Изобретение относится к холодной листовой штамповке и может быть использовано для изготовления различных деталей для строительных работ и машиностроения из проволоки: гвозди, шпильки, заклепки, заготовки для формирования головок: с полукруглой головкой и полупотайной головкой, с потайной головкой для винтов и шурупов.
Известен станок для штамповки гвоздей из проволоки в холодном состоянии, рамного типа, станина которого имеет вид в плане прямоугольной рамы, сваренной из швеллера N 18. Рама в плоскости по углам имеет опорные выступы длиною 500 мм, при этом рама в плане по длине имеет промежуточные перемычки, на которых установлены механизмы: кривошипно-ударный, на средней перемычке - плашкодержатель проволоки, механизм мерной подачи проволоки размещен с правой стороны перемычки, рычажный механизм, кусачки - с левой стороны механизма, плашкодержатель проволоки. Эти механизмы кинематически взаимосвязаны между собой. Станок оснащен главным приводом от трансмиссионной передачи настенного расположения, электродвигатель установлен в стороне от станка, передача усилий вращений на трансмиссионный вал осуществляется при помощи шкивов, соединенных ремнем. (Еленев С. А. Холодная штамповка. М.: Высшая школа, 1988, с, 167, рис. 132).
Известен проволочно-гвоздильный автомат, содержащий корпус, привод, механизм мерной подачи проволоки, механизм зажима проволоки, механизм заострения и отрезания, а также высадочный ползун с закрепленным на нем механизмом [1].
Цель изобретения - повышение производительности и качества изделий.
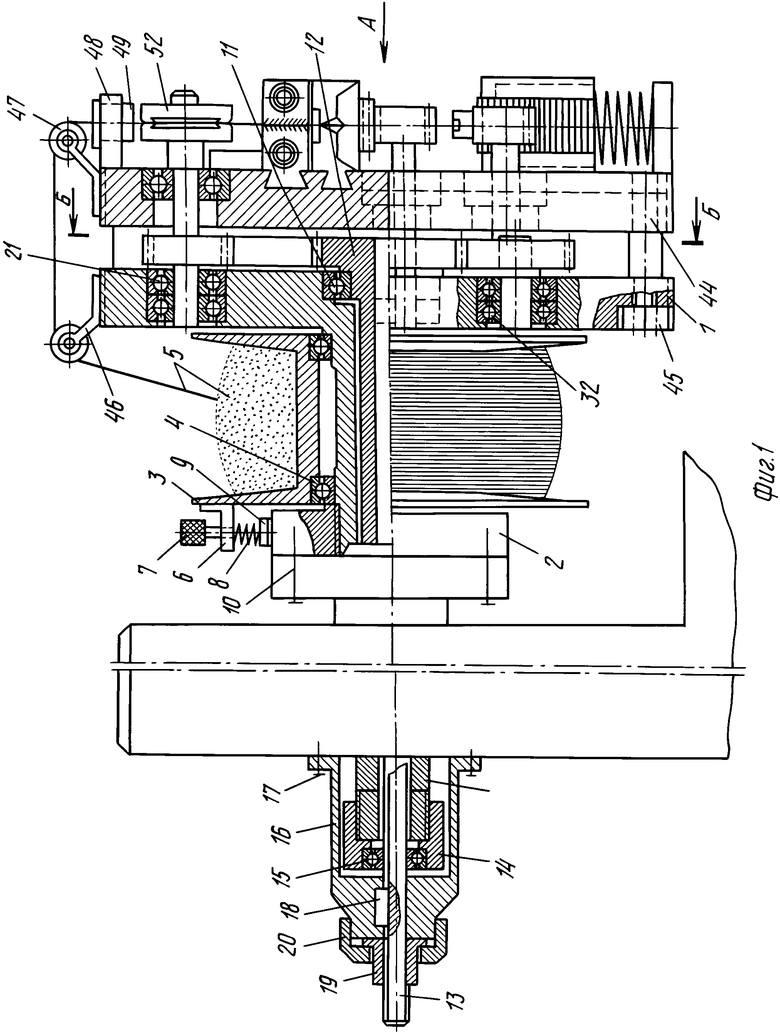
На фиг. 1 изображен описываемый автомат, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Устройство-автомат состоит из несущего сборочного корпуса, содержащего планшайбу с хвостовиком 1 (фиг. 1) и заднюю планшайбу 2. На хвостовике планшайбы размещена двубортовая катушка 3, которая центрируется на подшипниках 4 для наматывания проволоки 5. Катушка оснащена тормозным механизмом, состоящим из кронштейна 6, нажимного винта 7, нажимной опорной пружины 8, тормозной колодки 9.
Корпус с катушкой установлены на фланце шпинделя станка при помощи задней планшайбы 2 и укреплены винтами 10. На планшайбе установлен центральный подшипник 11, в центральный вал-шестерню 12 через полость шпинделя со стороны хвостовика-шпинделя - дорн-держатель 13, соединенный с центральным валом-шестерней 12. На хвостовик шпинделя установлена гайка 14, в полости которой расположен подшипник 15. Корпус станка 16 установлен на конец хвостовика 1 и закреплен болтами 17, шпонкой 18, а также регулируемой гайкой 19, закрепленной накидной гайкой 20.
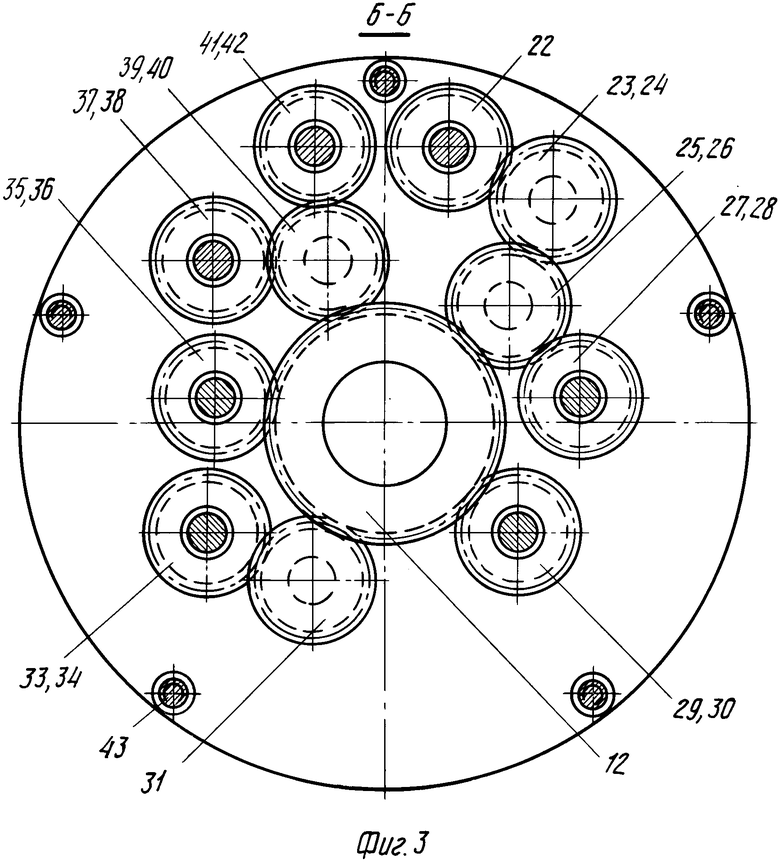
Многозвеньевой зубчатый редуктор состоит из составных концевых узлов различного расчленения: первый концевой узел двойного расчленения состоит из цепочки, кинематически взаимосвязанной через центральную вал-шестерню 12 (фиг. 1). В проточенном отверстии установлено два подшипника 21, в которые запрессована коротким концом вал-шестерня 22 (фиг. 3). Вал-шестерня 23 центрируется подшипником 24, одноконцевая вал-шестерня 25 - подшипником 26, двухконцевая вал-шестерня 27 - подшипником 28. Второй концевой узел одинарного расчленения состоит из одного вала-шестерни двухконцевых 29, центрируется подшипником 30. Третий концевой узел одинарного расчленения состоит из одного вала-шестерни двухконцевого, включающего вал-шестерню 31, который центрируется подшипником 32. Двухконцевой вал-шестерня 33 центрируется подшипником 34.
Четвертый концевой узел одинарного расчленения состоит из двухконцевого вала-шестерни 35, который центрируется подшипником 36, пятый концевой узел двухрядного расчленения - из двухконцевого вала-шестерни 37, который центрируется подшипником 38; одноконцевого вала-шестерни 39, который центрируется подшипником 40; двухконцевого вала-шестерни 41, который центрируется подшипником 42, распорные стойки 43 установлены между планшайбами 1 и 44. Параллельно планшайбе 1 установлена планшайба 44, закрепленная на распорных стойках 43 гайками 45.
Механизм подачи проволоки включает кронштейн 46 с роликом 47 и установлен для транспортировки проволоки 5. На планшайбе 44 установлен корпус механизма фильерной протяжки 48, фильерная втулка 49. Ролик подачи 50 зафиксирован шпонкой 51, ролик замера длины изделия 52 - шпонкой 51.
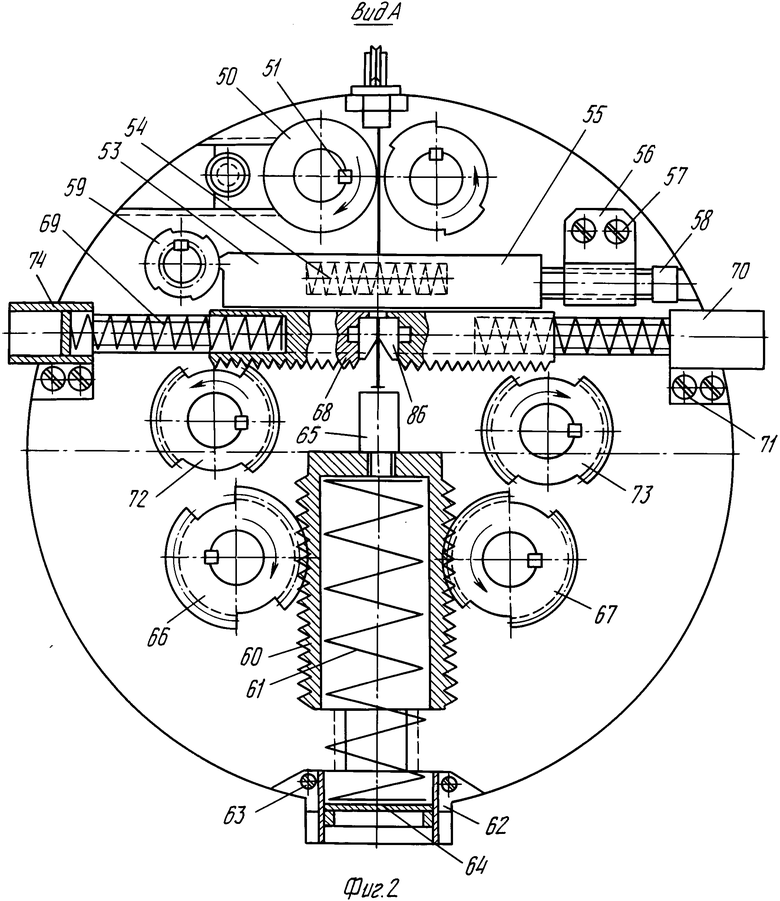
Механизм зажима проволоки содержит подвижную опорную плашку 53 (фиг. 2), установленную в планшайбе 44, две разжимающие пружины 54, регулируемую опорную плашку 55, кронштейн 56, закрепленный винтами 57, специальный регулируемый винт 58, установленный на конец вала-шестерни ролик 59 зажима, зафиксированный шпонкой 51.
Механизм штамповки включает установленный в специальный паз корпус зубчатого ползуна 60 (фиг. 2), расположенную в его полости силовую ударную пружину 61 и концевой регулятор 62 усилий, закрепленный винтами 63, плавающий подвижной клапан 64, а в торец головки ползуна завинчен штамп бойка 65. На верхний конец вала-шестерни 33 установлен приводной зубчатый венец 66, зафиксированный шпонкой 51, на правый верхний конец вала-шестерни 29 - второй приводной зубчатый венец 67, зафиксированный шпонкой 51.
Механизм мерного отрезания проволоки и ее заострения содержит планшайбу 44, зубчатый ползун 68 отрезания левой и правой, установленные в полость зубчатых ползунов силовые пружины 69 сжатия, концевой регулятор 70 усилий, закрепленный винтами 71, установленный на верхний конец вал-шестерни 35, приводной зубчатый венец 72, зафиксированный шпонкой 51, установленный на верхний конец вала-шестерни 27 приводной зубчатый венец 73, зафиксированный шпонкой 51, и плавающий подвижной клапан 74.
Устройство-автомат работает следующим образом.
Перед пуском или запуском устройства в работу необходимо проверить все места креплений и соединений. Убедившись в том, что все механизмы собраны правильно и надежно закреплены, наматывают на катушку проволоку, конец продевают через фильерную втулку 49. Выставляют на заданные параметры подачи и зажима проволоки 50, 52 и 59, а также зубчатые ролики, которые приводят механизмы из исходного положения в рабочий ход, как, например, механизм штамповки 66 и 67, и механизм отрезания 72 и 73. Порядок выставления наладки имеет определенную технологическую последовательность и цифровую зависимость.
Многозвеньевой зубчатый редуктор состоит из центрального вала-шестерни 12 и присоединенных валов-шестерней 22, 23, 25, 27, 29, 31, 33, 35, 37, 39 и 41. Сначала включают в зацепление зубчатые ролики 66 и 67 подъема с зубчатой рейкой ползуна 60 и фиксируют винтом 74, механизм штамповки в зацеплении проворачивают вручную по ходу работы устройства на два шага.
S = 6,28 · 2 = 12,56 мм, вторым включается в зацепление зубчатые ролики 72 и 73 подъема с зубчатой рейкой корпуса механизма отрезания 68 и фиксируют винтом 74. Механизм отрезания проворачивают вручную по ходу работы устройства на полтора шага S = 6,28 1,5=9,42 мм.
Далее включается в зацепление для разжима плашек ролик 59, также выставляют на кромку схода плашки 53 и фиксируют винтом 74, устройство проворачивают вручную по ходу работы на один шаг S = 6,28, после этого включается механизм подачи проволоки, т. е. ролики подачи проволоки 50, 52 соединяют с проволокой до фрикционной степени захвата и фиксируют винтом 74, провертывают вручную по ходу работы устройства на три шага, эта длина предполагаемого гвоздя
S = 6,28 · 3 = 18,84 мм.
Убедившись в правильном выставлении зубчатых роликов и фрикционных роликов, наладке и отладке всех механизмов, можно запускать устройство в работу, т. е. включают главный привод станка, устройство входит в беспрерывный поточно-техно- логический процесс в автоматическом режиме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
| Приспособление для навивки пружин к токарному станку | 1987 |
|
SU1428515A2 |
| Приспособление для навивки пружин к токарным станкам | 1985 |
|
SU1329876A2 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для навивки проволочныхСпиРАлЕй и РАзРЕзАНия иХ HA чАСТи | 1979 |
|
SU846007A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Машина для вязки бунтов проволоки | 1956 |
|
SU108483A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
Использование: проволочно-гвоздильные автоматы. Сущность изобретения: содержит корпус, привод, механизм мерной подачи проволоки, механизм зажима проволоки, механизм заострения и отрезания проволоки с механизмом перемещения, высадочный ползун с закрепленным на нем пуансоном с механизмом перемещения. Многозвенный зубчатый редуктор жестко соединен с приводом и расположен на центральной оси устройства. Профильный копирный ролик смонтирован в корпусе механизма мерной подачи проволоки. Высадочный ползун выполнен в виде корпуса с внутренней полостью, на наружной поверхности которого симметрично оси обработки закреплены зубчатые рейки. Механизм перемещения высадочного ползуна выполнен в виде силовой ударной пружины, размещенной в корпусе высадочного ползуна, концевого регулятора усилий силовой ударной пружины и двух зубчатых венцов, смонтированных на выходных валах многозвенного зубчатого редуктора с возможностью взаимодействия с зубчатыми рейками корпуса высадочного ползуна. Механизм заострения и отрезания проволоки выполнен в виде двух полых корпусов, размещенных симметрично оси подачи проволоки и на наружной поверхности каждого из которых закреплена зубчатая рейка. Механизм его перемещения выполнен в виде двух силовых пружин сжатия, каждая из которых установлена в полости соответствующего корпуса механизм заострения и отрезания проволоки, концевых регуляторов усилия соответствующей пружины сжатия и двух зубчатых венцов, смонтированных на выходных валах многозвенного зубчатого редуктора. 3 ил.
ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ АВТОМАТ, содержащий корпус, привод, механизм мерной подачи проволоки, механизм зажима проволоки, механизм заострения и отрезания проволоки с механизмом перемещения, высадочный ползун с закрепленным на нем пуансоном с механизмом перемещения, отличающийся тем, что, с целью повышения производительности и качества изделий, он снабжен многозвеньевым зубчатым редуктором, жестко соединенным с приводом и расположенным на центральной оси устройства, профильным копирным роликом, смонтированным в корпусе механизм мерной подачи проволоки, при этом высадочный ползун выполнен в виде корпуса с внутренней полостью, на наружной поверхности которого симметрично оси обработки закреплены зубчатые рейки, механизм перемещения высадочного ползуна выполнен в виде силовой ударной пружины, размещенной в корпусе высадочного ползуна, концевого регулятора усилий силовой ударной пружины и двух зубчатых венцов, смонтированных на выходных валах многозвеньевого зубчатого редуктора с возможностью взаимодействия с зубчатыми рейками корпуса высадочного ползуна, механизм заострения и отрезания проволоки выполнен в виде двух полых корпусов, размещенных симметрично оси подачи проволоки и на наружной поверхности каждого из которых закреплена зубчатая рейка, причем механизм его перемещения выполнен в виде двух силовых пружин сжатия, каждая из которых установлена в полости соответствующего корпуса механизма заострения и отрезания проволоки, концевых регуляторов усилия соответствующей пружины сжатия и двух зубчатых венцов, смонтированных на выходных валах многозвеньевого зубчатого редуктора с возможностью взаимодействия с соответствующей зубчатой рейкой корпуса механизма заострения и отрезания проволоки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Холодная объемная штамповка | |||
| Справочник под ред | |||
| Навроцкого Г.А | |||
| М.: Машиностроение, 1973, с.362-366, рис.11. | |||
