Изобретение относится к измерительной технике, а именно к средствам контроля параметров резьбы.
Известен способ измерения резьбовых отверстий, заключающийся в том, что устанавливают измерительные проволочки между витками резьбы на диаметрально противоположных сторонах резьбы, вводят измерительные наконечники в контакт с проволочкой и снимают показания с отсчетного узла [1]
Известно устройство для измерения резьбовых отверстий, содержащее резьбовой раздвижной калибр с двумя подвижными параллельными стержнями, связанными между собой пружинной перемычкой, и размещенные на стержнях резьбовые полукольца, пружину, резьбовой винт и рычаг [2]
Известен способ измерения резьбовых отверстий, заключающийся в том, что в резьбовое отверстие завинчивают оправку, шаг резьбы которой отличается от шага замеряемого отверстия, до упора в резьбу и проводят замер [3]
Известно устройство для измерения резьбовых отверстий, содержащее оправку с резьбовым концом, втулку и отсчетный узел [3]
Однако эти способ и устройство менее производительно, так как для замера перпендикулярности оси резьбы относительно торца известным способом и устройством поочередно завинчивают в контролируемое отверстие несколько устройств с оправками разного средства диаметра резьбовой части. При этом подбирают такую оправку, которая заклинивала в резьбе на возможно большей глубине, и только после этого производят замер резьбы. Кроме того, известные способ и устройство менее точны, так как шаг резьбы оправки не равен шагу резьбы детали. После завинчивания известной оправки резьбовой профиль ее контактирует не по всей длине винтовой линии, а только в отдельных точках, что приводит к перекосу оси оправки относительно оси отверстия детали. Следовательно, известный способ и устройство менее точно замеряют отверстие.
Цель изобретения повышение производительности и точности контроля.
Цель достигается тем, что в способе измерения резьбовых отверстий в отверстие завинчивают оправку, резьбовой хвостовик которой выполнен сборным из двух резьбовых элементов, шаг резьбы которых одинаков и равен шагу резьбы измеряемого отверстия. Перед замером один из резьбовых элементов поворачивают относительно другого и завинчивание осуществляют до соосного размещения обоих резьбовых элементов в резьбовом отверстии.
Цель достигается также тем, что устройство для измерения резьбовых отверстий содержит оправку с резьбовым хвостовиком, предназначенным для взаимодействия с резьбой отверстия, резьбовой хвостовик оправки выполнен с направляющей на его торце. Устройство снабжено размещенным по направляющей с возможностью поворота относительно оси оправки дополнительным резьбовым элементом, шаг резьбы которого равен шагу резьбы хвостовика оправки и шагу резьбы отверстия. На торце направляющей выполнен паз, устройство снабжено стопором, выполненным с выступом на его торце, предназначенным для размещения в пазу направляющей.
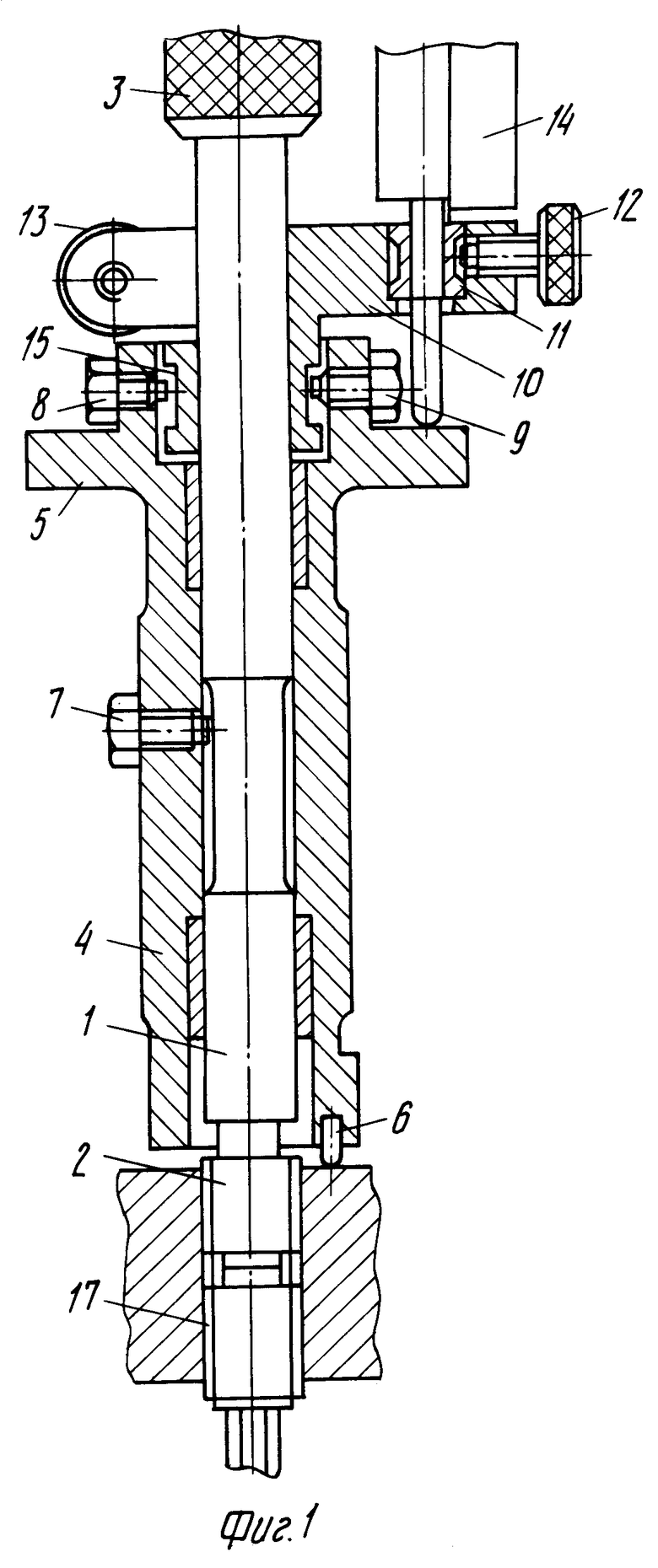
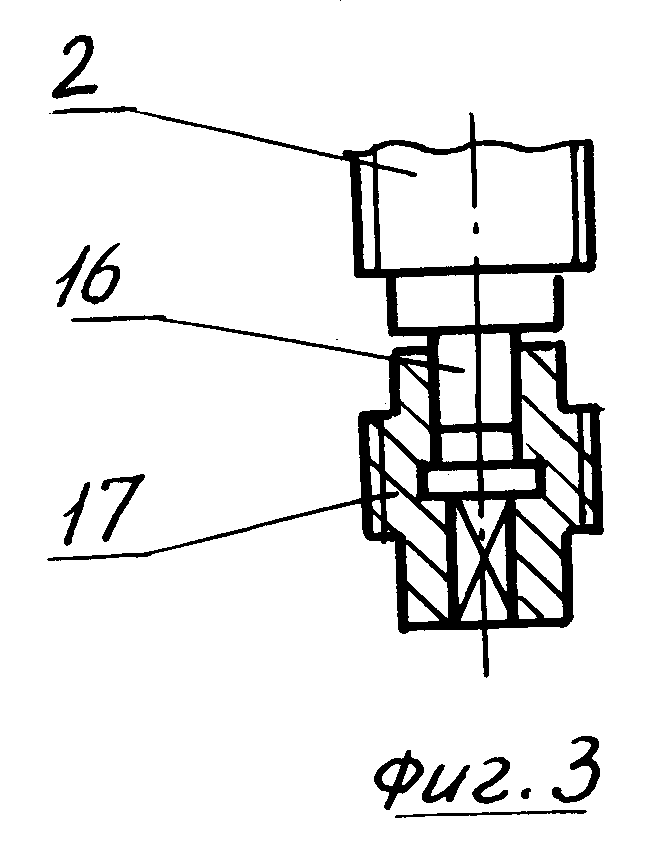
На фиг. 1 изображен прибор, продольный разрез; на фиг. 2 резьбовой хвостовик оправки со стопорным элементом, продольный разрез; на фиг. 3 то же без стопорного элемента.
Устройство содержит оправку 1 с резьбовым хвостовиком 2 и рукояткой 3. На оправке 1 установлена втулка 4 с возможностью вращательного и осевого перемещения относительно оправки. На втулке 4 выполнены бурт 5 и упорный штифт 6 и закреплены стопоры 7 и 8, 9. На оправке 1 установлен хомут 10, связанный подвижно стопорами 8 и 9 с втулкой 4. В хомуте 10 установлены втулка 11 и винты 12, 13. Во втулке 11 установлен индикатор 14 и закреплен винтом 12. На хомуте 10 выполнена выточка 15, ограничивающая с помощью стопоров 8 и 9 взаимное осевое перемещение хомута и втулки 4. На резьбовом хвостовике 2 оправки 1 выполнена направляющая 16, на которой установлен резьбовой элемент 17. Шаг резьбы элемента 17 и хвостовика 2 оправки 1 равен шагу замеряемой резьбы. Элемент 17 установлен концентрично с оправкой 1 и закреплен стопорным кольцом 18, установленным в выточках направляющей 16 и элемента 17. Размеры выточек обеспечивают осевое перемещение резьбового элемента 17 относительно направляющей для компенсации торцового зазора между элементом 17 и резьбовым хвостовиком 2. В элементе 17 установлен стопор 19 с возможностью осевого перемещения, поддерживаемый с помощью упругого стопорного кольца 20. На стопоре 19 выполнены канавки 21, 22 и выступ 23, входящий в торцовый паз направляющей 16.
В предлагаемом способе новое устройство используют для замера перпендикулярности оси контролируемого отверстия относительно торца детали. В данном конкретном случае замеряется перпендикулярность оси отверстий под болты в блоках цилиндров двигателей ЯМЗ-236 и ЯМЗ-238.
Диаметр контролируемой резьбы равен 18 х 1,5 6Н. Для этого элемент 17 устанавливают на направляющей 16 оправки 1 и фиксируют стопорным кольцом 18. В элемент 17 вставляют стопор 19, который ограничивает выступом 23 вращение оправки относительно элемента 17, при этом удерживается от осевого перемещения кольцом 20. Устройство совместно с элементом 17 заворачивают в контролируемое отверстие. Стопор 19 выводят из зацепления с пазом направляющей 16. Удерживая устройство за рукоятку 3, вращают элемент 17 стопором 19 и воздействуют элементом 17 в осевом направлении на оправку 1. При этом резьбовой элемент 17 и резьбовой хвостовик 2 взаимодействуют с резьбой детали и устанавливаются соосно отверстию. Втулку 4 подводят к торцу контролируемой детали. Хомут 10 перемещают вместе с втулкой 4 и закрепляют винтом 13 на оправке 1 с обеспечением гарантированного зазора между стопорами 8, 9 и выточкой 15 хомута 10. Настраивают индикатор 14 на "ноль" с упором в торец бурта 5 втулки 4. Втулку 4 вращают вокруг оправки с поджимом к торцу детали. По показанию индикатора определяют биение.
Для резьб с малыми диаметрами могут быть использованы резьбовые элементы без стопорных элементов (фиг.3).
Таким образом производят измерение контролируемого отверстия. Предлагаемые способ и устройство производительнее, чем известные, так как контролируют отверстие, заворачивая в него только одно устройство с резьбовым хвостовиком на конце, а не подбором нескольких приборов как в известных технических решениях. Кроме того, предлагаемые способ и устройство позволяют контролировать отверстия более точно, так как оба элемента резьбовой оправки контактируют с изделием не в отдельных точках, как в известном техническом решении, а по всей длине винтовой линии. Зазор по диаметру компенсируется за счет взаимного отжатия обеих частей оправки в осевом направлении с центрацией по винтовому конусу профиля резьбы детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля резьбы | 1990 |
|
SU1772582A1 |
| Устройство для контроля резьбы | 1991 |
|
SU1825956A1 |
| Способ измерения радиусных поверхностей и устройство для его осуществления | 1990 |
|
SU1807305A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ В РЕЗЬБЕ | 2024 |
|
RU2818012C1 |
| СПОСОБ ЭКСПЕРИМЕНТАЛЬНОГО ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ В РЕЗЬБЕ | 2024 |
|
RU2825541C1 |
| Способ затяжки резьбового соединения | 2015 |
|
RU2621749C2 |
| ЭКСПЕРИМЕНТАЛЬНОЕ ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ТРЕНИЯ В РЕЗЬБЕ | 2024 |
|
RU2825542C1 |
| Оправка для нарезания резьбы метчиком | 1984 |
|
SU1238911A1 |
| КОЛЕБАТЕЛЬНЫЙ СТРУКТУРОМЕТР | 2016 |
|
RU2625535C1 |
| Глубиномер | 1988 |
|
SU1551959A1 |
Изобретение относится к измерительной технике, а именно к средствам контроля параметров резьбы. Цель изобретения повышение производительности и точности контроля. Для этого ввинчивают в отверстие оправку с двумя резьбовыми элементами. Перед замером один из резьбовых элементов поворачивают относительно другого и далее производят замер. Оправка выполнена со сборным резьбовым хвостовиком 2. На торце резьбового хвостовика 2 выполнена направляющая 16 с торцовым пазом. На направляющей 16 установлен дополнительный резьбовой элемент 17 со стопором 19. Стопор 19 установлен в резьбовой элемент 17 с возможностью осевого перемещения для взаимодействия с торцовым пазом на направляющей резьбового хвостовика 2. 2 с. и 1 з. п. ф-лы, 3 ил.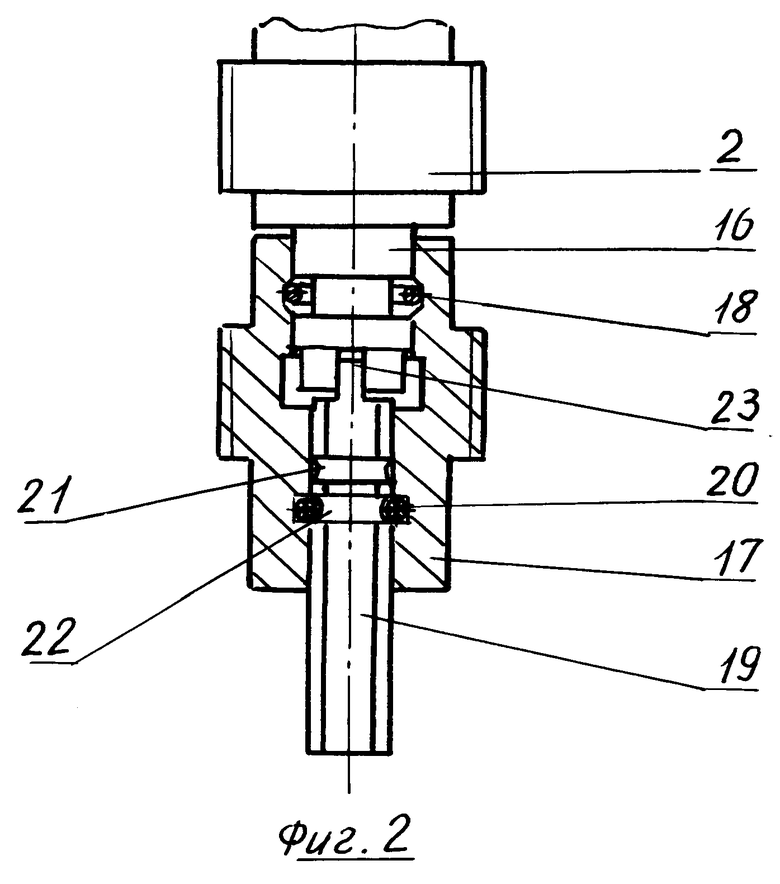
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пневматический бурильный молоток | 1952 |
|
SU95970A1 |
