Изобретение относится к обработке металлов резанием, в частности многозубым инструментом.
Известны способы обработки резанием путем поступательного и вращательного относительных перемещениймногозубого инструмента и заготовки.
Одним из аналогов таких способов является способ токарной обработки, при которой деталь вращают, а инструмент в виде многозубой гребенки перемещают вдоль образующей обрабатываемой поверхности.
Недостаток данного способа состоит в том, что вращательное и поступательное перемещения осуществляют одновременно и непрерывно в постоянном направлении. В результате при резании пластичных материалов образуется нарост на инструменте, сорванные частицы которого изнашивают лезвия, ухудшают качество обработанной поверхности. Следовательно низкое качество обработанной поверхности и низкую стойкость инструмента.
Известен также способ обработки отверстий путем вращательного и поступательного относительных перемещений многозубого инструмента и заготовки с циклически изменяемой скоростью.
Недостаток этого способа состоит в том, что деформирование осуществляют в постоянном направлении. В результате при разрушении нароста вязких материалов увеличивается шероховатость обработанной поверхности, изнашиваются лезвия. А образующаяся длинная стружка пакетируется, вызывает задиры на обработанной поверхности, приводит к поломке инструмента.
Следовательно, этот способ также снижает качество обработанной поверхности и стойкости инструмента.
Наиболее близким по технической сущности к предлагаемому является способ обработки отверстий многозубым инструментом путем поступательного и вра-- щательного относительных перемещений инструмента и заготовки с циклически измеел
С
ч
00 VI ON Ю СО
няемой скоростью перемещений, при котором лезвия каждого зуба устанавливают под острым углом к направлению поступательного и вращательного перемещений, поступательное перемещение осуществляют на величину, tie превышающую расстояние от резания до ар, t ЩйлёдуюЩйм отводом инструмента от кон 1§ :тнрйПпоBe stHocf и сpesaei prd слоя на ве- Ййчину efо упругого восстановления, а вращение совёйщают на расстояние, рав Hoje не менее окружИбгр шага зубьев.;.; :./-у;: . ; ТД :;;Г : й г /:
Wefl cfatp ri
fciw, что посо- з#зют в:направлемйи обрабатываемой по- р Шоетй; при| этом инструмент встречает большое сопротивление; : Ьбр тйвйёмбгб матёриалег, что повышает силы и темгтерату- ру ЙЦания. Ограничение движения длиной развития нароста у«ен$г шаетпрЬ водйтельность обработки; ббра- зующаяе прикруговой ДвижеШи Стружки больШой дййны плохо размещаетсяi «:стружейны , дё
тй1 ё зайияг йе исключает образование нароста, уху щающёгб качество обработки и уаёлй)&а1сщегс йз|мое;ИнструМёнта. ; ; ГГ €ледов йтел| о. Ййзхрб качество ьбработаннрй поберхнбстй
.;ц,с нй)(т.стр крст1э и нетру 1
Цель изобретенмя повышение качёст- щ рбрабатыва1ВмЬй поверхности и стойко- ст инструмента при о1брабрт се вязких
fepviaflOf ; --/ ;: :j/ К: :УУ::. ; : я vV:;-;;::
: рставленнай цель достигается тем; что обработку JBeflyt йнетрументом, выиолнён- яЦд прЬтяжкй со спираль ни 1«и ями ; :ра 11..йдмй гна ; з;аВ о рнр Й части. п этр сначала ёробщают винтовое пере- (е йе струме ту трркй на длину заборной части, а затем Срр1бЩйют посту патёльнЬе пе мещёнме ййструменту в обратной направлении на . пр к айней йере, больше шага спи-
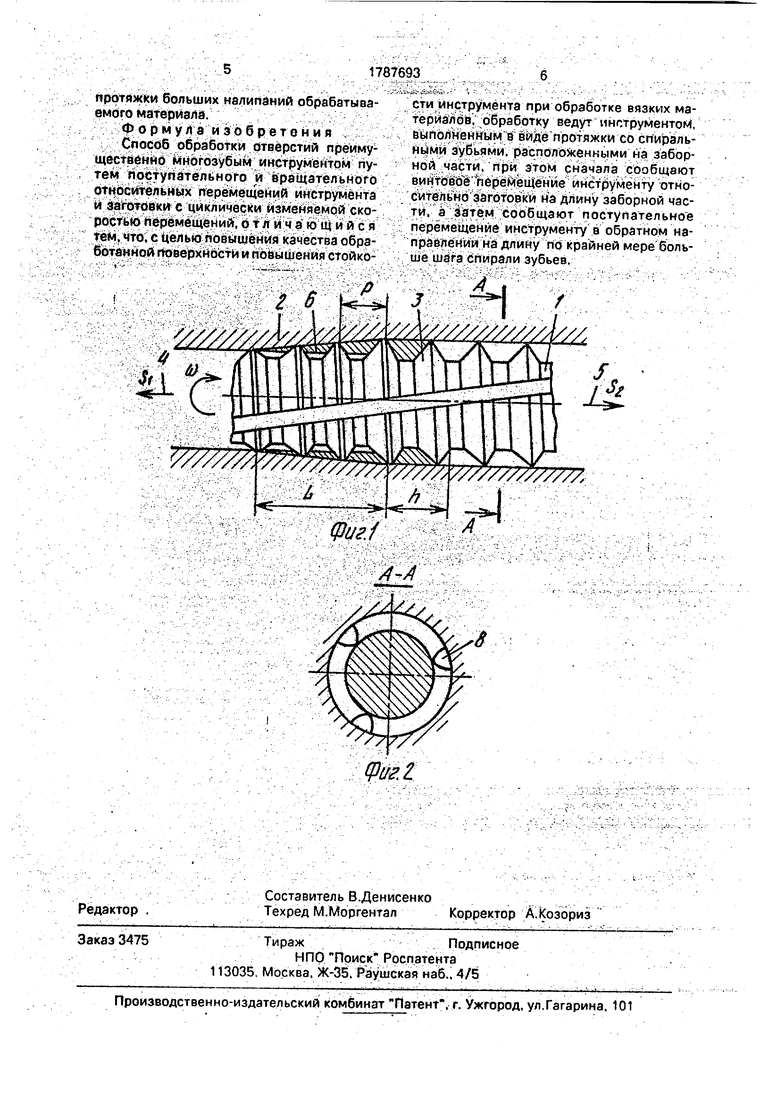
рали;3/уб5ь.ё ; :;v f-c v й - ;: : :й :;;: л : ;; -::;::;Нйф г. покйза н инструмент для реалй- зацийрлрсрба; на |йг,2 - разрез по А-й «а
;фЦ| :;ф;: Й -: :-:
Йеалй ующйй данный способ инстру- I )з&ггЬлШнIB вйДе прЬтяжкй сэ спи- ра / |Ш зу1бьйми 3, расположенными на кон йче скрйзаббрной ча сти 7. и с интовыми ст жкоразде/ тельнймм канавками 8, Спиральные зубья 3 имеют угловую форму в псперечном; сучении и срезаны пр конической заборной части 7. Шаг зубьев Р равномерный вдоль всей длины L заборной части 7. Стружкоразделйтельныеканавки 8 име(рт форму, принятргч для аналргичйого элШен
та у протяжек. Инструменту 1 сообщают со- вмеЩённЬе с вращательнйм Движением to прступательное движение SJ; в направле- НйХстредкй 4, получая е интовре движение- твв(нчи;ванйё с lu roirt f ,но закишвкн 2 и;г|да с йческй деформируют
вйзкШ обрабзтШаемйй материал путем Смятия, в ДавЙйвШ атерйа зубьями 3. бвййчивэййе осущестШя- tpt н;э длину, рбуелЬйлей1 ую д(зпустимрй по прочность йнс%рум15Йтй силой рёзаййяУ но не J6oAee(длины аборнрй jfae.™ L, После 1в| 1йчиванййерз аШт инструменту 1 прсту- пательноё движение Sz в рбрйтйом прстугта- движению Si Г пр вйёШи по
./Ofрейке 5. зто рйа), расположенный между зубьями 3, в Слреб; срёзает я по всему их периметру; за йск 1рченйей tiwtyiten r{pti4jeujer6 в е ру кррэЗДе канавки 8, уда/тяе; ого И течений следующих: (дйклбв рбработ; М - ЙПЪ .;-ripVf GitvH Siren tioft инструмента Т из заготовки12ГПосТупатепь- |чое движение $2 дсущестёляюТ на длину h.
; np 8biiyaipt%tp величину ijjara, F, йлй по крайней мере, ему раёНую. Затем инЪтру- W6HTJ перемещают по с трёлк Ч бурорав ззг трёке 2 иГ пЪвторяф цикл 6 Шаг iP Нрйнйма рт не более пути
разбития нароста (. .:
Ввййчйванйе сблроврждаем йё. выдав ливаниемвязкого1рбра б ываемргоМатеричала; и прступйтельнрё движение §2 на величину неt ©Ьлее пути paaBHTMsr нароста ,
заний .-rf ем; сШым у ень а;ет йШёрохрва-
:тойть обрабс|тй ваемой псзйёрхности ;и износ зубьев 3 инструмента Резание, рсуществля- {эмое в; направлеййй движения $2. рбратное
движению ;Si, происходит с малым сопро- тивлениём обрабатываёмогр материала, так при зт
: ;соот ве тс твен:1н(5/сниж аю .силы резаййд, нак) рстатрчные напряжения в заготовке, уменьшается т йодйщйе к;С;1чи ению;йзнрса Зубьев 3.
: Таким обр4зЬм. способ обработки от- верст й повыогаЬт качествр обрабатываеItAttit поверхности, и1 стойкость инструмента при обработке вязких матери алов. . . ,
Например, по предлагаемому способу обработка отверстий в заготовках из цинко.;.в.0го. сплава диаметром 26 мм и длиной 50 ймс; тт(рипускрм 1, при скорости резания 7i85 м/Мин, подаче 315 мм/мин, длине
:йоступательногр перемещения 1,5 мм дает пбвы ёниёсТбйкости протяжки в 1V26 раза при отсутствии на обрабатываемой поверх- йостй задирой, глубоких рисок, а на зубьях
протяжки больших налипанйй обрабатываемого материала/ V .- ,:,/: ; -:: ;
1 о р мул а и з о б ре тон и я ;
Г1осс б обработки отверстий прёиму- щественно ногозубым инструмейтом путей по туйатёльного U врёЩатёл його относительных перемещений ййструмёйта и заг-отовк с циклически изменяемой ско- рО сШЬ Й ёмещёний, ЬТ йна Й11|Ийся тем, i eiiibip;rroB ботанкой rfOBepxftbCTM и йоаь«шен Йя стрйкбсти инструмента при обработке вязких ма- терйалбй, обработку ведутИнг.трументоМ, E nbAWieH wiM вййе протяжкй со спирзль- йь)ми зубьями, расположенными на забор- ной /части, при этом сначала сообщают в«л||тд1|( ё|р Йё11|еШ с Те Ль:йо ro;Tbj3i Vj на Длину заборной части, a J |ат ем со об щаю т п о сту п а те л ь но е перемещение ийетрумёнту в обратном на- прав тейийIMSi длину по крайней мере большеигё а спирали зубьев,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий | 1982 |
|
SU1060315A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2015 |
|
RU2603417C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| Способ обработки внутренних кольцевых канавок | 1989 |
|
SU1683897A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| Способ обработки резанием | 1979 |
|
SU854593A1 |
| Способ испытания многозубого инструмента | 1989 |
|
SU1679270A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
Использование; при обработке металлов резанием, в частности при обработке отверстий в вязких металлах. Сущность изобретения: Инструменту 1 сообщают, вращательное о) и поступательное Si перемещения в направлении стрел.ки 4, получая винтовое движение относительно заготовки 2. Ввинчивание спйральных зубьёв 3 инструмента 1 осущестоляют на длину его заборной части L. После негр инструменту 1 сообщают поступательное перемещение Sz в обратном направлений, по стрелке 5, на длину h, по крайней мере больше шага Р спирали зубьев 3. Инструмент Т возвращают а исходное положение, после чего цикл повторяют. 2 ил.
| Способ обработки отверстий | 1982 |
|
SU1060315A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
