Изобретение относится к станкостроению и может быть использовано в станках, осуществляющих как различные виды шлифования, так и обработку деталей лезвийным инструментом.
Цель изобретения - расширение технологических возможностей.
На фиг. 1 представлен предложенный станок, общий вид;
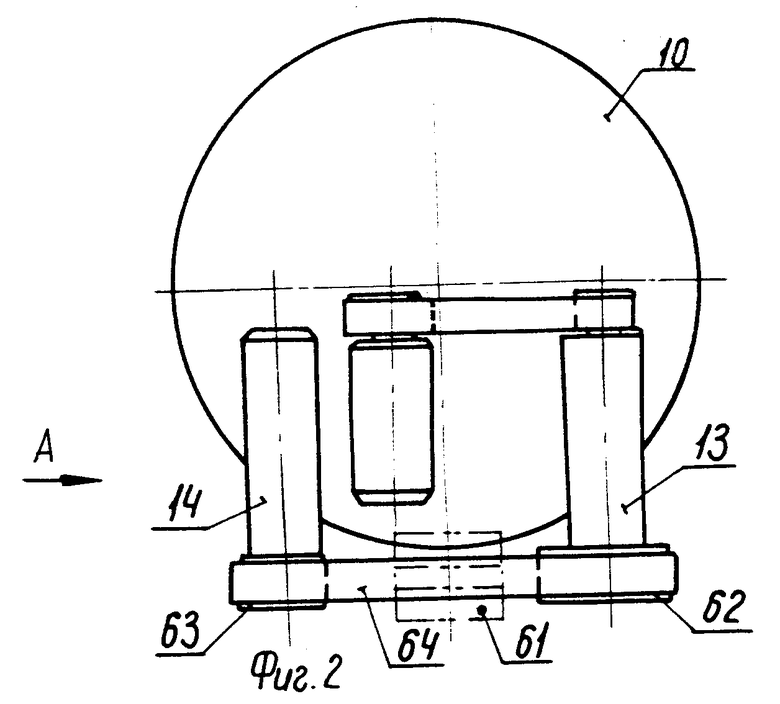
на фиг. 2 - установка шлифовальной ленты на шпинделях шлифовальных головок;
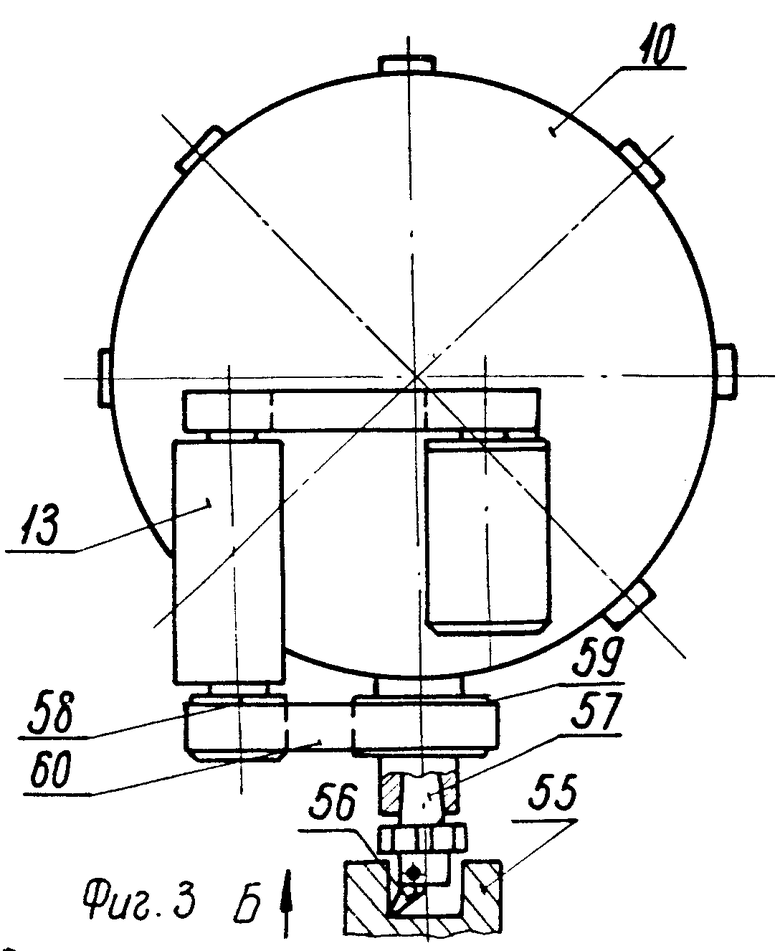
на фиг. 3 - привод вращения расточной головки от шпинделя шлифовальной головки;
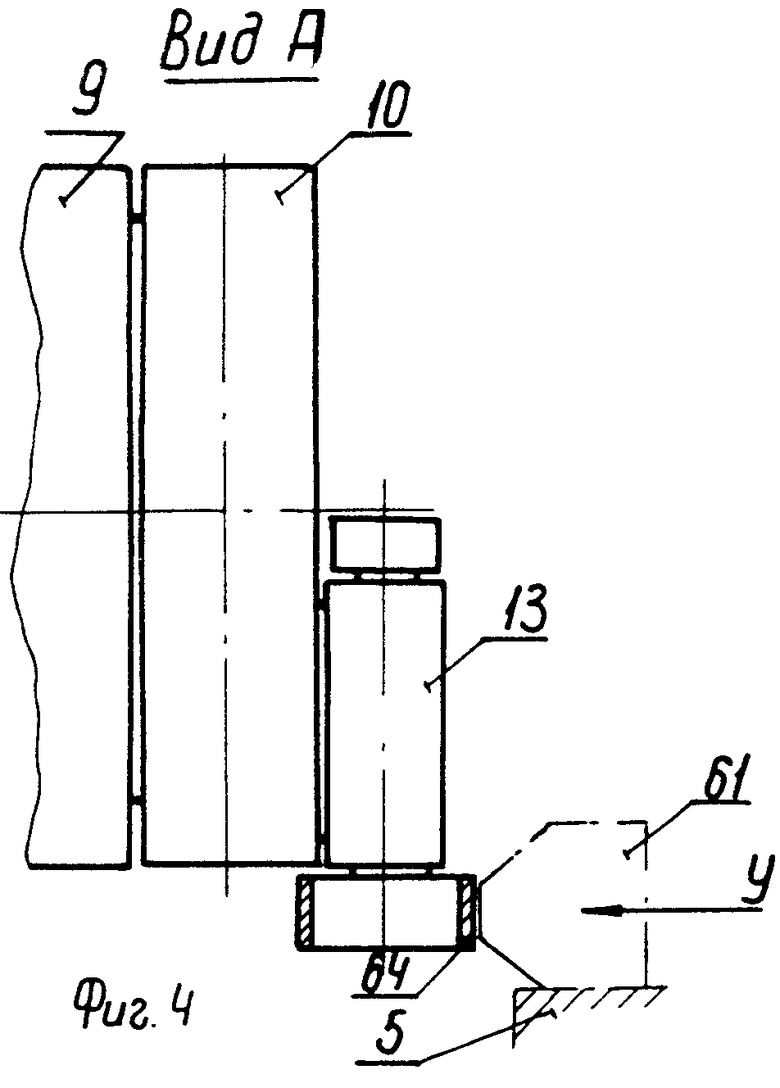
на фиг. 4 - по стрелке вид А на фиг. 2;
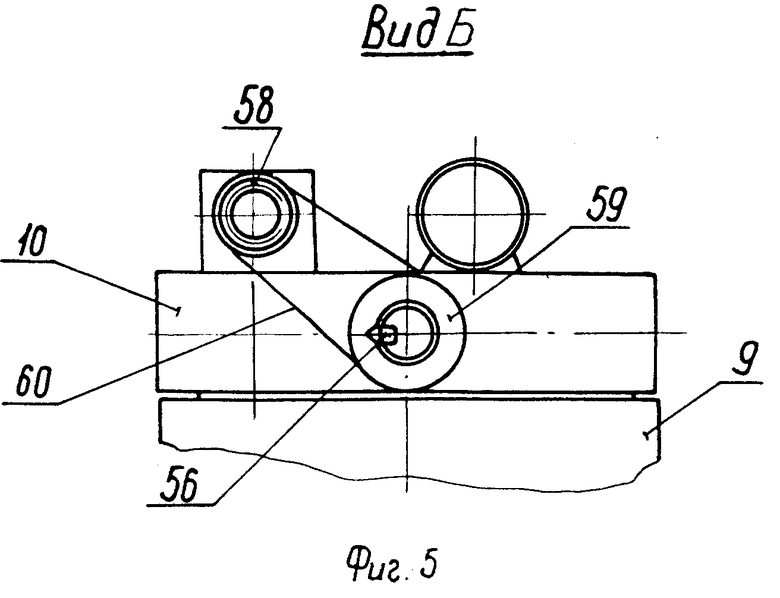
на фиг. 5 - по стрелке вид Б на фиг. 3;
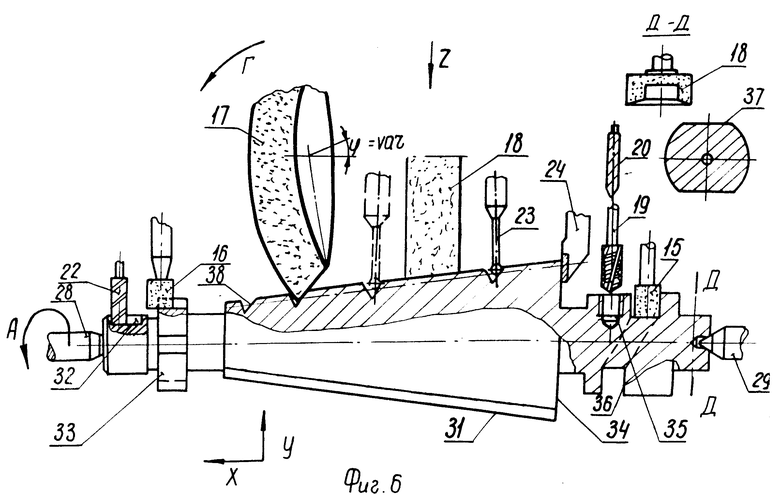
на фиг. 6 - схема многоинструментальной обработки сложной детали типа тела вращения;
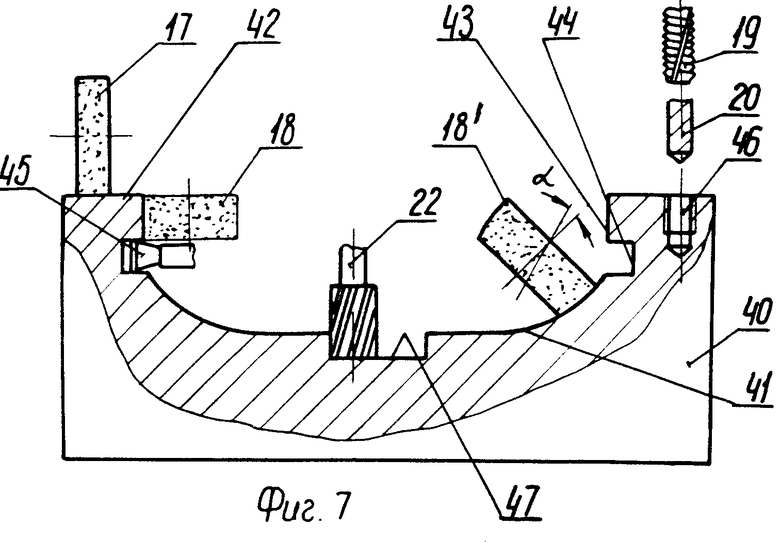
на фиг. 7 - схема многоинструментальной обработки пространственной поверхности корпусной детали (матрицы штампа), поперечный разрез;
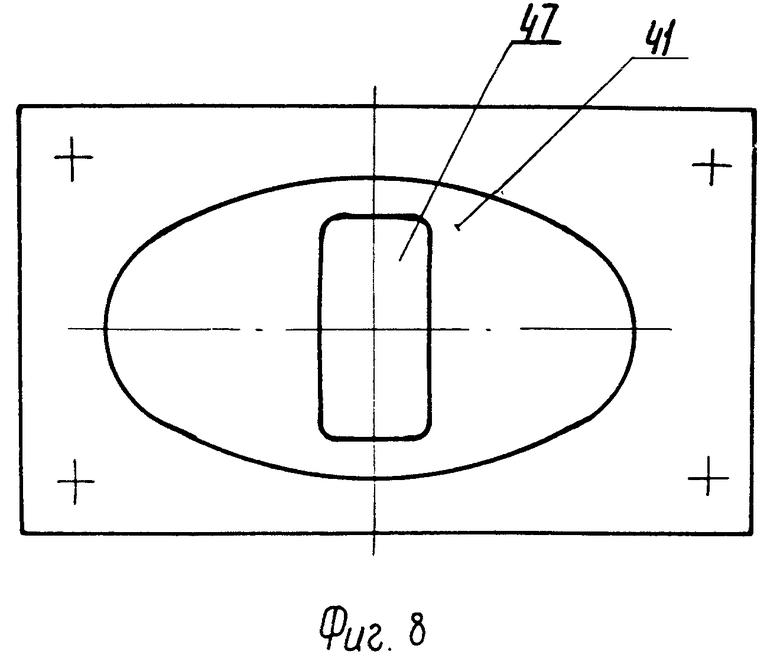
на фиг. 8 - корпусная деталь после обработки, вид сверху;
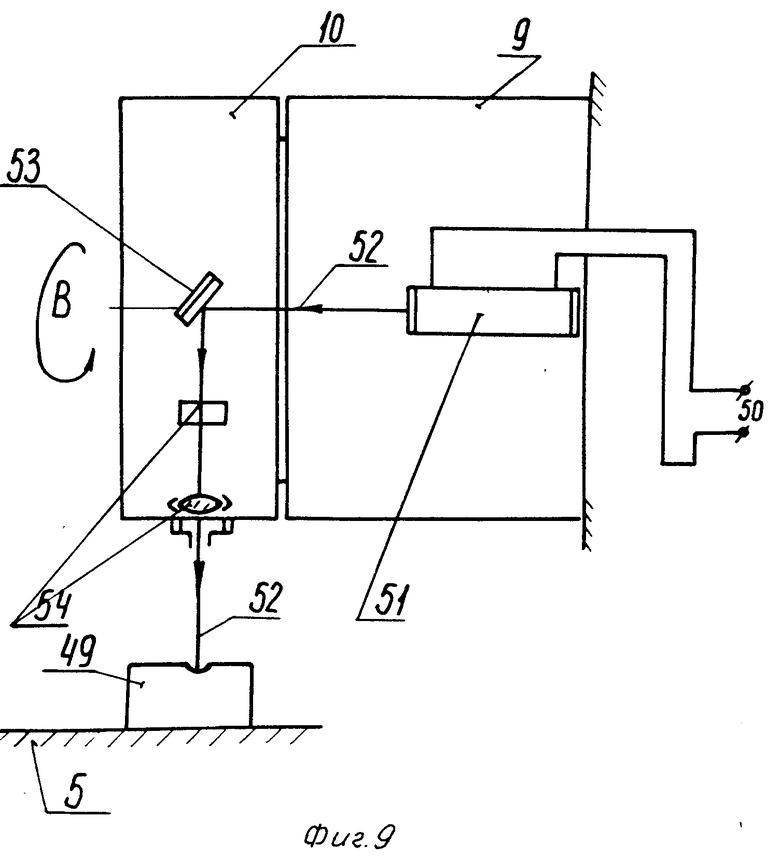
на фиг. 9 - схема лазерной обработки на станке;
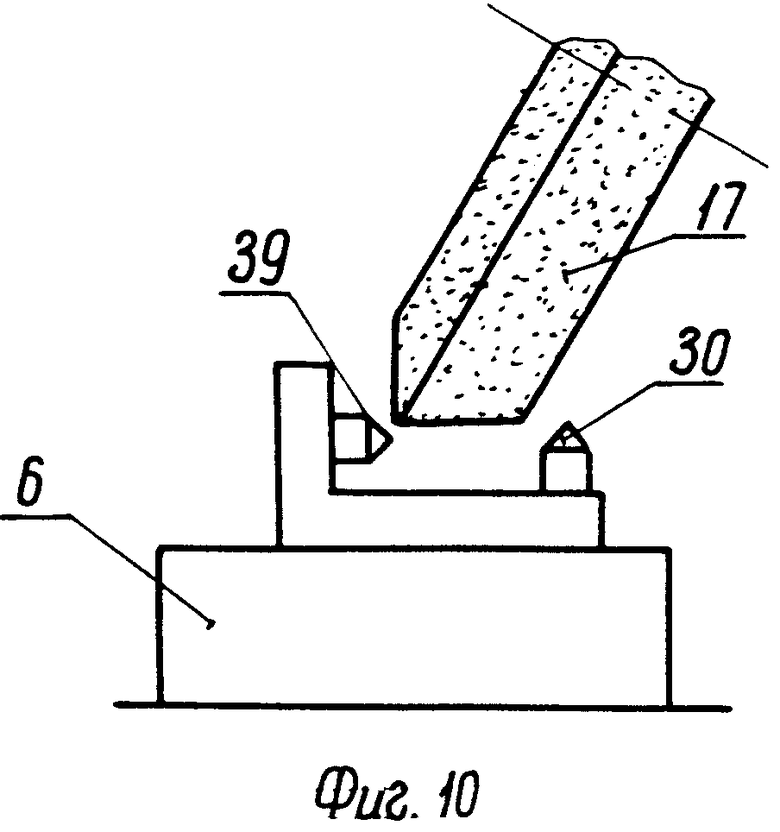
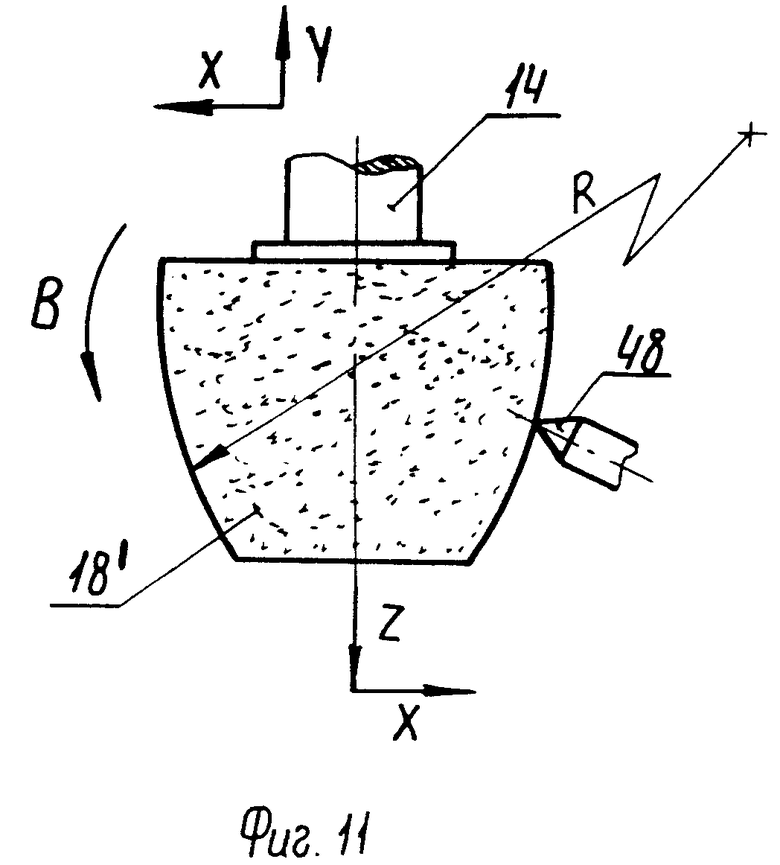
на фиг. 10 и 11 - схема правки на станке абразивного круга для одновременно торцевого и круглого шлифования и абразивного круга с торовой поверхностью радиуса R.
Станок содержит станину 1, где на поперечных направляющих 2 смонтированы салазки 3, на продольных направляющих 4 которых установлены стол 5 (для размещения обрабатываемой детали) с прибором 6 правки. На станине 1 закреплена колонна 7 с вертикальными направляющими 8, на которых смонтированы сани 9, связанные гибкой связью с противовесом, размещенным внутри колонны (не показана).
На санях установлена револьверная головка, на поворотном вокруг горизонтальной оси инструментальном столе 10 которой смонтированы: на переднем торце - шлифовальные головки 11 - 14 с абразивными кругами 15- 18 различного типоразмера, а на боковой стороне - равнорасположенные по окружности вращающиеся лезвийные инструменты, в частности метчик 19, сверло 20, торцовая фреза 21, пальцевая фреза 22, измерительная головка 23, невращающийся резец 24, лазерная головка 25, вращающийся схват 26.
Оси шлифовальных головок лежат в плоскости, перпендикулярной оси поворота стола 10 (фиг. 1), но могут занимать и любое другое пространственное положение.
Станок работает следующим образом.
В исходном положении на столе 5 устанавливают непосредственно или в зажимном патроне дополнительного поворотного стола 27 с ЧПУ с вертикальной осью вращения или в центрах 28 - 29 стола 27 с горизонтальной осью вращения обрабатываемую деталь, например конус (фиг. 6). Поворачивают поворотный инструментальный стол 10 до установки оси головки 14 в горизонтальное положение, перемещениями стола 5 по координатам X, Y посредством алмаза 30 прибора 6 осуществляют правку круга 18 на конус, угол которого соответствует углу конической поверхности 31, шлифуют эту поверхность кругом 18 при вращении конуса и перемещении стола 5 по координатам X, Y.
Поворотом инструментального стола 10 устанавливают фрезу 22 в вертикальное нижнее положение, перемещением стола 5 по координате X фрезеруют шпоночный паз 32, являющийся угловым базирующим ориентиром других поверхностей Поворотом стола 10 устанавливают головку 12 в вертикальное нижнее положение, кругом 16 шлифуют продольные пазы в шейке 33 при перемещении стола 5 по координате X и с использованием делительных возможностей по координате B центра 28. Перемещением саней 9 по координате Z подрезают резцом 24 торец 34. Сверлом 20 и метчиком 19 выполняют резьбовое отверстие 35. С использованием координат B, X, Y, Z шлифуют кругом 15 пространственный паз 36, а кругом 18 - лыски 37.
Наиболее сложной поверхностью, недоступной для обработки на известных станках, является коническая резьба 38 с переменным шагом и сложным профилем. С использованием координат X, Y правят алмазами 30, 39 прибора 6 круг 17. С использованием координат В, X, Y, Z, Г шлифуют резьбу 38. Координату B непрерывно используют для изменения угла ϕ наклона круга, соответствующего переменному углу подъема резьбы. Измерение шага резьбы в заданном осевом сечении производят щупом головки 23 с использованием координат Г, X, Y, Z.
Для обработки установленной непосредственно на столе 5 корпусной детали 40 с эллипсной полостью 41 шлифуют торцевую плоскость 42 кругом 17, а фасонную поверхность 43 - кругом 18, прорезают паз 44 резцом 45, закрепленным на корпусе головки 13, сверлят и нарезают резьбу в резьбовом отверстии 46 сверлом 20 и метчиком 19, фрезеруют донный паз 47 фрезой 22. Алмазом 48 второго прибора правки (на фиг. 1 не показано) с использованием координат X, Z, Г правят круг 18 на тор (поворот головки 14 с кругом 18 по координате В обеспечивает размещение алмаза 48 по нормали к поверхности тора, что повышает точность правки). Шлифуют поверхность 41 кругом 18 с использованием координат X, Y, Z и координаты Г, обеспечивающей оптимальный контакт круга с поверхностью 41.
Для лазерной обработки детали 49 включают источник 50 питания лазера 51, закрепленного на санях 9, луч 52 которого, отражаясь от зеркала 53 и проходя через оптическую фокусирующую систему 54 внутри стола 10, осуществляет обработку с удалением материала с обрабатываемой поверхности или с ее термообработкой.
Для расточки отверстия в детали 55 резцом 56 расточной головки 57 устанавливают на шпинделе шлифовальной головки 13 и на параллельном шпинделе расточной головки 57 соответственно ведущий 58 и ведомый 59 шкивы, надевают на них ремень 60. Такая передача позволяет повысить частоту вращения резца 56, необходимую при расточке, так как частота вращения привода шлифовальной головки больше, чем привода шпинделя лезвийного инструмента.
При аналогичном приводе можно осуществить фрезерование с круговой подачей инструмента.
Для высокооборотной обработки лезвийные инструменты можно установить в шлифовальные головки.
Станок позволяет также осуществлять ленточное шлифование, например, детали 61. Для этого головки 13, 14 устанавливают параллельно на столе 10, на их шпиндели закрепляют соответственно ведущий 62 и ведомый 63 ролики и соединяют их шлифовальной лентой 64. Обработка может вестись как свободной ветвью ленты 64, так и ее ветвью, огибающей любой из шкивов.
Возможен также вариант обработки шлифовальной лентой, установленной аналогично ремню 60.
Подаваемые в шпиндельные головки под давлением для смазки электрошпинделей масляный туман, а также в рубашки охлаждения охлаждающая жидкость могут через сопла 65, 66, установленные на столе 10, использоваться для очистки от пыли и стружки базовых поверхностей для установки обрабатываемой детали на столе станка и обработанных поверхностей, а также охлаждения зоны резания.
Аналогичное сопло можно установить для очистки поверхностей сжатым воздухом, поступающим в шлифовальную головку с пневмошпинделем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1981 |
|
SU1166970A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Многоцелевой станок | 1985 |
|
SU1296357A1 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ | 1991 |
|
RU2044610C1 |
| Плоскошлифовальный станок для шлифования направляющих типа ласточкина хвоста | 1989 |
|
SU1749000A1 |
Использование: в станкостроении, конкретно в шлифовальных станках с ЧПУ, а точнее - расширение технологических возможностей станка с ЧПУ. Сущность изобретения: на поворотном инструментальном столе 10 размещены по торцу стола шлифовальные головки 11 - 14, а по его периферии - обрабатывающие 19 - 22 инструменты, измерительные головки 23, манипулятор 26 и средства 65, 66 охлаждения. 11 ил.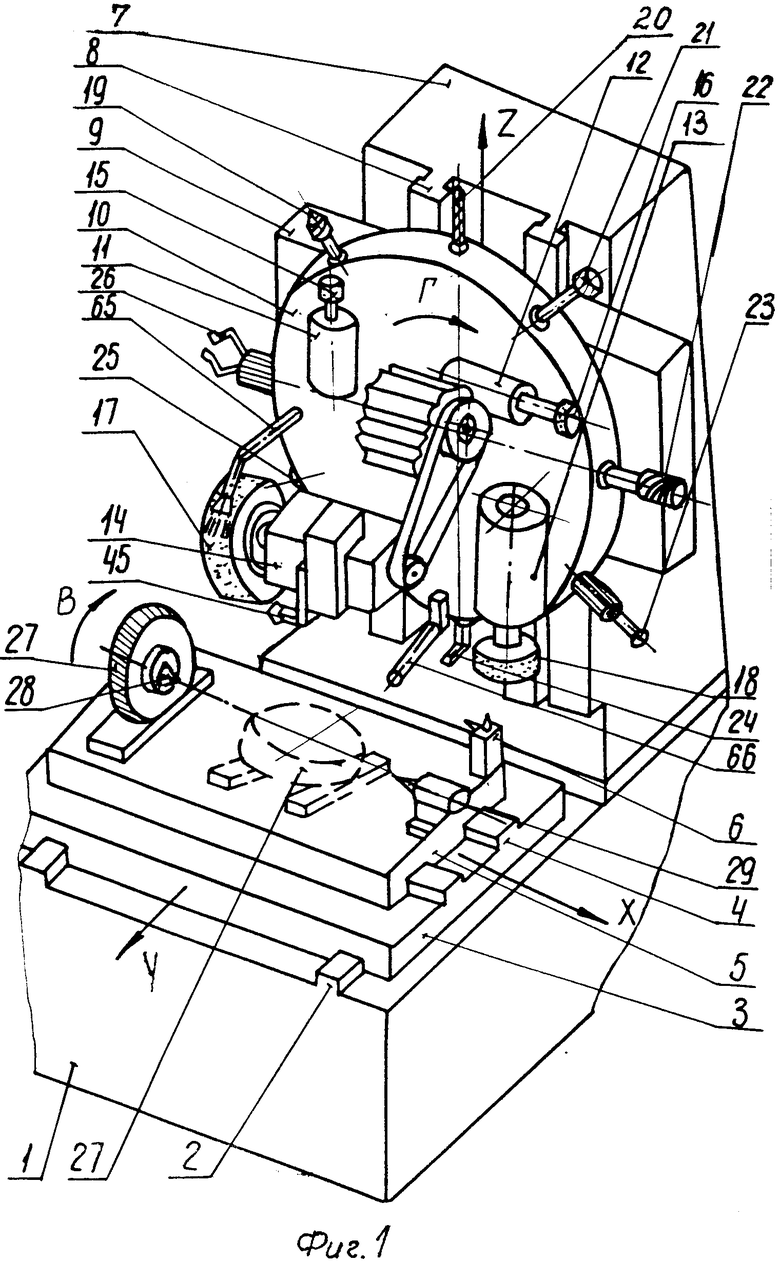
Вертикальный шлифовальный станок с ЧПУ, содержащий станину, смонтированные на ней горизонтальный двухкоординатный стол для размещения деталей, колонну, на вертикальных направляющих которой установлены сани, несущие механизм поворота многоинструментального стола с горизонтальной осью с закрепленными на нем шлифовальными головками, отличающийся тем, что, с целью расширения технологических возможностей, шлифовальные головки расположены непосредственно на торце стола, а на его периферии выполнены посадочные гнезда для размещения обрабатывающих, измерительных и манипулирующих инструментов и средств охлаждения.
| Вертикальный шлифовальный станок с числовым программным управлением | 1981 |
|
SU1166970A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
