оо ел ел
О5
Изобретение относится к механической обработке металлов со снятием стружки и предназначено для протягивания круглых отверстий.
Известен способ- протягивания деталей типа тел вращения круглой цротяжкой с винтовыми зубьями, при котором осуществляют относительные поступательные и вращательные перемещения детали и инструмента, а именно поступательное перемещение сообщают инструменту, а вращение -, обрабатываемой детали 1.
Недостатками известного способа являются прерывистрсть цикла обработки, что снижает производительность, а также необходимость принудительного осевого движения инструмента, что приводит к дополнительным затратам мощности.
Цель изобретения - повыщение производительности путем непрерывного протягивания отверстий в деталях с некруглой наружной поверхностью, а также увеличение съема припуска.
Указанная цель достигается тем, что протяжку устанавливают соосно внутри полого шпинделя, отверстие которого выполнено соответственно контуру обрабатываемой детали, и сообщают протяжке и шпинделю вращение с частотами, определяющими относительную окружную скорость резания, принудительно подают деталь в щпиндель и перемещают ее вдоль оси последнего под действием осевой составляющей силы резания со скоростью, превышающей скорость принудительной подачи в щпиндель, при этом угол наклона винтовой линии зуба протяжки выбирают равным
arctg(kf+ f),
где К р - отношение тангенциальной 8составляющей силы резания
к радиальной составляющей; f - коэффициент трения.
Для увеличения снимаемого припуска на детали предварительно нарезают протяжкой винтовую канавку.
На фиг. 1 представлена схема осуществления способа; на фиг. 2 - разрез А-А на фиг. 1.
Протяжка 1 с винтовым зубом имеет хвостовик, на котором выполнены шевронные зубья. Хвостовик протяжки 1 установлен между тремя, равномерно расположенными по окружности соосно протяжке, шнеками 2, имеющими щевронные зубья, находящиеся в зацеплении с зубьями хвостовика протяжки. Протяжка 1 приводится во вращение, а также фиксируется в осевом и радиальном направлениях шнеками 2, получающими вращение от специального привода (не показан). Рабочая часть протяжки с режущими зубьями расположена соосно в
отверстии шпинделя 3, который приводится во вращение от привода через щестерню 4. Сечение отверстия щпинделя соответствует контуру наружной поверхности обрабатываемых деталей 5.
Способ осуществляется следующим образом.
Протяжка 1 получает вращение с частотой GUI...от приводных шнеков 2, вращающихся с частотой (0,..Обрабатываемые детали 5 в ориентированном положении нанизываются на выступающий конец хвостовика протяжки 1 и боковыми поверхностями шнеков 2 принудительно подаются вдоль протяжки 1. Наружный диаметр шевронной нарезки на
хвостовике протяжки 1 меньще внутреннего диаметра деталей 5, так что они перемещаются вдоль хвостовика протяжки 1. При выходе из зацепления со шнеками 2 детали 5 попадают на режущую часть протяжки в направляющее отверстие щпинделя 3 и далее свободно перемещаются вдоль оси щпинделя без возможности поворота вокруг нее. Шпиндель 3, вращающийся с частотой W,.. сообщает вращение детали. Относительно протяжки деталь вращается с частотой
5 W 6i)i±(, определяющей окружную скорость резания Von.,. Знак «минус (-) для попутного вращения протяжки и детали. Деталь подводится щнеками до контакта с режущей частью протяжки 1, врезается и принудительно от шпинделя поворачивает0 ся на винтовой зуб протяжки.
Благодаря относительному скольжению в зону резания осуществляется съем припуска. Под действием осевой составляющей силы резания деталь перемещается вдоль протяжки со скоростью Vs .и после полной
5 обработки всей режущей частью протяжки 1 выходит из щпинделя 3. При этом скорость осевого перемещения деталей в щпинделе обеспечивают больще скорости перемещения деталей щнеками ..Уoc.....B противном случае произойдет забивание зоны резания. Из выражения Л. arctg (kf + f) определяется угол наклона винтового зуба протяжки, что обеспечивает осевое движение детали. С целью увеличения снимаемого припуска на детали предварительно нарезают винтовую канавку, для чего нужно на протяжке обеспечить заборную часть в виде метчика, т.е. применить комбинированный инструмент метчик-протяжку. В этом случае детали будут подаваться на режущунэ часть
Q протяжки с метчика, что обеспечивает съем припуска большей величины.
Предлагаемый способ непрерывного протягивания отверстий позволяет автоматизировать технологический процесс, повысить производительность обработки и уменьшить затраты мощности на резание.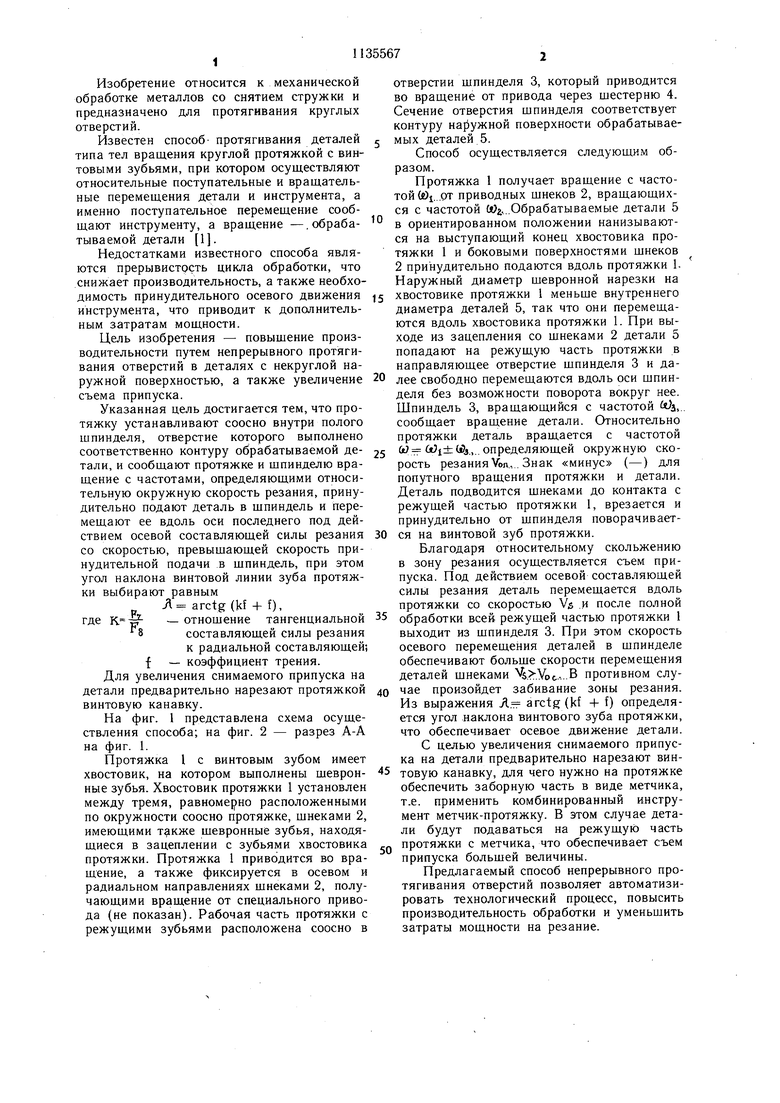
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| ПРОТЯЖКА | 1973 |
|
SU379338A1 |
| Способ протягивания деталей типа тел вращения | 1976 |
|
SU682328A1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
| Способ обработки внутренних кольцевых канавок | 1989 |
|
SU1683897A1 |
| Метчик для обработки волоконно-армированных композитных материалов | 2019 |
|
RU2725582C1 |
| СПОСОБ ПРОТЯГИВАНИЯ | 1970 |
|
SU268129A1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
1. СПОСОБ ОСЕВОГО ПРОТЯГИВАНИЯ круглых отверстий круглой протяжкой с винтовым зубом, при котором осуществляют относительные поступательные и вращательные перемещения детали и инструмента, отличающийся тем, что, с целью повышения производительности путем непрерывного протягивания отверстий в деталях с некруглой наружной поверхностью, протяжку устанавливают соосно внутри полого шпинделя, отверстие которого выполнено соответственно контуру обрабатываемой детали, и сообщают протяжке и шпинделю вращение с частотами, определяющими относительную окружную скорость резания, принудительно подают деталь в шпиндель и перемещают ее вдоль оси последнего под действием осевой составляющей силы резания со скоростью, превыщающей скорость принудительной подачи в щпиндель, при этом угол наклона винтовой линии зуба протяжки выбирают равным Л. aгctg(kf + f), где - отношение тангенциальной 8составляющей силы резания к радиальной составляющей) f - коэффициент трения. i 2. Способ по п. 1, отличающийся тем, что, с целью увеличения съема припуска, на де(Л тали предварительно прорезают протяжкой винтовую канавку.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ протягивания деталей типа тел вращения | 1976 |
|
SU682328A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
