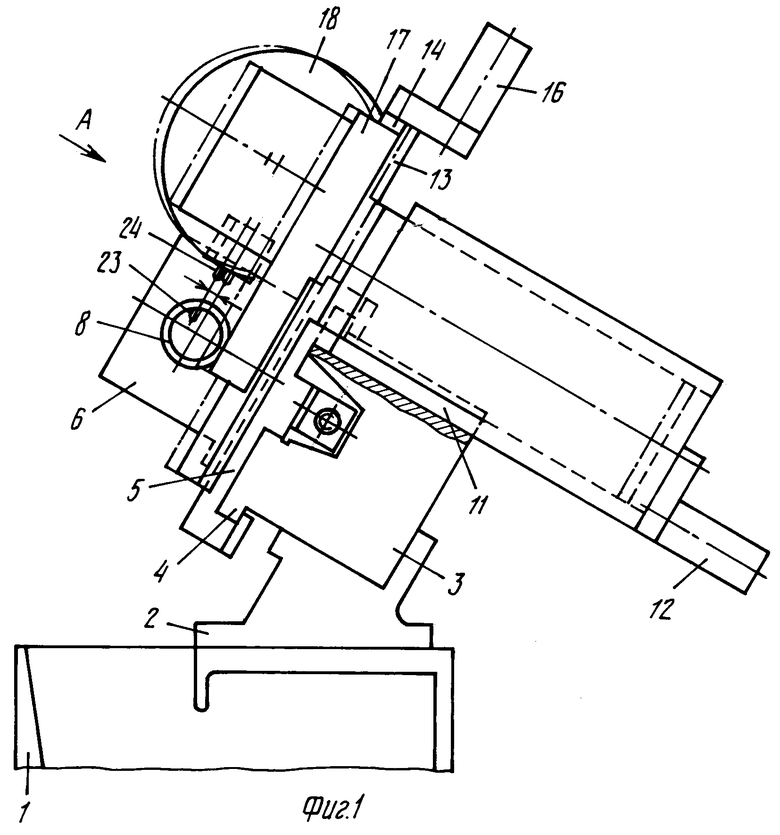
ОБРАБАТЫВАЮЩИЙ ЦЕНТР, содержащий установленную на станине шпиндельную бабку, шпиндель изделия которой имеет возможность индексации и вращения в следящем режиме, на направляющих станины смонтирована каретка с поперечными направляющими, несущие плоскости которых параллельны оси шпинделя изделия, и на них установлен суппорт, при этом на станине выполнены продольные направляющие, отличающийся тем, что, с целью упрощения конструкции и повышения производительности при обработке поверхностей, расположенных по хордам изделия, направляющие станины, предназначенные для установки каретки, выполнены перпендикулярными несущим плоскостям поперечных направляющих, выполненных на каретке, а шпиндельная бабка установлена с возможностью перемещения на продольных направляющих станины.
| Токарный многоцелевой станок | 1985 |
|
SU1282962A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
