Изобретение относится к порошковой металлургии, в частности к способу изготовления постоянных магнитов из порошков магнитотвердых ферритов.
Известен способ получения анизотропных магнитов, включающий мокрый помол порошков ферритов, их сушку, прессование в магнитном поле и спекание. При этом способе магнитные параметры изделий невысоки, так как при сушке мелкодисперсные частицы образуют конгломераты, вследствие чего затруднено ориентирование частиц в магнитном поле при прессовании. Известен способ получения анизотропных ферритовых магнитов, включающий мокрое измельчение ферритовых порошков и смешение их со связующим, ориентацию полученной смеси в магнитном поле с одновременным обезвоживанием смеси до влажности 5-10 мас.%, сушку, измельчение высушенных блоков, прессование и спекание. К недостаткам этого способа следует отнести высокую трудоемкость, низкую степень ориентации состоящих из большого количества частиц гранул в магнитном поле при прессовании и, как следствие, низкая степень текстуры и относительно невысокие магнитные параметры изделий.
По достигаемому результату наиболее близким аналогичным решением является способ, при котором во время подготовки порошка к прессованию обеспечивают разделение самопроизвольно образующихся при сушке и хранении конгломератов частиц, наименьшую насыпную плотность порошков.
К недостаткам этого способа следует отнести невысокую точность размеров магнитов, большое время цикла прессования.
Целью предлагаемого способа является повышение точности размеров получаемых магнитов, увеличение производительности способа.
Поставленная цель достигается тем, что в известном способе, включающем разделение самопроизвольно образующихся при сушке и хранении конгломератов частиц, обеспечение наименьшей насыпной плотности порошков, порошок после мокрого помола и сушки подвергают дезагрегации до насыпной плотности 0,6-0,8 г/см3.
По сравнению с прототипом заявляемое техническое решение имеет следующие отличительные признаки: дезагрегация порошка производится до значения насыпной плотности 0,6-0,8 г/см3, осуществляется контроль и поддерживается стабильность значений насыпной плотности порошков после дезагрегации в указанных пределах.
Известно техническое решение, в котором также контролируют насыпную плотность порошков. Однако при этом насыпная плотность контролируется с целью определения размеров транспортирующих и запасных емкостей для порошка, высоты подъема пуансонов, пригодности различных порошков для шликерного литья и спекания свободно насыпанных порошков. В заявленном техническом решении контроль и неизменность в указанных пределах насыпной плотности вводится с целью повышения точности размеров получаемых магнитов и увеличения производительности способа. По остальным признакам других известных технических решений не выявлено.
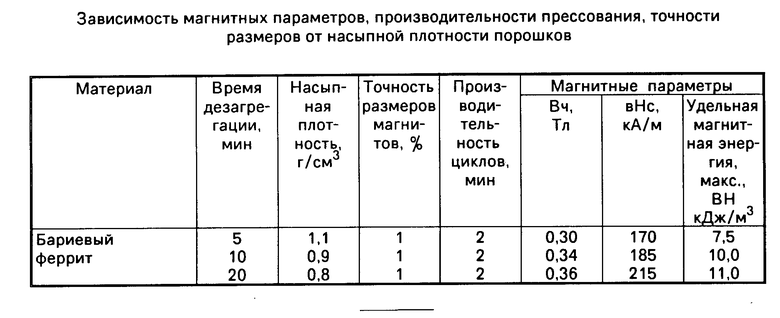
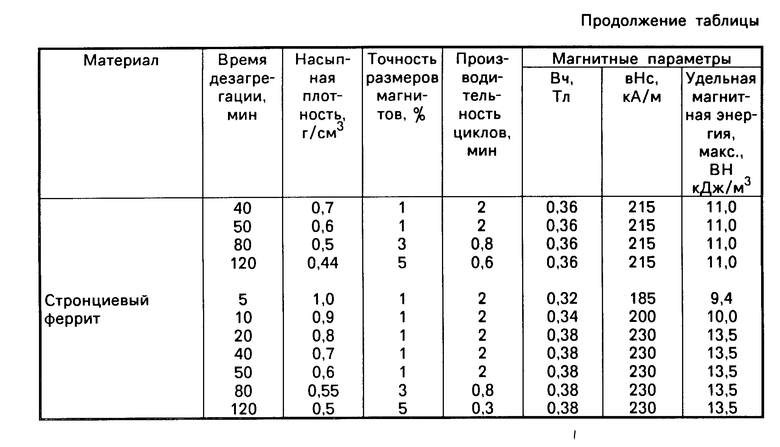
Предлагаемое техническое решение основано на экспериментально выявленных зависимостях времени дезагрегации, длительности цикла прессования, точности получаемых размеров магнитов от значений насыпной плотности порошков. Порошки бариевых и стронциевых магнитотвердых ферритов, имеющих после дезагрегации насыпную плотность 0,6-0,8 г/см3, обладают необходимой текучестью, хорошо ориентируются в магнитном поле и прессуются. Это позволяет сократить длительность цикла прессования, применить многогнездное прессование, получить прессовки с высокой точностью линейных размеров. Изготовленные из таких порошков магниты имеют высокие магнитные параметры и высокую точность линейных размеров.
Порошки с насыпной плотностью более 0,8 г/см3 также хорошо прессуются. Однако вследствие того, что они содержат большое количество неразделенных при дезагрегации частиц, они плохо ориентируются в магнитном поле. Получающиеся из них анизотропные магниты имеют сравнительно низкие магнитные параметры. По этой причине использовать такие порошки нецелесообразно.
Порошки с насыпной плотностью ниже 0,6 г/см3 хорошо ориентируются в магнитном поле, но обладают рядом существующих недостатков. Для достижения такой насыпной плотности в 2-3 раза увеличивается время дезагрегации. Вследствие низкой текучести, возрастает время загрузки пресс-формы, особенно для тонкостенных малогабаритных прессовок. Уменьшаются скорости рабочих ходов пресса, так как необходимо время на удаление воздуха при прессовании. При загрузке частицы образуют арки и мостики, что приводит к неконтролируемому изменению массы загружаемого порошка от цикла к циклу и от гнезда к гнезду при многоместном прессовании. Это в свою очередь приводит к разбросу значений плотности и размеров прессовок. Кроме того, при прессовании порошка с насыпной плотностью менее 0,6 г/см3 на заготовках появляются трещины, снижающие выход годных изделий.
Способ осуществляли следующим образом. В качестве исходных сырьевых материалов были взяты бариевый ферритовый порошок марки "А" ТУ6-09-1452-76 производства завода "Химреактив" г.Донецк и стронциевый ферритовый порошок марки SSR-360 производства фирмы Сумитомо, Япония. Измельчение порошков проводилось в вибромельнице М-10 при соотношении массы шаров, порошка и воды 10:1:0,5, соответственно. Время помола для бариевых порошков составляло 6 ч, а для стронциевых - 10 ч. Затем порошки сушили до влажности 1-2 мас.% и подвергали дезагрегации в высокоскоростном смесителе черт. ЕАЖИ 69.093.00.000 в течение 5, 10, 20, 40, 50, 80, 120 мин. После этого проводили замеры насыпной плотности по ГОСТ 19440-74 "Порошки металлические. Определение насыпной плотности".
Полученные таким образом порошки в 2-местной пресс-форме прессовали на прессе модели ДА-1022 в магнитном поле напряженностью 720 кА/м при удельном давлении 0,85 т/см2, цилиндрические образцы диаметром 20 мм и высотой 15 мм. Время засыпки порошков в пресс-форму и скорости рабочих ходов прессы устанавливались такими, чтобы, во-первых, обеспечить полную и постоянную от цикла к циклу высоту засыпки, во-вторых, необходимую плотность прессовок и, в-третьих, отсутствие видимых трещин и сколов после спекания. Производительность операции прессования оценивали путем определения количества циклов в минуту. Затем прессовки спекались в проходной туннельной электрической печи фирмы Tokai Konetsu Kogio Япония. Для бариевого феррита максимальная температура спекания составила 1180оС, для стронциевого феррита - 1240оС. На спеченных магнитах измеряли высоту с точностью до ±0,01 мм. Магнитные параметры измерялись на установке модели ВНH-50 фирмы Riken Denki, Япония. Результаты приведены в таблице.
Анализируя полученные данные можно сделать следующие выводы:
из порошков насыпной плотностью более 0,8 г/см3 получаются образцы с высокой точностью размеров и хорошей производительностью, но они обладают низкими магнитными параметрами;
для получения бездефектных образцов из порошков с насыпной плотностью менее 0,6 г/см3 необходимо значительно увеличить цикл прессования и время дезагрегации. Однако при этом увеличение магнитных параметров не происходит. Кроме того, значительно ухудшается точность размеров спеченных магнитов;
порошки с насыпной плотностью в интервале 0,6-0,8 г/см3 обеспечивают как высокие магнитные параметры, так и производительность прессования. Одновременно размеры магнитов имеют высокую точность.
Следовательно, порошки бариевых и стронциевых магнитотвердых ферритов с насыпной плотностью 0,6-0,8 г/см3 позволяют увеличить производительность способа, повысить точность размеров получаемых магнитов при сохранении высоких магнитных параметров спеченных образцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНЫХ ПОСТОЯННЫХ МАГНИТОВ НА ОСНОВЕ ФЕРРИТА СТРОНЦИЯ | 1993 |
|
RU2044351C1 |
| Способ изготовления анизотропных ферритовых постоянных магнитов | 1987 |
|
SU1475773A1 |
| Способ изготовления анизотропных постоянных магнитов | 1980 |
|
SU953675A1 |
| Способ изготовления анизотропного гексаферрита бария | 2022 |
|
RU2791957C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОСТОЯННОГО МАГНИТА ИЗ ПОРОШКА ГЕКСАФЕРРИТА СТРОНЦИЯ | 2009 |
|
RU2431545C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕТЫРЕХПОЛЮСНЫХ ЦИЛИНДРИЧЕСКИХ ПОСТОЯННЫХ МАГНИТОВ | 1990 |
|
RU2018410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКСИДНЫХ ПОСТОЯННЫХ МАГНИТОВ ИЗ ОТХОДОВ ФЕРРИТА СТРОНЦИЯ | 2000 |
|
RU2179764C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕРРИТОВОГО ПОРОШКА | 1987 |
|
RU1533561C |
| Способ изготовления анизотропных ферритбариевых магнитов | 1987 |
|
SU1479208A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСТОЯННЫХ МАГНИТОВ ИЗ ФЕРРИТА СТРОНЦИЯ | 1989 |
|
RU1656776C |
Сущность изобретения: ферритовой порошок подвергают мокрому измельчению, сушат и затем подвергают дезагрегации до получения порошка с насыпной плотностью 0,6 -0,8 г/см3 , прессуют его в магнитном поле, после чего спекают. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНЫХ ФЕРРИТОВЫХ МАГНИТОВ, включающий мокрое измельчение ферритового порошка, его сушку и дезагрегацию полученных после сушки конгломераторов, его прессование в магнитном поле и последующее спекание, отличающийся тем, что, с целью повышения точности размеров получаемых магнитов и увеличения производительности способа, дезагрегацию осуществляют до получения порошка с насыпной плотностью 0,6--0,8 г/см3.
| Способ изготовления анизотропных постоянных магнитов | 1980 |
|
SU953675A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
