Изобретение относится к машиностроению, а именно к инструментальному производству, и может быть использовано при производстве режущего инструмента.
Резцы из быстрорежущей стали и с прикрепленными пластинами из твердого сплава, получаемые известными способами, достаточно дороги и требуют использования остродефицитных материалов. Сборные резцы с пластинами из быстрорежущей стали, упрочненные различными методами химико-термической обработки, повышают затраты на производство режущего инструмента из-за использования дорогостоящего оборудования.
Известно контактное плакирование рабочих органов почвообрабатывающих машин, по которому на упрочаемую поверхность наносят порошки легирующих элементов и нагревают до контактного плавления.
Недостатком данного способа является неравномерность распределения карбидов или их отсутствие, что не позволяет получать слои, которые можно использовать в качестве режущей части высокопроизводительного инструмента (типа резцов с пластинами из твердого сплава). Цель изобретения - снижение затрат на производство режущего инструмента.
Поставленная цель достигается тем, что на державку из малоуглеродистой стали накладывают углеродный волокнистый материал (УВМ), шаржированный легкоплавким элементом (Со) и карбидообразующими элементами W (Ta, Ti и др.), прижимают, производят нагрев данной системы на машинах контактной сварки или на установках ТВЧ до 1150-1450оС, при которых происходят следующие процессы: расплавляется легкоплавкий Со; образуется карбид вольфрама (Та, Ti и др. ); сплавление карбидов и легкоплавкого элемента; за счет теплопередачи (время выдержки 1-3 с) и эвтектического плавления материала основы происходит сплавление образованного выше сплава с державкой. После затвердевания образуются слои (толщиной 3-8 мм), конкурирующие по своим свойствам со свойствами быстрорежущей стали и твердого сплава. Время нагрева до 1150-1450оС и выдержка при этой температуре зависит от вида источника нагрева, состава легирующих порошков.
Известны способы производства резцов с пластинами из твердого сплава, при которых процесс изготовления пластины является многоступенчатым и дорогостоящим. Крепление такой пластины происходит путем напайки либо механического крепления. Существуют способы производства резцов из стали 45 с пластинами из быстрорежущей стали с нитридно-титановым покрытием, наносимым путем вакуумной ионно-плазменной обработки на установках химико-технической обработки.
Известны также способы напекания порошковых износостойких покрытий на поверхность режущей части. Использование способа поверхностного упрочнения нагревом или нагревом ТВЧ для получения металлорежущего высокопроизводительного инструмента не известно.
За счет того, что углеродный волокнистый материал легируют легкоплавким элементом и карбидообразующими, прижимают и нагревают до 1150-1450оС, происходит оплавление легкоплавкого элемента, образование карбидов карбидообразующих элементов, смешивание с расплавом легкоплавкого элемента, выполняющего роль связки, а затем лишь за счет теплопередачи и эвтектического плавления материала основы (державки) происходит сплавление с ней. После затвердевания получаются наплавленные слои, близкие по структуре и физико-механическим свойствам к твердому сплаву или быстрорежущей стали. Последней операцией является заточка резца.
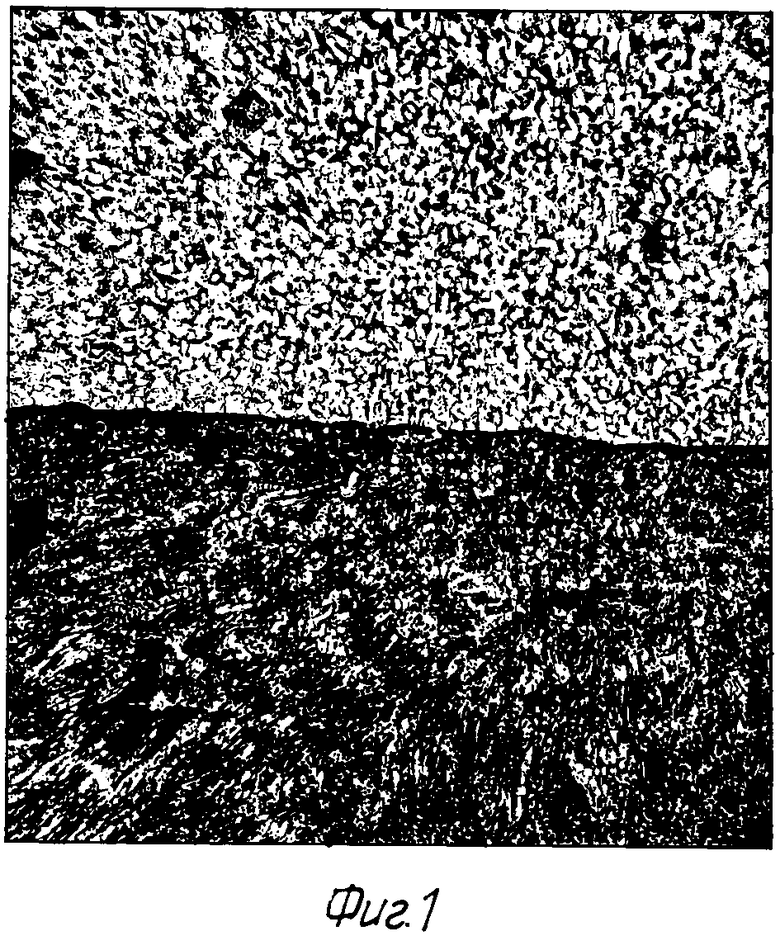
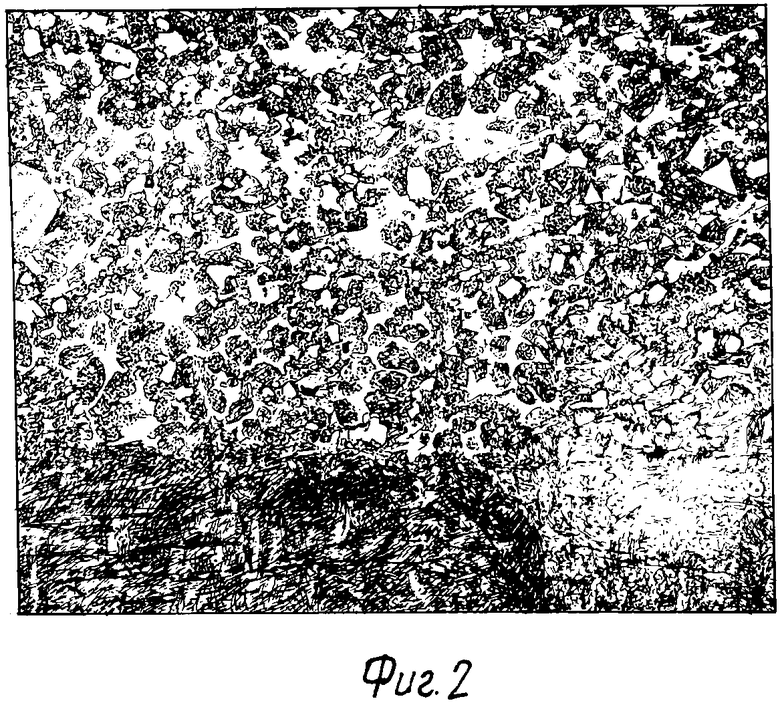
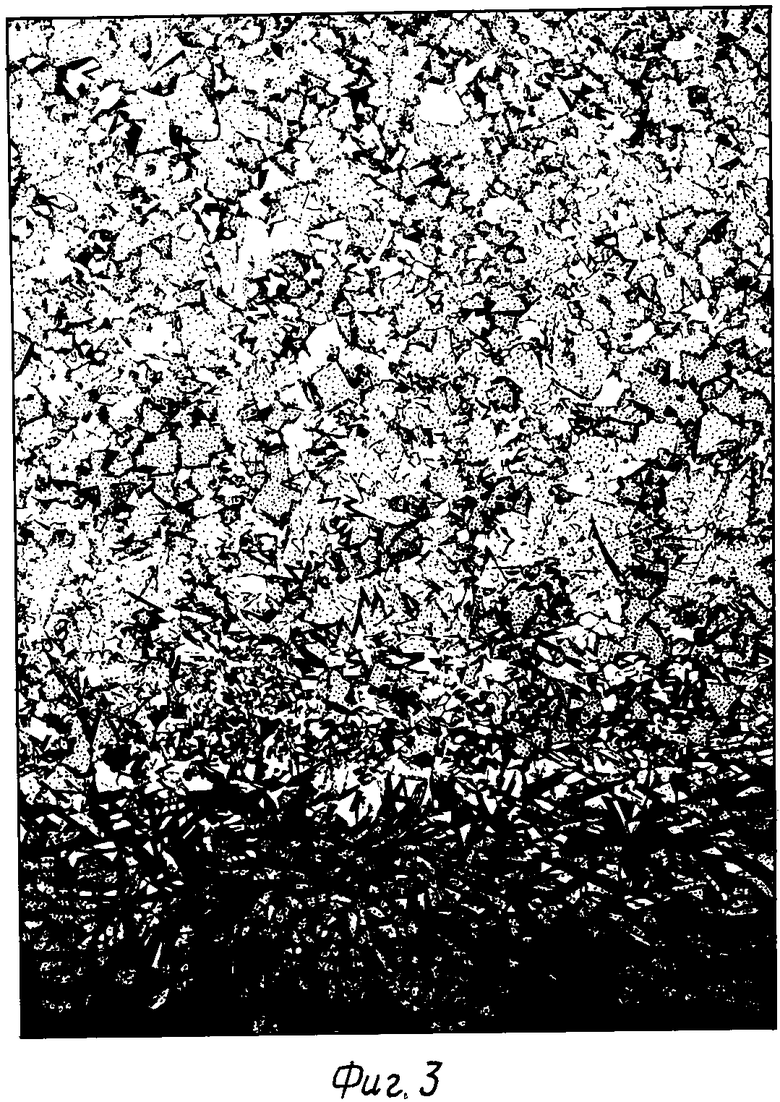
На фиг. 1 представлена фотография микроструктуры слоя на стали 45 со структурой быстрорежущей стали(х200); на фиг.2 - фотография микроструктуры наплавленного слоя на стали 45 со структурой карбидостали (х300); на фиг.3 - фотография микроструктуры наплавленного слоя на стали 45Х со структурой твердого сплава (х400).
Сущность данного способа заключается в образовании на поверхности державки сплава с заданными физико-механическими свойствами путем подбора состава и процентного соотношения легирующих элементов и сплавлении его с основой (державкой). В качестве углерода для расчета состава сплава служит УВМ.
П р и м е р 1. На державку из стали 45 сечением 10 х 20 накладывают углеродный войлок марки карботекстин-В, шаржированный смесью порошков W и Со, прижимают огнеупорным материалом. Нагревают ТВЧ с мощностью лампового генератора 10 кВт в течение 23 с. Площадь наплавленного слоя 9 см2, микротвердость 12000 мПа (см.фиг.1).
П р и м е р 2. На державку из стали 45 сечением 18 х 20 накладывают углеродный войлок марки карботекстин-В, шаржированный порошками W и Со. Нагрев производят на контактной машине МТПУ-300 при 18,4 кА; 4,6 В; 1,7 кг/см2 в течение 14 с. Наплавленный слой имеет площадь 6 см2, глубину 3 мм, микротвердость 12000 мПа (см.фиг..2).
П р и м е р 3. На державку из стали 45Х сечением 18 х 20 накладывают углеродный войлок марки карботекстин-В, шаржированный порошками W и Со, прижимают огнеупорным материалом и нагревают ТВЧ в течение 33 с. Площадь наплавленного слоя 10 см2, микротвердость 12700 мПа (см.фиг.3).
Использование данного способа по сравнению с прототипом имеет следующие преимущества: возможность изготовления сложного металлорежущего инструмента, что влечет за собой снижение расхода остродефицитных легирующих элементов по сравнению с традиционными способами производства такого рода инструмента; совмещение нескольких операций производства пластин из быстрорежущей стали или твердого сплава в одну и в связи с этим сокращение времени производства резца, что приводит к снижению затрат и возможности изготовления его на участках металлообработки завода - потребителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2044105C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2003 |
|
RU2228825C1 |
| Способ наплавления твердого слоя на мягкие металлы | 1936 |
|
SU55528A1 |
| Способ изготовления режущего инструмента | 1989 |
|
SU1715497A1 |
| Способ контактно-реактивной пайки | 1985 |
|
SU1234090A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| Способ восстановления изношенных деталей с поверхностью, шаржированной алмазными порошками | 2018 |
|
RU2724221C2 |
| Способ контактной сварки твердосплавных элементов со стальными | 1982 |
|
SU1055605A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1998 |
|
RU2145916C1 |
Сущность изобретения: на державке размещают углеродистый волокнистый материал, шаржированный металлом, выполняющим роль связки в твердом сплаве, например кобальтом, и карбидообразующими, нагрев до 1150 - 1450 °С до образования сплава связки с карбидами карбидообразующих в течение времени, достаточного для сплавления нанесенного материала державки, охлаждают его и затачивают. 3 ил.
СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА, включающий формирование на державке упрочненного слоя путем размещения на ней углеродсодержащего материала, последующий нагрев, отличающийся тем, что в качестве углеродсодержащего материала используют углеродистый волокнистый материал, шаржированный металлом, выполняющим роль связки в твердом сплаве, например кобальтом, и карбидообразующими, например вольфрамом, танталом, титаном, нагрев ведут до температуры 1150 - 1450oС, до образования сплава связки с карбидами карбидообразующих металлов и выдерживают в течение времени, достаточного для сплавления нанесенного материала с материалом державки, затем охлаждают его и затачивают.
| Мамулия Г.Е | |||
| и др | |||
| Контактное плакирование рабочих органов почвообрабатывающих машин | |||
| Сварочное производство, 1984, N 2, с.37-38. |
