1
Изобретение относится к порошко - вой. металлургии, в частности к способам изготовления анизотропных ферритовых постоянных магнитов, и может быть использовано при производстве постоянных магнитов из феррита бария и феррита стронция сухим прессованием.
Целью изобретения является повышение магнитных параметров и снижение трудоемкости изготовления магнитов .
Изобретение основано на использовании при сухом прессовании выделяемой непосредственно перед прессованием оптимальной фракции порошка, обеспечивающей максимальные магнитные свойства магнитов. Повыше-1 ние магнитных . параметров достигается как за счет использования оптимальной фракции порошка, так и за счет разрушения в процессе ее выделения конгломератов, образующихся в партии порошка при сушке и хранении.
Снижение трудоемкости изготовле7 ния магнитов достигается за счет исключения операций смешивания порошка феррита со связующим,его ориентации в магнитном поле, обезвожива4Ь
сл 1 i
со
ния и сушки для получения анизотропных блоков, их измельчения. Операции отбора и классификации пробы порошка на фракции, изготовления пробных образцов и определения оптимальной фракции, обеспечивающей максимальные магнитные свойства, как правило совмещаются с аттестацией партий магни тотвердых порошков перед запуском их в производство. Поэтому дополнительно вводимые операции значительно менее трудоемки, чем исключаемые Уз технологического процесса.
Изобретение иллюстрируется следую щим образом.
В качестве исходных сырьевых материалов были взяты бариевый ферри- товый порошок марки А ТУ 6-09-1452 76 и стронциевый ферритовый порошок марки SSR 360 производства фирмы Sumitomo (Япония). Измельчение порошков проводилось в вибромельнице М-10, соотношение веса шаров, порошка и воды составляет 10:1:0,5 соответственно. Время помола для бариевых порошков 8 ч, для стронциевых порошков 10ч. Размер частиц порошка после помола контролировался на приборе Fisher Sub Sieve Sizer TM9 модель 095 производства фирмы Fisher (СКА). Помолотый порошок обезвоживался до влажности 35 ма с.%. Каждая партия полученной ферритовой массы разделялась на .три равные части. Первая часть порошка каждой партии смешивалась со связующим - раствором метилцеллюлозы МЦ-100, количество которой составляло один про тент от массы порошка. Затем полу- енную смесь прессовали в магнитном иле напряженностью 600 кА/м на прессе модели 293 П в пресс-форме для мокрого прессования, в которой происходила ориентация частиц и од- новременное обезвоживание до влажности 6 мас.%.
Удельное давление прессования составляло 0,28 тн/смг. Полученные прессовки сушили в сушильном шкафу при 150°С до влажности 1-2 мас.%. Затем прессовки измельчали на бегунах ЛБ-100.
Данную партию использовали для получения ферритовых магнитов по известному способу.
Вторая часть порошков каждой партии сушилась в сушильном шкафу в течение 4 ч при 180°С. Затем высушен
5 9 д г
5
5
ный порошок подвергался классификации в воздушно-центробежном классификаторе (ВЦК) конструкции НИИ прикладной математики и механики при Томском государственном университете им. В.В.Куйбышева. Параметры классификации: скорость вращения вала 840 об/мин} разрежение воздуха 100 мм рт.ст. После классификации измеряли средний размер частиц порошков каждой фракции на приборе Фишера, определяли оптимальную по магнитным свойствам фракцию, а перед прессованием классифицировали всю партию порошка с выделением оптимальной фракции.
Пресс-порошки прессовали на модернизированном прессе ДБ-2428А в двухместной пресс-форме сухого прессования. Напряженность магнитного поля 720 кА/м, удельное давление прессования 0,65 тн/см2, время набора давления 8 с, время выдержки под давлением 3 с. Отпрессованные заготовки спекали в ; туннельной проходной электрической печи фирмы Tokai. konetsu Kogio (Япония). Для феррита бария максимальная температура спекания составляла 1180° С, для стронциевых ферритов 1230 Ci
После спекания были получены образцы в форме прямоуголь юго параллелепипеда с размерами 26-1612 мм, После шлифования полюсов на образцах измеряли магнитные параметры на баллистической установке БУ-3.
Определение степени текстуры осуществлялось методом Лотгеринга на рентгеновском дифрактометре ДРОН-2.
Третья часть бариевого и стронциевого порошков подвергалась дополнительному измельчению до среднего размера частиц оптимальной фракции и затем перерабатывалась как и первая часть партии. Для измерения маг7 нитных свойств и текстуры было приготовлено по 20 образцов из каждого порошка.
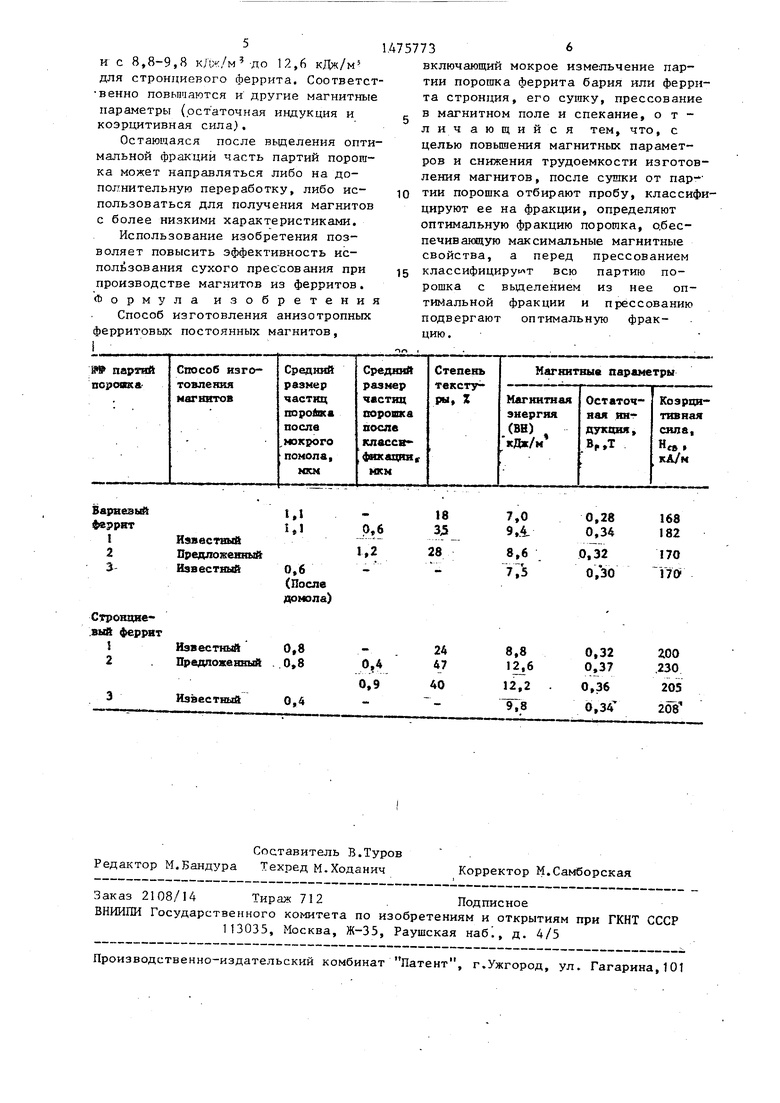
Результаты измерений представлены в таблице.
Как следует из таблицы, предложенный способ изготовления магнитов позволяет при использовании оптимальной фракции (партия 2, бариевый феррит 0,6 мкм, стронциевый феррит 0,4 мкм) повысить уровень магнитной энергии (ВН)адакс с 7,0-7,4 кДж/м до 9,5 к/Тж/м3 для бариевого феррита
51
и с 8,8-9,8 K/IX/M до 12,6 кДж/м} для стронциевого феррита. Соответственно повышаются и другие магнитные параметры (остаточная индукция и коэрцитивная сила),
Остающаяся после вьщеления оптимальной фракции часть партий порошка может направляться либо на дополнительную переработку, либо использоваться для получения магнитов с более низкими характеристиками.
Использование изобретения позволяет повысить эффективность использования сухого прессования при производстве магнитов из ферритов. Формула изобретения
Способ изготовления анизотропных ферритовых постоянных магнитов,
757736
включающий мокрое измельчение партии порошка феррита бария или феррита стронция, его сушку, прессование в магнитном поле и спекание, отличающийся тем, что, с целью повышения магнитных параметров и снижения трудоемкости изготовления магнитов, после сушки от пар-
Ю тии порошка отбирают пробу, классифицируют ее на фракции, определяют оптимальную фракцию порошка, о.бес- печив ающую максимальные магнитные свойства, а перед прессованием
15 классифицирует всю партию порошка с выделением из нее оптимальной фракции и прессованию подвергают оптимальную фракцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления анизотропных постоянных магнитов | 1980 |
|
SU953675A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНЫХ ФЕРРИТОВЫХ МАГНИТОВ | 1991 |
|
RU2023316C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕРРИТОВОГО ПОРОШКА | 1987 |
|
RU1533561C |
| Способ изготовления анизотропных гексагональных ферритов типа М | 2018 |
|
RU2705201C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОГО СТРОНЦИЕВОГО ФЕРРИТА | 2004 |
|
RU2256534C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНЫХ ПОСТОЯННЫХ МАГНИТОВ НА ОСНОВЕ ФЕРРИТА СТРОНЦИЯ | 1993 |
|
RU2044351C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОСТОЯННОГО МАГНИТА ИЗ ПОРОШКА ГЕКСАФЕРРИТА СТРОНЦИЯ | 2009 |
|
RU2431545C2 |
| СПОСОБ СИНТЕЗА СТРОНЦИЕВЫХ ФЕРРИТОВЫХ ПОРОШКОВ В ВЕРТИКАЛЬНЫХ ПЕЧАХ | 2006 |
|
RU2313151C1 |
| Способ изготовления анизотропных ферритбариевых магнитов | 1987 |
|
SU1479208A1 |
| ЭЛАСТИЧНЫЙ МАГНИТНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1985 |
|
SU1333109A1 |
Изобретение относится к изготовлению анизотропных постоянных магнитов из ферритов бария и стронция сухим прессованием. С целью повышения магнитных параметров и снижения трудоемкости изготовления магнитов после мокрого измельчения и сушки партии порошка проводят отбор пробы, классифицируют ее на фракции, определяют свойства магнитов каждой фракции и оптимальную фракцию, позволяющую получать магниты с максимальными свойствами. Непосредственно перед прессованием классифицируют всю партию порошка из порошка оптимальной фракции, прессованием в магнитном поле и спеканием получают магниты. Получены магниты из феррита бария с (ВН)макс=9,5 кДж/м3 и из феррита стронция с (ВН)макс=12,6 кДж/м3. Трудоемкость изготовления магнитов снижается за счет исключения операций получения анизотропного пресс-порошка. 1 табл.
| Порошковая металлургия | |||
| Спеченные и композиционные материалы | |||
| Сб./Под ред | |||
| В.Шатта | |||
| М.: Металлургия, 1983, с | |||
| Способ отковки в штампах заготовок для спиральных сверл | 1921 |
|
SU367A1 |
| Способ изготовления анизотропных постоянных магнитов | 1980 |
|
SU953675A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
