(21)4197800/31-02
(22)26.11.86
(46) t5.12.88. Бюл. 46
(71)Пермский политехнический институт
(72)Г.Л.Колмогоров, А.М.Болотов, Т.Н.Бояршинова и Ф.Ф.Мамаева
(53)621.785.5 (088.8)
(56)Авторское свидетельство СССР № 836149, кл. С 21 D 8/00, 1981.
(54)СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
(57)Изобретение относится к области машиностроения и может быть использовано для обработки изделий типа роторов, втулок, колец и труб, работающих в условиях воздействия центробежных нагрузок. Цель - повьппение производительности обработки и снижение энергозатрат, а также расширение технологических возможностей. Для этого перед обработкой детали на ее внутренней поверхности размещают балласт в виде свинцового кольца толщиной не более 0,8 внутреннего радиуса детали и вращают деталь с частотой, рассчитанной по выведенному математическому выражению, до образования на внутренней поверхности детали остаточной деформаций. Балласт создает давление на внутреннкио поверхность детали, что ведет к снижению требуемой скорости вращения и времени обработки. 2 ил., 1 табл.
(Л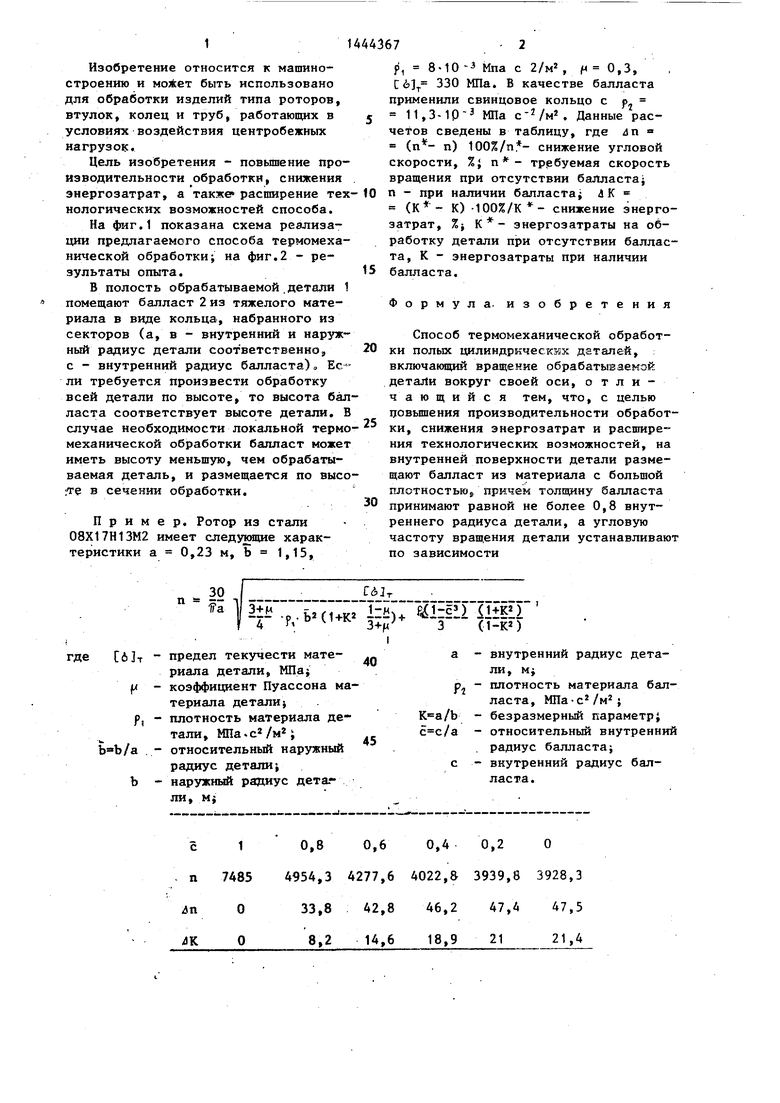
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОЛЫХ ДЕТАЛЕЙ | 1991 |
|
RU2017836C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ | 2008 |
|
RU2397052C2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ СВОЙСТВ ТЕПЛОЗАЩИТНЫХ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2430351C1 |
| Автоматическое устройство термомеханического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора или турбины двухконтурного газотурбинного двигателя | 2018 |
|
RU2684073C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| УСТАНОВКА ДЛЯ НАМОТКИ ТОНКОГО ПРОКАТА В РУЛОН | 2010 |
|
RU2440204C1 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |
| Многофазный лопастной насос | 2021 |
|
RU2773263C1 |
со Од
Изобретение относится к машиностроению и быть использовано для обработки изделий типа роторов, втулок, колец и труб, работаюпщх в условиях воздействия центробежных нагрузок.
Цель изобретения - повьшение производительности обработки, снижения энергозатрат, а также расширение тех нологических возможностей способа.
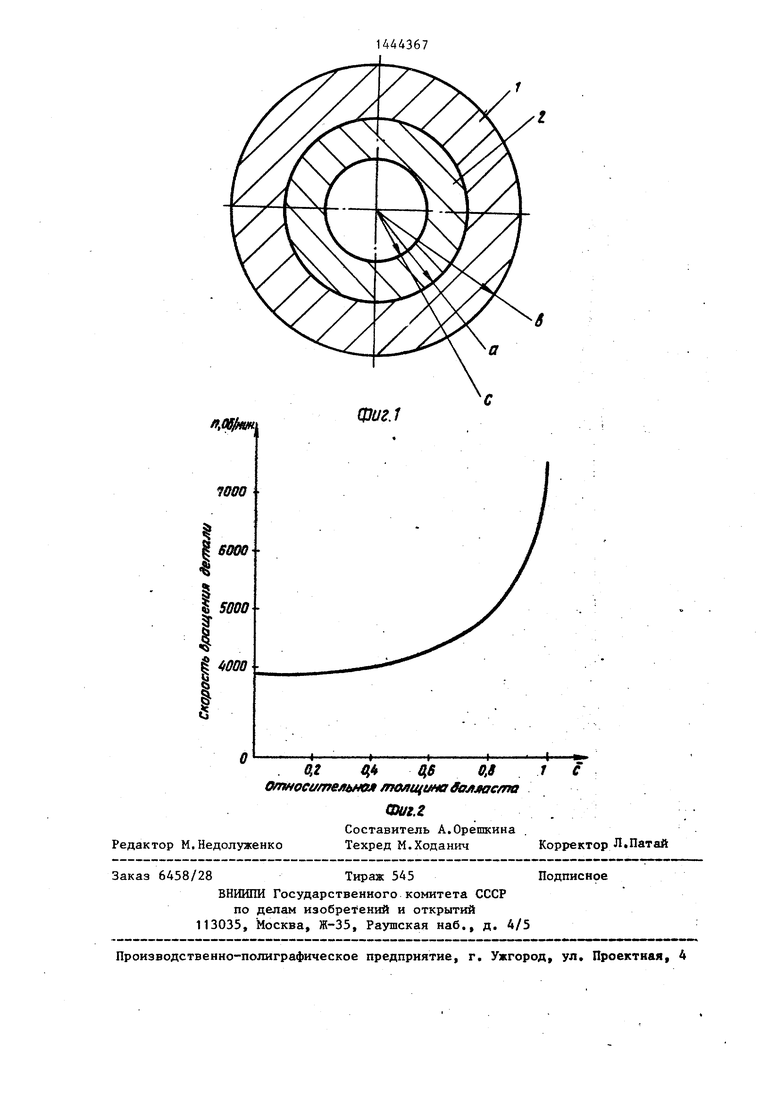
На фиг.1 показана схема реализации предлагаемого способа термомеханической обработки; на фиг.2 - результаты опыта.
В полость обрабатываемой.детали 1 помещают балласт 2 из тяжелого материала в виде кольца, набранного из секторов (а, в - внутренний и наружный радиус детали соответственно, с - внутренний радиус балласта) Если требуется произвести обработку всей детали по высоте, то высота бал ласта соответствует высоте детали. В случае необходимости локальной термо механической обработки балласт может иметь высоту меньшую, чем обрабатываемая деталь, и размещается по высо ге в сечении обработки.
Пример. Ротор из стали 08Х17Н13М2 имеет следу1шцие характеристики а 0,23 м, b 1,15,
C&Jr
З+М
1-м,
р-р,ьчнк 5Т
де И
Р,
b
-предел текучести материала детали, MHaj
-коэффициент Пуассона материала детали}
-плотность материала детали, МПа-с /м i
-относительный наружный радиус детали
-наружный радиус дета.ЛИ, Mj;
с10,80,60,4 0,2О
п74854954,34277,64022,83939,83928,3
пО33,842,846,2 47,447,5
4КО8,214,618,9 2121,4
10
15
20
25
30
}i, 8-10- Мпа с 2/м, р 0,3, , С 6 330 МПа. В качестве балласта применили свинцовое кольцо с р 11,3-10 МПа . Данные расчетов сведены в таблицу, где лп - ( п) 100%/п - снижение угловой скорости, %} тррбуемая скорость вращения при отсутствии балластаj п - при наличии балласта ЛК ( К) -ЮОХ/К - снижение энергозатрат, %i энергозатраты на обработку детали при отсутствии балласта, К - энергозатраты при наличии балласта.
Формула, изобретения
Способ термомеханической обработки полых цилиндрических деталей, : включающий вращение обрабатываемой детали вокруг своей оси, отличающийся тем, что, с целью повьщ1ения производительности обработки, снижения энергозатрат и расширения технологических возможностей, на внутренней поверхности детали размещают балласт из материала с большой плотностью, причем толщину балласта принимают равной не более 0,8 внутреннего радиуса детали, а угловую частоту враш,ения детали устанавливают по зависимости
C&Jr
) 1+К2) З (
а - внутренний радиус детали, м
р. - плотность материала балласта, МПа-с /м } - безразмерный параметрJ - относительный внутренний
радиус балласта; с - внутренний радиус балласта.
ff.OS
1000
SeOQ
5000
000
0.2 4 Ц60.81 С
отноеи/пельноя fTHMUftffta eajtMtcfrttt
fOut.Z
Составитель А.Орешкина Редактор М.Недолуженко Техред М.Ходанич Корректор Л, Пат аи
Заказ 6458/28Тираж 545Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.1
