1
Изобретение относится к обработке металлов давлением, в частности к автоматам холодно-высадочным однопозиционным для изготовления гвоздей.
Известен автомат проволочно-гвоздильный, содержащий смонтированные на станине и кинематически связанные между собой кривошипный, два параллельных боковых и один поперечный валы, приводящие в движение смонтированные на ста;нине механизм подачи, механизм зажима проволоки, механизм отрезки и заострения, механизм высадки и механизм отбоя готового гвоздя. В этом автомате почти все перечисленные механизмы являются источниками повышенных ударных нагрузок и, следовательно, шума. При высадке головки гвоздей, особенно строительных с конической головкой, зазор между пуансоном и матрицей устанавливается не более 0,1 мм и доходит до нуля. Учитывая упругость автомата по оси высадки и зазоры в сочленениях, а также недостаточно высокое качество наладки его, при высадке постоянно производится «холодный удар пуансона о матрипу; сила этого удара прямо пропорциональна скорости пуансона в момент удара, массе подвил ных звеньев, частоте свободных колебаний системы и ускорению ползуна.
Цель изобретения - снижение шума, вибраций, исключение знакопеременных инерционных усилий и динамических нагрузок, а также повышепие точности подачи.
Предлагаемый автомат отличается от известного тем, что привод высадочного ползуна
осуществляется с замедленной (близкой к нулю) скоростью в конце хода от кривошипнорычажного с жестким треугольннком механизма, проволока подается механизмом подачи безынерционного типа двумя вращающимися с постоянной угловой скоростью роликами с расположенными в них подпружиненными захватами, причем ролики получают вращение от бокового вала через пару конических шестерен, что позволило исключить громоздкую рычажную систему. Привод возвратно-поступательно перемещающегося зажимного ползупа, жестко связанного с двуплечим рычагом, осуществляется от жестко замкнутой кулачковой системы двух кулачков прямого
и обратного ходов, а привод возвратно-поступательно перемещающихся ножей - от такого же механизма, как и высадочного ползуна. Кроме того, в описываемом автомате применяется механизм отбоя вращающегося Т1ша с
постоянной угловой скоростью.
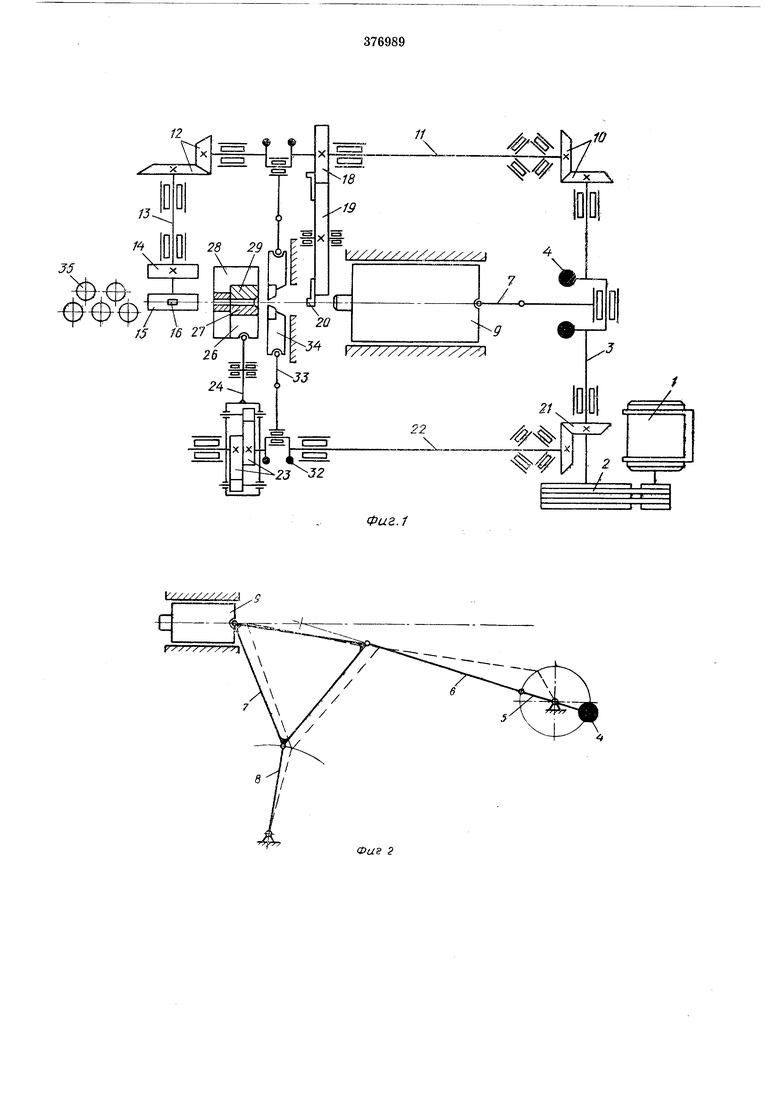
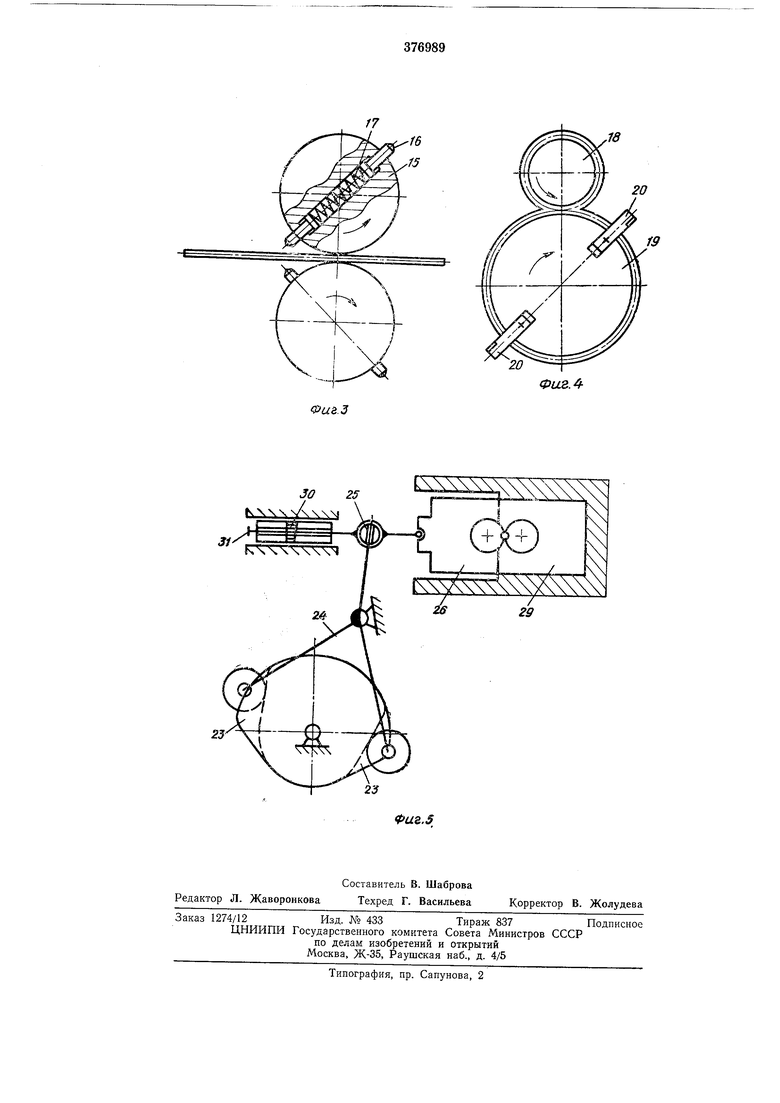
На фиг. 1 показана кинематическая схема автомата; на фиг. 2 - схема узла высадочного ползуна; на фиг. 3 - схема механизма подачи; на фиг. 4 - схема механизма отбоя гоTOBoro гвоздя; на фиг. 5 - схема механизма зажима проволоки. Автомат проволочно-гвоздильный содержит станину, правильные ролики, механизм пода чи проволоки, механизм зажима проволоки механизм отрезки и заострения стержня гвоз дя, механизм высадки, механизм отбоя гото вого гвоздя и сброса его в тару, кривошипный, два параллельных боковых и один поперечный валы, установленные на подшипниках качения. Станина автомата выполняется повышенной жесткости из стального литья. На станине монтируются все основные узлы и механизмы Привод автомата состоит из электродвигателя 1 (фиг. 1) постоянного тока с бесступенчато регулируемым числом оборотов, клиноременной передачи 2 и кривошипного вала 3 с коническими шестернями и контргрузами 4. Механизм высадки и привод высадочного пуансона представляют собой жесткий шестизвенный кривошипно-рычажный механизм, состояший из кривошипно-шатунной группы - кривошипа 5 и шатуна 6 (фиг. 2), рычагов 7 и 8, соответственно жесткого треугольного и выраБНИваюш,его и ползуна 9 высадочного пуансона (фиг. 1 и 2). Первый боковой вал установлен параллельно оси высадки в станине автомата и состоит из конической шестерни 10 (фиг. 1), собственно вала 11, конической шестерни 12; на этом же валу закреплена неподвижно косозубая шестерня привода механизма отбоя готового гвоздя. Вал имеет также колено привода механизма отрезки и заострения гвоздя. Механизм подачи проволоки на заданную длину включает в себя коническую шестерню 12 (фиг. 1), поперечный вал 13, две цилиндрические косозубые шестерни 14, два ролика 15, в которых размеш,ены (по два) подаюш,ие захваты 16 (фиг. 3), подпружиненные пружиной 17. Механизм отбоя готового гвоздя состоит из косозубых шестерен 18 и 19 (фиг. 1 и 4), одна из которых закреплена неподвижно на первом боковом валу, а другая в неподвижной оси станины на подшипниках качения. Во второй шестерне с помощью диска или непосредственно в пазах тела шестерни размеш«ены два регулируемых рычага-отбойника 20 из мягкой стали. Второй боковой вал содержит коническую шестерню 21 (фиг. 1), собственно вал 22, установленный в станине на подшипниках качения, и два дисковых кулачка 23 (фиг. 1 и 5). На этом же валу выполнено колено привода второго механизма отрезки и заострения стержня гвоздя. Механизм зажима проволоки состоит из жесткого уравновешенного двуплечего рычага 24 (фиг. 1 и 5) с роликами, шарнирной шаровой серьги 25, ползуна 26 с подвижной полуматрицей 27, корпуса 28, неподвижной полуматрицы 29, клина 30 и винта 31 регулировки положения ползуна. Механизмы отрезки и заострения стержня гвоздя (два одинаковых жестких шестизвенных механизма) состоят из уравновешивающих грузов 32 (фиг. 1), кривошипно-шатунной группы не показана), жесткого треугольного 33 и выравнивающего (не показан) рычагов и ползуна 34 с нож:ами. Правильные ролики 35 (фиг. 1) установлены на кронштейне, прикрепляемом к станине автомата. Автомат работает следующим образом. От электродвигателя и клиноременной передачи приводится во вращение в подшипниках качения кривошипный вал 3 с контргрузами 4, уравновешивающими механизм высадки. От кривошипного вала 3 с помощью жесткого шестизвенного кривощипно-рычажного механизма - кривошипа 5 (фиг. 2), шатуна 6, жесткого треугольного рычага 7 и выравнивающего рычага 8, получает возвратнопоступательное движение ползуна 9 (см. фиг. 1 и 2). Такая схема обеспечивает меньщую (приближающуюся к нулю) скорость перемещения ползуна в конце хода по сравнению с кривошипно-шатунным и кривошипным колено-рычажным механизмами и, следовательно, позволяет резко снизить силу удара пуансона о матрицу, снизить уровень шума и в то же время повысить надежность работы механизма. Уравновешивающие грузы уменьшают вибрацию автомата вдоль оси высадки и разгружают подшипники качения кривошипного вала, тем самым снижают шум и повышают надежность работы автомата. От кривошипного вала 3 через пару конических шестерен 10 с передаточным отношением 1 :1 приводится во вращение в подшипниках качения боковой вал И, от которого через пару конических шестерен 12 с передаточным отношением 1 :2 (для тихоходных автоматов это отношение может быть принято равным 1:1, для быстроходных 1:2, 1 :3 и т. д.) получают вращательное движение в подщипниках качения поперечный вал 13 и две цилиндрические косозубые шестерни 14, приводящие в непрерывное вращение с постоянной угловой скоростью ролики 15 механизма подачи проволоки. В роликах 15 (фиг. 3) размещены два (при передаточном отношении конических шестерен 1:2) возвратно-поступаельно перемещающихся захвата с рабочей астью, выполненной в виде зубильца или по рофилю проволоки. Оба захвата подпружиены одной пружиной 17. При вращении роиков захваты одновременно набегают на роволоку, зажимают ее и под действием пруин с регулируемым усилием подают на заанную длину. Для подачи проволоки на аданную длину от нуля до наибольшей велиины захваты имеют регулировку и ограничеие хода. Непрерывное вращение роликов с одающими захватами позволяет исключить оявление инерционных нагрузок, снизить
шум в механизме и, кроме того, значительно упростить конструкцию механизма подачи.
От бокового вала 11 с помощью двух косозубых шестерен 18 и 19 с передаточным отношением 1 :2 г(возможно и 1:1, 1 :3 в зависимости от быстроходности автомата) приводятся в непрерывное враш,ательное движение с постоянной угловой скоростью два (в зависимости от передаточного отношения шестерен) рычага-отбойника 20 (фиг. 4), отбиваюш,их и сбрасываюш;их в тару высаженные и заостренные гвозди. При такой конструкции механизма отбоя исключены инерционные нагрузки, удары и шум, имеющие место в современных проволочно-гвоздильных автоматах, в которых механизм отбоя, рычаг-отбойник, получает прерывистое качающееся движение или от кулачка, или от реечно-рычажного подпружиненного механизма и высадочного ползуна. От пары конических шестерен 21 получает движение второй боковой вал 22, вращающийся в подшипниках качения. На этом валу установлены два кулачка 23, передающие через жесткий качающийся двуплечий рычаг 24 с роликами и шарнирную серьгу 25 возвратно-поступательное перемещение ползуну 26 с подвижной полуматрицей 27. ПОЛЗУН перемещается по направляющим корпуса 28, в котором закреплена неподвижная полуматрица 29. Положение неподвижной полуматрицы регулируется с помощью клина 30 и винта 31. Механизм уравновещивается с помощью контргрузов или пружин.
Итак, от боковых валов 11 и 22 с помощью щестизвенных кривощипно-рычажных уравновешенных грузами 32 механизмов приводятся в возвратно-поступательное движение механизмы отрезков и заострения стержня гвоздя.
Механизмы привода ползунов отрезных ножей состоят, так же как и механизм высадки, из кривошипа, шатуна, жесткого треугольного рычага, выравнивающего рычага и ползуна и обладают таким же преимуществом - скоростью, близкой к нулю на участке отрезки и заострения стержня гвоздя, что обеспечивает значительное снижение шума в механизмах. а их уравновещивание - разгрузку подшипников качения кривошипа. Правка проволоки осуществляется правильными роликами.
Предмет изобретения
1. Автомат проволочно-гвоздильный, содержащий кинематически связанные между собой кривошипный, два параллельных боковых ц один поперечный валы, приводящие в движение смонтированные на станине механизм
подачи, механизм зажима проволоки, механизм отрезки и заострения, механизм высадки и механизм отбоя готового гвоздя, отличающийся тем, что с целью снижения шума, вибраций, исключения знакопеременных
инерционных усилий и динамических нагрузок, кривошипный вал снабжен уравновещенной кривошипно-рычажной системой, связанной посредством жесткого треугольного и выравнивающих рычагов с ползуном высадочного пуансона, а каждый из боковых валов также снабжен уравновешенной кривощипно-рычажной системой, связанной через жесткий треугольный и выравнивающий рычаги с ползунами отрезных ножей, при этом на первом
боковом валу установлена косозубая шестерня, входящая в зацепление с другой косозубой шестерней, несущей два регулируемых рычагаотбойника механизма отбоя и закрепленной на станине посредством подшипников качения, а на втором боковом валу установлена замкнутая система кулачков прямого и обратного ходов, связанная через жесткий уравновешенный двуплечий рычаг и шарнирную шаровую серьгу с ползуном механизма зажима.
2. Автомат по п. 1, отличаюшийся тем, что, с целью повышения точности подачи, механизм подачи выполнен в виде двух входящих в зацепление конических щестерен, одна
из которых установлена на первом боковом валу, а другая - на поперечном валу, а также двух цилиндрических косозубых щестерен и двух роликов, размещенных последовательно за коническими шестернями на поперечном
валу, при этом каждый из роликов снабл ен имеющими регулировочное перемещение подпружиненными захватами.
Фи.г.1
| название | год | авторы | номер документа |
|---|---|---|---|
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Гвоздильный автомат | 1975 |
|
SU512843A1 |
| Гвоздильный автомат | 1978 |
|
SU820998A1 |
| Механизм зажима проволоки гвоздильного автомата | 1989 |
|
SU1717269A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ИЗДЕЛИЙ С ГОЛОВКАМИ | 1991 |
|
RU2022677C1 |
| Гвоздильный автомат | 1960 |
|
SU142289A1 |
у/////////л с.
0us г
18
20
20
30 25 К хАччм
