Изобретение относится к пищевой промышленности и может быть использовано при тепловой обработке консервов в таре.
Известен способ тепловой обработки консервов, включающий прямолинейное движение банок с консервами относительно греющей среды [1]. При этом вследствие увеличения коэффициента теплопередачи интенсифицируются процессы нагрева и охлаждения. Сопоставление длительности режимов тепловой обработки неподвижных и движущихся банок с продуктом, рассчитанных на достижение одинакового значения летальности, показывает, что при движении консервов удается сократить время тепловой обработки на 10-15% в зависимости от вида, типоразмера тары и консистенции продукта. Так при пастеризации сока яблочного натурального в таре 1-58-250 в автоклаве Б6-КАВ-2 по ГОСТ 9596-75, когда банки с продуктом неподвижны, время тепловой обработки составляет 45 мин (реализуется режим  ), а при тепловой обработке движущихся банок в пастеризаторе непрерывного действия длительность обработки составляет 35 мин (реализуется режим
), а при тепловой обработке движущихся банок в пастеризаторе непрерывного действия длительность обработки составляет 35 мин (реализуется режим  ) и достигается одинаковый летальный эффект. Таким образом сокращение времени тепловой обработки составляет 10 мин или 22%.
) и достигается одинаковый летальный эффект. Таким образом сокращение времени тепловой обработки составляет 10 мин или 22%.
Пастеризатор для тепловой обработки консервов, реализующий способ, содержит корпус и конвейер с бесконечным тяговым органом [4]. Корпус неподвижен, следовательно, переносная скорость равна нулю. Так как конвейер движется относительно корпуса, скорость банок не равна нулю.
Однако в описанном способе тепловой обработки консервов, реализуемом в указанном пастеризаторе, движение жидкости в банках не организуется и интенсифицикация теплопередачи осуществляется только благодаря увеличению коэффициента теплоотдачи к движущейся в пастеризаторе банке от среды по сравнению с коэффициентом теплоотдачи при относительной неподвижности банок и среды, когда передача тепла от среды к стенке банки происходит только за счет естественной конвекции.
Известен также способ тепловой обработки консервов, включающий движение банок, установленных на носителях в автоклаве, в процессе тепловой обработки. Автоклав, в котором реализован этот способ, содержит неподвижный цилиндрический герметизируемый корпус, в котором горизонтально установлена для размещения автоклавной корзины платформа, совершающая возвратно-поступательное движение в вертикальном направлении. Форма платформы соответствует форме поперечного сечения автоклава [2]. Банки на платформе также совершают возвратно-поступательное движение в вертикальном направлении. При этом переносная скорость равна нулю.
Очевидно, во избежание возникновения ударов банок о платформу ускорения платформы меньше ускорения при свободном падении. В этом случае банка не отрывается от платформы, но и жидкость в банке также не отрывается от дна банки и поэтому перемешивание продукта в ней незначительно. Если принудительное перемешивание продукта в банке мало, то невелико и увеличение коэффициента теплоотдачи от стенки к продукту.
Таким образом, недостатком известных способов тепловой обработки консервов является то, что время тепловой обработки консервов при невысоких коэффициентах теплоотдачи велико, что приводит к частичному перегреву продукта у стенок тары, т.е. к ухудшению его качества и ограничению производительности процесса.
Цель изобретения - повышение производительности аппаратов и качества консервов путем сокращения времени тепловой обработки и выравнивания температур благодаря турбулизации продукта внутри банок.
Для достижения поставленной цели предложен способ тепловой обработки консервов в таре в тепловых аппаратах, включающий движение банок, размещенных на платформе аппарата, в процессе тепловой обработки, согласно изобретению, банкам сообщают плоскопараллельное движение в плоскости, перпендикулярной оси тары, при котором угловые скорости относительного и переносного движения равны, направлены в противоположные стороны, а центры вращения каждого из этих движений не совпадают, причем движения совершают с частотой, превышающей Т ≥ 1,2 Гц.
Сообщение банкам с консервами плоскопараллельного движения с частотой более Т>1,2 Гц, при котором угловые скорости относительного и переносного движения равны, но направлены в противоположные стороны, а центры вращения не совпадают, обеспечивает возникновение внутри банки сильных турбулентных потоков. Это, в свою очередь, приводит к резкому увеличению теплоотдачи от стенки к продукту и общему увеличению коэффициента теплопередачи.
Как показали экспериментальные исследования, плоскопараллельное движение по описанному закону вызывает при частоте Т>1,2 Гц более интенсивное перемешивание жидкости в банке, чем возникающее, например, при возвратно-поступательном движении банок в вертикальном направлении. При частоте, меньшей Т<1,2 Гц, усиление турбулизации жидкости в банке не наблюдалось. Пороговая частота, при которой имело место усиление турбулизации в банке, зависела от ее диаметра и возрастала при большем значении диаметра.
Интенсивное перемешивание усиливает процессы теплопередачи от греющей среды к продукту и затем при охлаждении в обратном направлении. Процесс нагревания консервов до заданной температуры происходит быстрее, также как и последующее охлаждение. Сокращается время тепловой обработки консервов, что способствует повышению качества, уменьшает размеры аппаратов и увеличивает их производительность. Например, через автоклав с турбулизацией продукта в банках можно пропустить больше консервов, чем через известный автоклав таких же размеров.
Как показали исследования, величина радиуса, по которому происходит перемещение банок, не оказывает существенного влияния на турбулизацию в банке. Для банки оказывается определяющим сохранение устойчивости во время движения. Банка или автоклавные корзины сохраняют устойчивость, если линия действия равнодействующей сил инерции и веса проходит в пределах площади опоры. Если учесть, что амплитуда перемещения корзин и банки A равна удвоенной величине эксцентриситета, то путем простейших геометрических соотношений можно получить неравенство
A=  , где g - ускорение свободного падения;
, где g - ускорение свободного падения;
d - диаметр опорной поверхности банки или корзины;
h - высота банки или корзин, установленных одна на другую;
ω max - максимальная мгновенная угловая скорость.
Пример осуществления способа при движении банки по замкнутой траектории.
Изобретение поясняется фиг. 1-8.
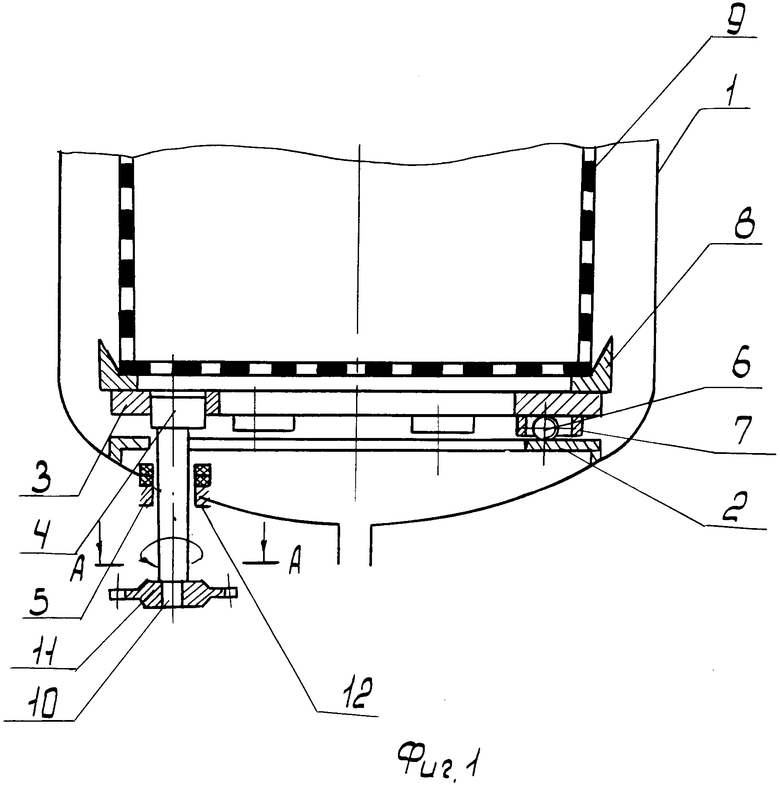
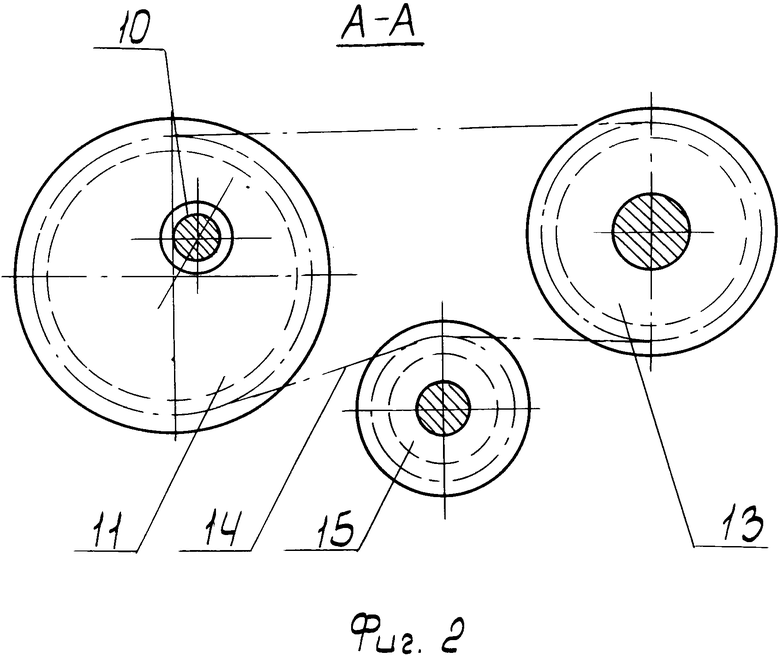
На фиг. 1 показан разрез через нижнюю часть автоклава; на фиг. 2 - сечение по валам, передающим движение платформе.
Автоклав включает герметизируемый корпус 1 с коммуникациями подачи теплоносителей (не показано).
В корпусе автоклава 1 закреплена жестко горизонтальная подставка 2. Над подставкой 2 горизонтально установлена платформа 3 с отверстиями, в которых размещены два одинаковых эксцентрика 4, закрепленных в опорах 5 (на чертеже показан один из них). Платформа 3 имеет шаровые опоры в виде шаров 6, ограниченных вертикальными направляющими 7. На платформе 3 закреплен ловитель 8 автоклавной корзины 9, при помощи которого корзины 9 с консервами фиксируются на платформе 3. Один из эксцентриков 4 закреплен на валу 10, на внешний конец которого насажена эксцентричная звездочка 11. Вал 10 уплотняется в корпусе автоклава сальником 12. Звездочка 11 связана с приводом 13 цепной передачей 14, натяжение которой обеспечивается подвижным роликом 15.
Способ тепловой обработки консервов осуществляют следующим образом. В корзины 9 загружают банки с консервами. Корзины устанавливают на платформе 3 одну на другую. Фиксацию нижней корзины 9 на платформе 3 обеспечивают ловителями 8. Автоклав герметизируют, в него подают пар и приводят во вращение эксцентрики 4.
Платформа 3 начинает совершать плоскопараллельное круговое движение в горизонтальной плоскости, опираясь на шары 6, и передает это движение банкам. Направляющие 7 не позволяют шарам 6 выкатываться из-под платформы 3 при отсутствии нагрузки.
Все банки в корзине движутся с одинаковой скоростью и ускорением по одинаковой траектории, представляющей окружность. Такое движение получается в результате сложения двух движений: относительного и переносного. Представим себе мысленно, что у нас имеет место только одно движение - вращение вала 10 относительно опор 5. Тогда вся платформа 3 будет вращаться с угловой скоростью ω и относительно опоры 5. Рассмотрим теперь другое независимое движение - вращение эксцентрика 4 в платформе 5. Это также вращательное движение с угловой скоростью ω , но это движение - платформа 3 относительно эксцентрика 4 - направлено в противоположную сторону, чем движения вала 10 относительно опоры 5. В результате суммарная угловая скорость равна нулю. Но ось вала 10 - центра одного переносного движения, не совпадает с осью эксцентрика - центра второго, относительного движения. Поэтому платформа 3 при вращении вала 10 придет в движение по круговой траектории (без вращения), причем каждая точка будет двигаться по одинаковой круговой траектории радиусом, равным величине эксцентриситета. Аналогично будет двигаться и каждая установленная на платформе банка, т.е. она будет совершать плоскопараллельное круговое движение в горизонтальной плоскости.
После окончания процесса тепловой обработки подачу пара прекращают и начинают охлаждать консервы водой. Движение банок при этом сохраняется, что способствует скорейшему охлаждению продукта. После окончания процесса охлаждения вращение эксцентриков 4 прекращают, открывают крышку автоклава (не показана) и производят выгрузку корзин с продукцией.
Предлагаемое решение позволяет использовать без изменения применяемые в настоящее время автоклавные корзины, устройства для их загрузки и разгрузки и провести унификацию с выпускаемыми в настоящее время вертикальными автоклавами по базовым деталям. При выборе величины амплитуды в качестве высоты принимают высоту всех корзин, установленных одна на другую, а диаметра - диаметр корзины.
Пример осуществления способа при движении банки по незамкнутой траектории.
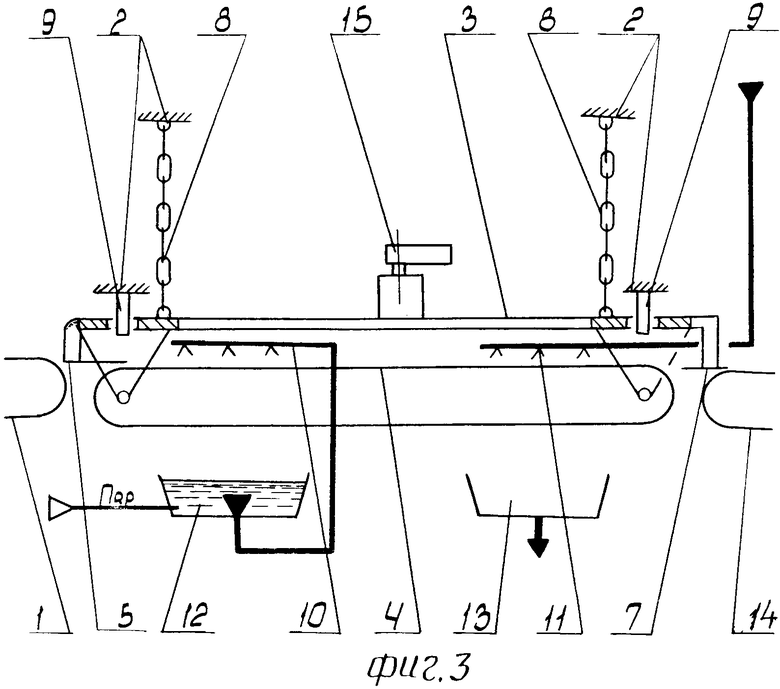
Способ реализуется в пастеризаторе. На фиг. 3 показан пастеризатор, в котором происходит полное уравновешивание инерционных сил. Пастеризатор устанавливается в технологическую линию и соединяется с закаточной машиной (на черт. не показана) с помощью конвейера для загрузки 1. Пастеризатор включает корпус 2, горизонтально установленную в нем неподвижную платформу 3, в которой крепятся конвейер 4 с бесконечным тяговым органом и загрузочное переходное устройство 5. Конвейер 1 снабжен ограничивающими бортиками, которые продолжены за его габариты и входят внутрь загрузочного переходного устройства 5. При этом расстояние между бортиками в устройстве 5 превышает расстояние между внешними краями бортиков конвейера 1 на величину, большую значения амплитуды перемещения банки.
Платформа 3 может быть установлена на шаровых опорах 6, аналогичных описанным ранее опорам автоклава, которые опираются на корпус 2. К платформе 3 закреплено разгрузочное устройство 7. Платформа 3 может быть также подвешена к корпусу 2 на гибких элементах - цепях 8. К корпусу 2 жестко закреплены цилиндрические ограничителя 9, входящие в круглые отверстия в платформе 3. Кольцевая щель, образующаяся между отверстием в платформе 3 и ограничителем 9, по ширине не превышает максимально допустимое значение половины величины амплитуды колебаний платформы. Ограничитель 9 выполнен из антифрикционного материала. Над конвейером 4 закреплены душирующие устройства горячей 10 и холодной 11 воды. Под ними под конвейером 4 размещены сборники воды горячей 12 и холодной 13. Пастеризатор связан с расположенной за ним машиной конвейером 14. Посредине платформы 3, над ее центром тяжести установлен приводной вращающийся противовес 15. Установка его над центром тяжести платформы 3 обеспечивает наилучшие условия уравновешивания инерционных сил.
При вращении противовеса цепь 8 начинает перемещаться относительно корпуса 2 с угловой скоростью ω , совершая переносное движение. Но при этом платформа 3 также начинает перемещаться относительно цепи 8 с угловой скоростью ω , но направленной в противоположную сторону. В результате сложения этих движений суммарная угловая скорость равна нулю. Но места заделки цепи 8 в корпусе 2 и в платформе 3 не совпадают. Поэтому платформа 3 с установленными на ней банками начнет совершать круговое плоскопараллельное движение в горизонтальной плоскости (не вращения), причем движение любой банки на платформе будет совершаться с одинаковой скоростью и по одинаковой траектории.
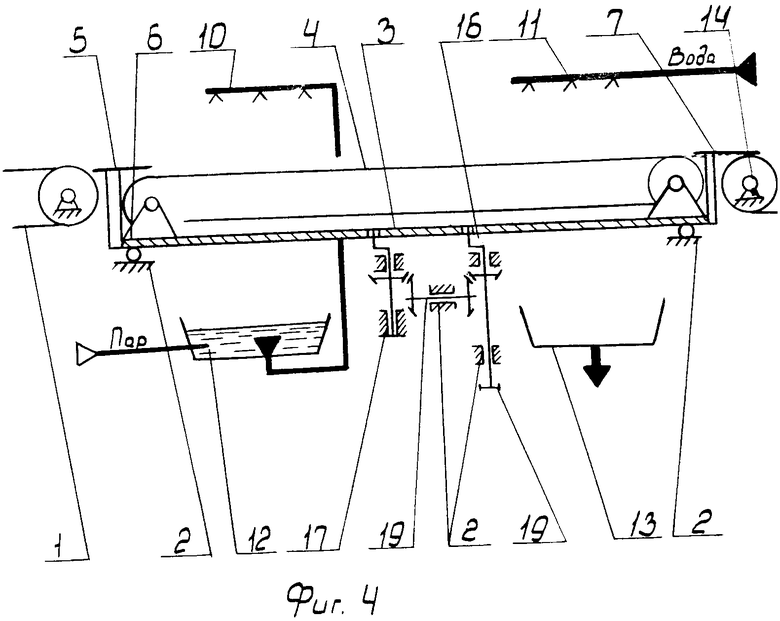
На фиг. 4 изображено другое конструктивное исполнение пастеризатора, реализующего предложенный способ. Если в описанной ранее конструкции пастеризатора амплитуда движения платформы зависит от изменения количества банок на конвейере, то амплитуда движения платформы пастеризатора, представленного на фиг. 4, не зависит от количества банок.
В пастеризаторе платформа 3 связана с двумя эксцентриковыми валами 16 и 17 со звездочкой 18 на одном из них, соединенными друг с другом коническими зубчатыми колесами и промежуточным валом 19.
Реализация заявляемого способа с помощью описанного пастеризатора осуществляется следующим образом.
По конвейеру 1 поступают банки с закаточной машины. В загрузочном устройстве 5 банки распределяются по всей ширине конвейера 4. При этом часть загрузочного устройства 5, стыкующаяся с конвейером 1, ограждена бортиками, ширина которых превышает ширину бортиков конвейера 1 на величину, равную амплитуде движения платформы 3. Это соотношение размеров позволяет предотвратить заклинивание при работе со стеклянной тарой при переходе ее с конвейера.
Поступающие на конвейер 4 банки орошаются сначала горячей, а затем холодной водой. Пастеризованные консервы с конвейера 4 поступают на разгрузочное переходное устройство 6, где они собираются в одну линию и сталкиваются на конвейер 14. При этом расстояние между ограничивающими выход банок с разгрузочного переходного устройства 6 бортиками несколько превышает ширину банки. Эти бортики входят внутрь ограничивающих бортиков конвейера 14. В заходной части конвейера 14 расстояние между бортиками превышает сумму ширины банки, бортиков разгрузочного переходного устройства 6 и удвоенной амплитуды. Далее по ходу конвейера 14 расстояние между бортиками постепенно уменьшается.
Благодаря предлагаемому техническому решению появляется возможность заставить двигаться одинаково содержимое каждой из банок. Известно, что коэффициент теплоотдачи от стенки к движущейся жидкости существенно больше, чем к неподвижной. Кроме того, движение жидкости в банке сопровождается турбулизацией, что способствует выравниванию температурного поля продукта в банке. При движении банки увеличивается также коэффициент теплоотдачи и к внешней стенке банки. В результате улучшения условий подвода тепла ко всей массе продукта и выравнивания температур удается сократить длительность процесса тепловой обработки. Это позволяет не только повысить производительность, уменьшить затраты тепла, но, самое главное, повысить качество консервов.
Пример конкретного осуществления способа.
Банка 1-82-260 была помещена на горизонтальную платформу и ей сообщали плоскопараллельное движение по описанному закону с различной угловой скоростью. В результате экспериментально установлено, что при амплитуде 1,5 мм скачкообразное возрастание коэффициента теплопередачи, обусловленное возникновением турбулентных струй, наблюдалось при частоте свыше 1,2 Гц. При более низких частотах коэффициент теплопередачи не изменялся. При частоте Т= 2 Гц коэффициент теплопередачи увеличился к стеклянной банке на 25%. В аналогичных условиях возрастание коэффициента теплопередачи к жестебанке превышало 800%. Подвод тепла к банкам осуществлялся орошением водой.
На основании эксперимента были рассчитаны режимы стерилизации для банки по ГОСТ 937-72 стеклянной 1-82-1000 (вместимостью 1 л) и 1-82-3000 (вместимостью 3 л). При этом параметры приняты: частота вращения Т=2 Гц, амплитуда 1,6 мм. В банках сок томатный по ГОСТ 937-72. Начальная температура в банке 73оС. Стерилизация неподвижных банок в режимах по действующим инструкциям [3] с изменением температур в автоклаве и в центре банки. На фиг. 5 и 7 приведены расшифровки действующих автоклавных режимов для рассмотренных случаев (кривые 1) и изменение температуры в центре банки (кривые 2). На фиг. 6 и 8 показана прогреваемость банок при той же скорости подъема температуры и охлаждения и рассчетном стерилизующем эффекте в центре банки, аналогичном получаемому в режимах фиг. 5, 6 для движущихся банок. Возрастание коэффициента теплопередачи позволяет уменьшить выдержку консервов в автоклаве при максимальной температуре на 10 мин.
Проведенные расчеты для стерилизиации в стеклянной и жестяной таре емкостью от 0,25 до 10 л при сопоставлении подвода тепла к относительно неподвижной и движущейся с частотой 2 Гц орошаемой в пастеризаторе теплой и холодной водой банке показывают, что коэффициент теплопередачи для стеклянной тары возрастает на 25%, для жестетары в 10 раз. На основании равномерности температур при принудительном перемешивании внутри банки будет достигнуто существенное сокращение формулы стерилизации. Кроме того, исключается перегрев продукта, который находится в пристенных слоях, т.е. улучшается качество консервов и повышается производительность оборудования для их тепловой обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства плодоовощных консервов | 1989 |
|
SU1775100A1 |
| Устройство для разгрузки автоклавных корзин | 1988 |
|
SU1634241A1 |
| Способ пастеризации консервов,укупоренных в тару | 1982 |
|
SU1047461A1 |
| Установка для пастеризации пищевых продуктов в таре | 1982 |
|
SU1118336A2 |
| Способ стерилизации консервов в автоклавах | 1987 |
|
SU1526629A1 |
| СПОСОБ СТЕРИЛИЗАЦИИ КОМПОТА ИЗ ЯБЛОК | 2016 |
|
RU2644882C1 |
| СПОСОБ СТЕРИЛИЗАЦИИ КОМПОТА ИЗ ЯБЛОК | 2016 |
|
RU2644883C1 |
| СПОСОБ СТЕРИЛИЗАЦИИ КОМПОТА ИЗ ЯБЛОК | 2016 |
|
RU2644884C1 |
| СПОСОБ СТЕРИЛИЗАЦИИ КОМПОТА ИЗ ГРУШ | 2018 |
|
RU2681483C1 |
| СПОСОБ СТЕРИЛИЗАЦИИ КОМПОТА ИЗ АЙВЫ | 2018 |
|
RU2681146C1 |
Использование: тепловая обработка консервов в таре на предприятиях пищевой промышленности. Сущность изобретения: способ тепловой обработки консервов в таре включает перемещение в тепловом аппарате тары на грузонесущем органе. Грузонесущему органу дополнительно сообщают круговое поступательное движение в горизонтальной плоскости с частотой, превышающей 1,2 Гц, для придания таре сложного движения. Угловые скорости относительной и переносной составляющей сложного движения равны, направлены в противоположные стороны, а центры вращения каждой составляющей не совпадают друг с другом. 8 ил.
СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ КОНСЕРВОВ в таре, включающий перемещение в тепловом аппарате тары на грузонесущем органе, отличающийся тем, что грузонесущему органу дополнительно сообщают круговое поступательное движение в горизонтальной плоскости с частотой, превышающей 1,2 Гц, для придания таре сложного движения, угловые скорости относительной и переносной составляющей которого равны, направлены в противоположные стороны, а центры вращения составляющих не совпадают.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| В.П.Бабарин и др | |||
| Справочник по стерилизации консервов | |||
| М.: Агропромиздат, 1987, с.227-235. | |||
