(21)1486040/25-08
(22)12.10.70. .(46) 30.06.83. Бюл.№24
(72) Л.Н. Грачев и М.Д. Оэеранский (71) Экспериментальный научно-исследовательский институт металлорежущих станков
(53)621.941.236(088.8)
(54)(57) 1. ТОКАРНЫЙ АВТОМАТ с подвижной шпиндельной бабкой, несущей шпиндель и имеющий кулачковый привод ее перемещения, и механизмом зажима патрона, отличающийся тем, что, с целью повышения жесткости и виброустойчивости автомата, шпиндельная бабка выполнена в виде призматического ползуна, имекапего несколько направляющих поверхностей, симметрично расположенных относительно оси шпинделя и взаимодействующих через тела качения с соответствующими направляющими поверхностями, выполненными на станине и в охватывающей бабку крышке, таким образом, что точка приложения силы резания постоянно находится внутри .замкнутог контура, образованного направляюшими поверхностями.
2.Автс 4ат ПОП.1, отличающ и и с я тем, что, с целью снижения инерционности привода поступательного перемещения шпиндельной бабки
в нем имеется качаюиийся силовой цилиндр, через систему рычагов возг действующий на толкатель цтиндельной бабки для обеспечения постоянного поджима последнего к кривой управляющего кулачка.
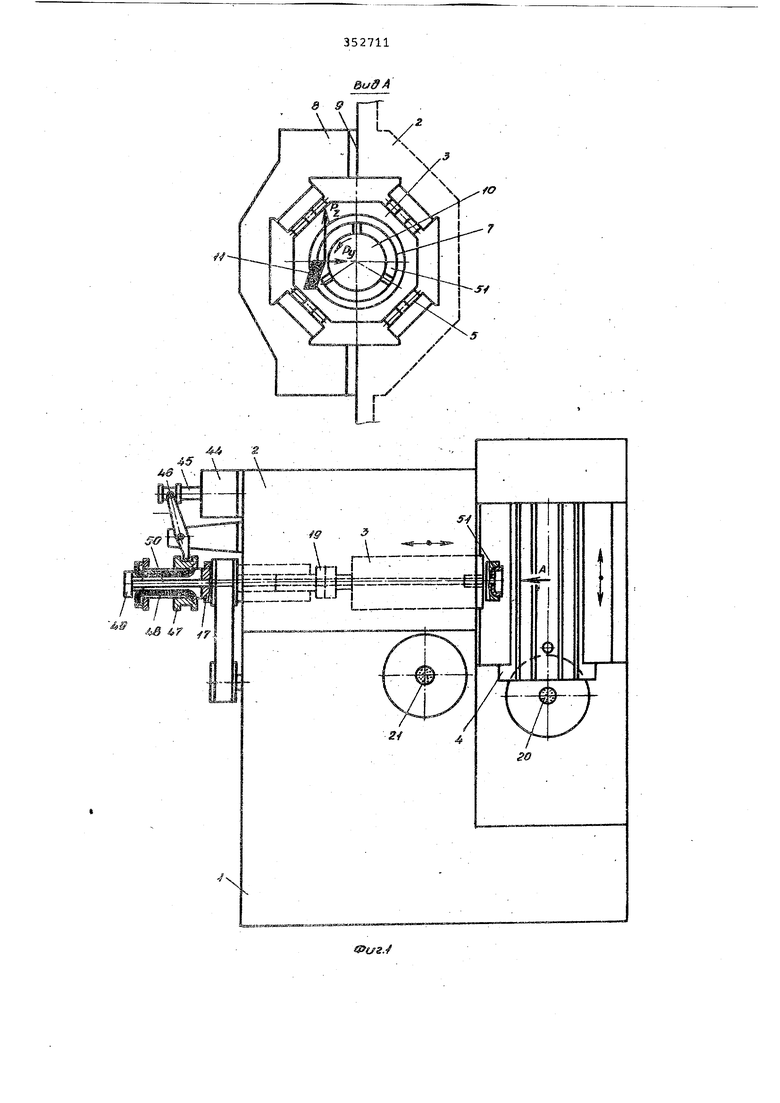
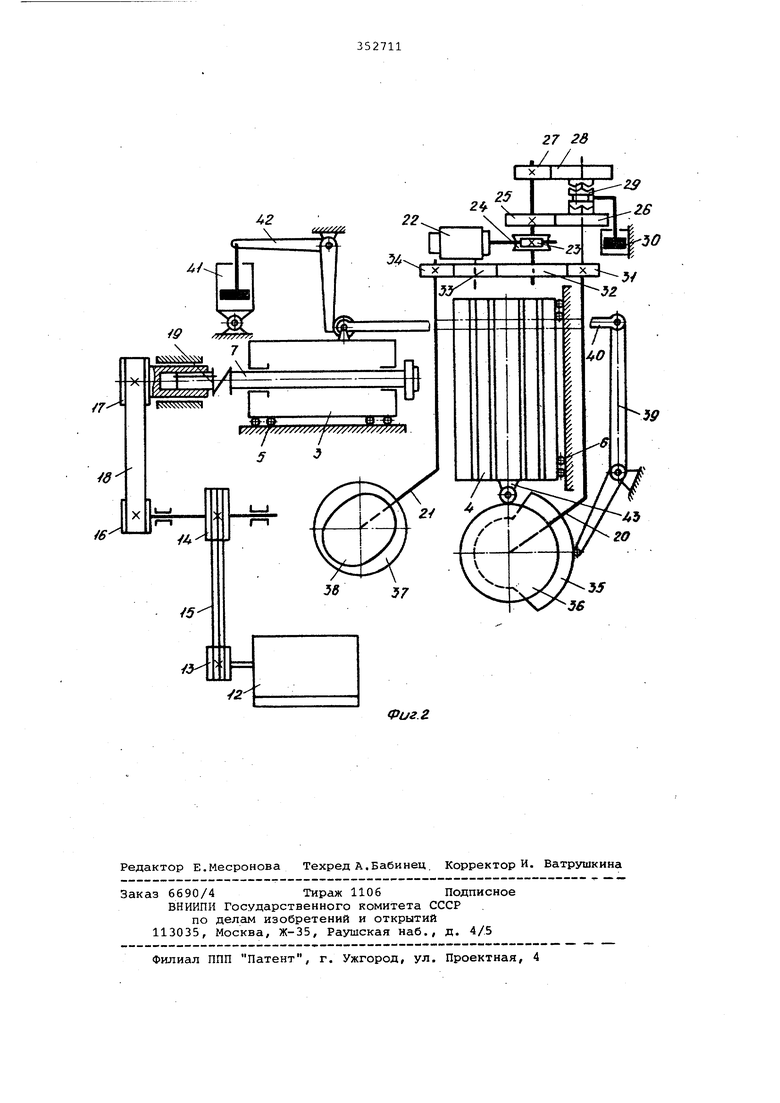
3.Автомат по пп. 1 и 2, отличающийся тем, что, с целью увеличения силы зажима и сохранения зажима обрабатываемой детали в патроне при перемещении шпиндельной бабки, механизм зажима патрона выполней в виде силового цилиндра, кинематически связанного с патроном, при этом плавающие Е«лчажки, являющиеся одним из составных элементов указанной кинематической цепи, выполнены так, что их нажимные концы, находившиеся в момент зажима внутри цилиндрического отверстия нажимной муф ты, остаются сведенными внутри цилиндрического отверстия того же диаметра на всей длине перемещения шпиндельной бабки. Изобретение относится к станкоjTpoeHHrc, в частности к токарным патронным автоматам для точной чист вой обработкидеталей типа колец и дисков Известны токарные автоматы с подвижной шпиндельной бабкой, несущей шпиндель и имеющей кулачковый привод ее перемещения, и механизмом зажима патрона. Нежесткая конструкция направляющих подвижной шпиндельной бабки, ко торые вЕлполнены в виде крестовой роликовой цепи-с короткими роликами и расположены в плоскости, удаленной от оси шпинделя, является пр чиной низкой виброустойчивости авто мата. Точка приложения действующей силы резания консольно расположена от носительно направляющих. Вследствие этого происходит потеря устойчивост процесса резания и возникают недопу тимые вибрации. Это особенно нежелательно при чи товой обработке широкими фасонными резцами, из-за чего значительно-огр ничиваются возможности автомата и снижается его производительность. Предлагаемый автомат отличается от известных тем,что шпиндельная бабка выполнена в виде призматического ползуна, имеющего несколько направля щих поверхностей, сиг сметрично распол женных относительно оси шпинделя и взаимодействующих через тела качения с соответствуюшими направляющими поверхностями, выполненными на станине и в охватывающей бабку крышке, таким образом, что точка приложения силы резания постоянно находится внутри замкнутого контура, образованного направляющими поверхностями. При этом действие составляющих сил резания Pj и Рч; таково, что не создает ся опрокидывающих моментов относитель но профиля направляю дих.Это позволяет производить чистовую обработку широк ми фасонными резцами и тем самым уве личить производительность автомата. Для снижения инерционности привода поступательного перемещения шпиндельной бабки в нем имеется качающийся силовой цилиндр, через систему рычагов взаимодействующий на толкатель шпиндельной бабки для обеспечения постоянного поджима последнего к кривой управляющего кулачка. С целью увеличения силы зажима и сохранения зажима обрабатываемой детали в патроне при перемещении шпиндельной бабки, механизм зажима патрона выполнен в виде силового цилиндра, кинематически связанного с патроном. ментов указанной кинематической цепи, выполнен так, что их нажимные лгонцы, находившиеся в момент зажима внутри цилиндрического отверстия нажимной муфты, остаются сведенными внутри цилиндрического отверстия того же диа метра на всей длине перемещения шпиндельной бабки. На фиг.1 - изображен предлагаемый автомат, общий вид; на фиг.2 - кинематическая схема автомата. Автомат содержит основание 1, станину 2, подвижную шпиндельную бабку 3 и вертикальный суппорт 4. Шпиндельная бабка и суппорт перемещаются по направляющим роликам 5 и б качения соответственно. Шпиндельная бабка выполнена в виде призматического ползуна с четырьмя закаленными до высокой твердости направляющими плоскостями , симметрично расположенными относительно оси шпинделя 7, по которым с предварительным натягом перекатываются (при перемещении шпиндельной бабки) в два ряда ролики 5. Натяг в. направляющих осуществляется за счет прижима крышки 8 к станине после соответствующей подшлифовки планок 9, При таком исполнении направляющих шпиндельной бабки очка приложения силы резания к обрабатываемой детали 10 от резца 11 всегда (при любых схемах резания) находится внутри замкнутого контура, образованного направляющими, а действие касательной и радиальной составляющих силы резания РТ и Р при этом таково, что не создается опрокидывающих моментов относительно профиля направляющих. Это обеспечивает высокую жесткость подвижной шпиндельной бабки и высокую виброустойчивость автомата. В основании автомата размещается привод вращения шпинделя (см.фиг.2) состоящий из электродвигателя 12, : клиноременной передачи (шкивы 13,14 и клиновые ремни 15), плоскозубчатой ременной передачи (шкивы 16,17 и ремень 18) и подвижной упругой муфты 19, передающей вращение непосредственно на шпиндель. Там же размещен привод вращения кулачковых распределительных валов 20 и 21, состоящий из электродвигателя 22, червяка 23, червячного колеса 24, двух пар шестерен - постоянной пары 25,26 и сменной Цары 27,28, подвижной двухсторонней кулачковой муфты 29 и пневматического цилиндра 30 для переключения муфты. Передаточное отношение постоянной зубчатой пары 25,26 таково, что ее ключение позволяет быстрее (в п раз) ращать валы 20 и 21 на участках олостых ходов цикла по сравнению их рабочим вращением, устанавлиаемым --смен ной зубчатой парой 27и 28, что значительно снижает вспомогательное время цикла, а следовательно, повышает производительность автомата. Оба вала 20 и 21 связаны между собой зубчатой передачей 31-34 с общим передаточным отношением . На распределительных валах закрепляются сменные кулачки 35-38. При помощи кулачка 35 через рычаг толкатель 39 и тягу 40 осуществляется перемещение шпиндельной бабки. Прижим толкателя 39 к профилю кулачка 35 производится от пневматического цилиндра 41 через двуплечий рычаг 42. Прижим толкателя к кривой кулачка посредством пневматического цилиндра позволяет снизить вес и инерцию движущихся масс элементов привода перемещения итиндельной бабки и тем самым повысить равномерность ее перемещения.
От кулачка 36 через толкатель 43 производится перемещение суппорта 4 Кулачки 37 и 38, закрепленные на втором валу 21, служат для привода
. загрузочно-разгрузочного устройства Уна схеме оно не показано).Введение
iвторого распределительного вала, по;.зволяющего осуществить жесткий механический привод загрузочно-разгрузочного устройства, обеспечивает надежную работу последнего.
Привод механизма зажима осуществляется от неподвижно закрепленного на станке 2 пневматического цийиндра 44, шток 45 которого через усиливающий рычаг 46, нажимную муфту 47,
два плавающих рычажка 48, упор 49 И тягу 50 воздействует на цангу 51 патрона. Зажим цанги производится при перемещении муфты 47 вправо, при этом рычажки 48, поворачиваясь, через упор 49 перемещают тягу 50 влево. Такая конструкция позволяет развивать большие усилия зажима и при этом избежать возникновения недопустимых вибраций шпинделя, как в случае при0менения вращающегося пневматического цилиндра, когда консольный вылет от места крепления цилиндра на шпинделе до опоры (при наличии подвижной шпиндельной бабки) увеличивается до5полнительно на величину хода шпиндельной бабки и достигает больших величин. Благодаря такой конструкции механизма зажима также обеспечивается сохранение зажима патрона при рабочих перемещениях шпиндельной бабки и при падении давления в воздушной сети, так как в зажатом положении правые концы рычажков 48 находятся внутри цилиндрического отверстия 5 шкива 17, а разжшл цанги может произойти только при принудительном сдвиге муфты 47 влево, освобождающем ялчажки 48.
В случае несрабатывания механизма зажима (отсутствие давления воздуха) перемещение шпиндельной бабки невозможно, так как при этом правые ; концы рычажков 48 расходятся в стороны и упираются в торец шкива 17, препятствуя ее движению вправо.
V//yf / y Y // f / A 
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Роторный автомат | 1989 |
|
SU1691065A1 |
| Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате | 2018 |
|
RU2685000C1 |
| Передняя бабка токарного станка | 1986 |
|
SU1313562A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| МЕХАНИЗМ ЗАЖИМА ТОКАРНОГО АВТОМАТА | 1992 |
|
RU2028868C1 |
| Многошпиндельный автомат для глубокого сверления | 1974 |
|
SU564106A1 |
| СТАНОК-АВТОМАТ ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШТУЧНЫХ ЗАГОТОВОК | 1973 |
|
SU395182A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Автомат для изготовления изделий из длинномерных заготовок | 1972 |
|
SU442876A1 |
Фиг. 2
