Изобретение относится к машиностроению и может быть использовано для обработки полых изделий.
Известен способ термомеханической обработки сталей и сплавов, при котором пластическое деформирование проводят в поле центробежных сил вращением заготовки вокруг своей оси. Недостаток способа - невысокая производительность.
Прототипом является способ термомеханической обработки полых цилиндрических деталей вращением вокруг оси заготовки вместе с размещенным на ее внутренней поверхности балластом в виде набранного из секторов кольца, выполненного из материала большой плотности.
Недостаток прототипа заключается в ограниченных возможностях вследствие использования в качестве балласта твердого материала.
Цель изобретения - расширение технологических возможностей.
Это достигается тем, что в способе обработки цилиндрических полых деталей вращением заготовки с балластом из материала большой плотности, размещенным на внутренней поверхности детали, в качестве балласта применяют жидкий материал, например ртуть.
Сущность изобретения в том, что применение жидкостного балласта исключает работы по его изготовлению для деталей с разными размерами внутренних поверхностей, а более равномерное распределение сил давления балласта на поверхность повышает качество обработки.
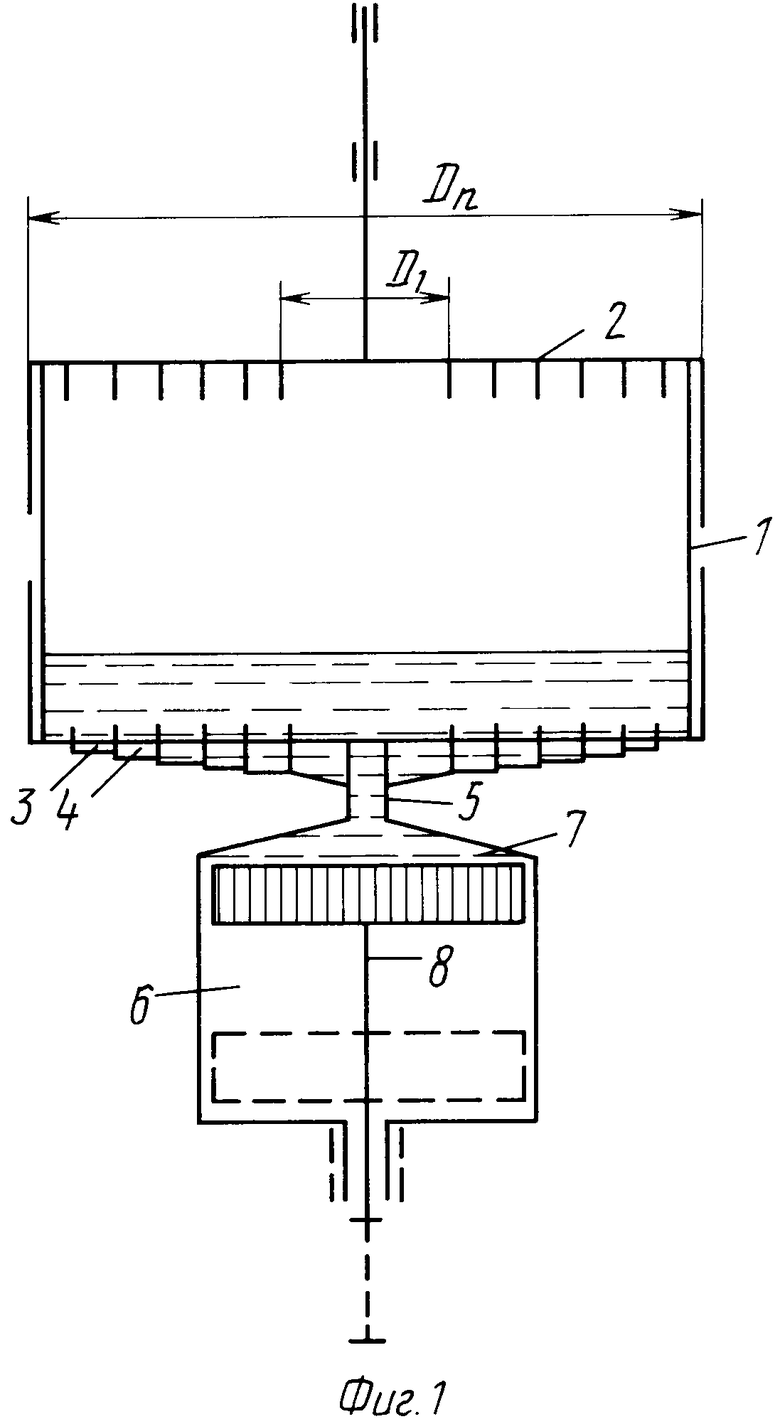
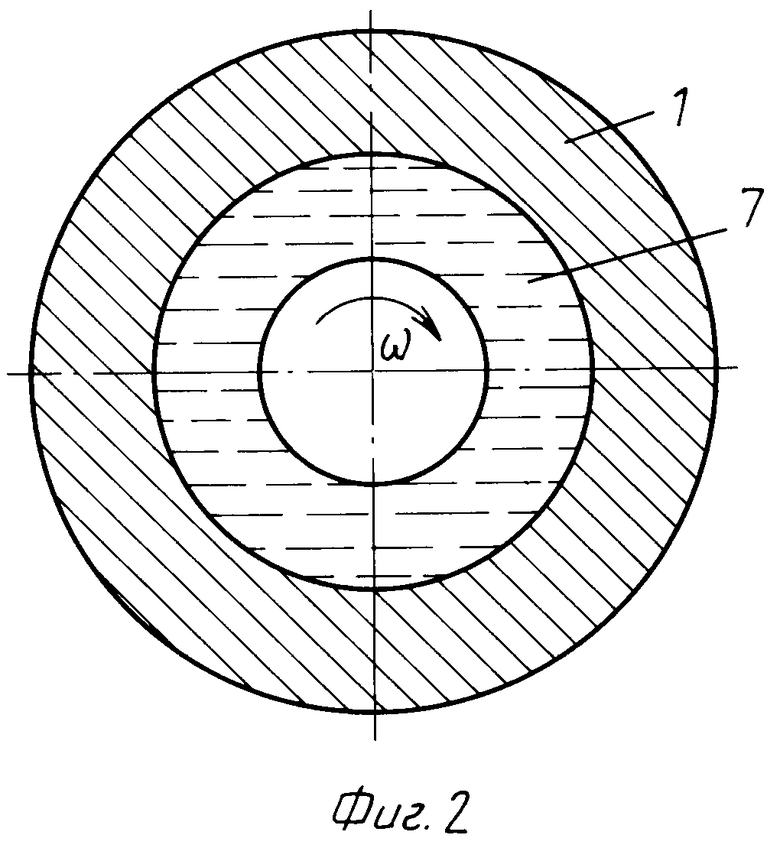
Способ поясняется схемой его реализации в статическом состоянии (фиг. 1) и в динамике (фиг. 2).
Обрабатываемую деталь 1 (фиг. 1) размещают между торцами зажимов 2 и 3 и сжимают с обеспечением герметичности. Зажимы 2, 3 имеют концентрические пазы 4 для установки обрабатываемых деталей с различными диаметрами D1... D2. Нижний зажим 3 посредством сообщающегося отверстия 5 соединен с камерой сжатия 6, которую заполняют жидким материалом большой плотности, например ртутью 7 (при работе с ртутью на верхнюю коническую поверхность камеры сжатия 6 и на поверхность отверстия 5 наносят слой цинка, который обеспечивает смачивание ртутью указанных поверхностей). Шток поршня 8 перемещают вверх и во внутреннюю полость детали 1 выдавливают необходимое количество ртути 7. Затем осуществляют синхронное вращение зажимов 2, 3 вместе с деталью 1 с угловой скоростью ω (фиг. 2). В поле центробежных сил давление жидкого материала (ртути 7) на всю обрабатываемую поверхность детали 1 распределяется равномерно и обеспечивает появление на внутренней поверхности детали 1 остаточных деформаций. По окончании обработки детали вращение прекращают, шток поршня 8 подают вниз, всасывая жидкий материал в камеру сжатия 6, затем освобождают обработанную деталь 1, разжимая зажимы 2 и 3.
Применение жидкостного балласта исключает дополнительные операции по его изготовлению и установке в полость обрабатываемой детали, повышает технологическую возможность при обработке деталей различных типоразмеров, что обеспечивает получение экономического эффекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки внутренних цилиндрических поверхностей | 1991 |
|
SU1810277A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА | 1989 |
|
RU2010122C1 |
| Устройство для обработки поверхностей | 1990 |
|
SU1784659A1 |
| Способ термомеханической обработки полых цилиндрических деталей | 1986 |
|
SU1444367A1 |
| Поглощающий аппарат автосцепки железнодорожного транспортного средства | 1990 |
|
SU1710413A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ В УСЛОВИЯХ АКУСТИЧЕСКОГО РЕЗОНАНСНОГО ВОЗДЕЙСТВИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2013 |
|
RU2584618C2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА | 1991 |
|
RU2031265C1 |
| Способ термомеханической обработкиСТАлЕй и СплАВОВ | 1979 |
|
SU836149A1 |
| Устройство для оценки работоспособности материалов зубчатых передач | 1990 |
|
SU1758463A1 |
Сущность изобретения: вращают заготовки с балластом из жидкого материала большой плотности. В качестве балласта применяют жидкий материал, например ртуть. 1 з.п. ф-лы, 2 ил.
| Способ термомеханической обработки полых цилиндрических деталей | 1986 |
|
SU1444367A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
