Изобретение относится к металлообработке и может быть использовано для формирования резьбовых поверхностей пластическим деформированием.
Известен способ формирования поверхностей, заключающийся в том, что вращающаяся заготовка обкатывается однороликовым накатывающим инструментом с осевой его подачей, в результате чего заготовка приобретает требуемую форму и размеры.
Известен способ формирования резьбовых поверхностей перемещением накатывающего инструмента из исходного положения вдоль образующей поверхности обрабатываемого вращающегося изделия, путем выполнения последовательных продольных формобразующих проходов и поперечной рабочей подачи, сообщаемой в промежутках между продольными проходами.
Однако известные способы формирования резьбовых поверхностей не обеспечивают получения изделий высокого качества. При выполнении накатывающим инструментом каждого продольного формобразующего прохода, вытесняемый металл заготовки перемещается не только из впадины резьбы в ее выступ, но также и вдоль формируемой канавки резьбовой поверхности, что вызывает осевое удлинение (осевую вытяжку) заготовки и ее скручивание вокруг своей оси.
В результате каждого продольного формообразующего прохода формируемая резьбовая поверхность, торец заготовки и начала захода резьбы перемещаются в осевом направлении, при этом, как следствие, искажается шаг образуемой резьбовой поверхности. После каждого продольного формообразующего прохода накатывающий инструмент, устанавливаемый в прежнее исходное положение, оказывается не сориентированным на начало захода резьбы, а бывает смещен относительно него на величину, которая соответствует величине осевого удлинения заготовки от деформирующего воздействия на нее предыдущего продольного формообразующего прохода инструмента.
В известных способах формообразования резьбовых поверхностей этот недостаток, обусловленный неизменностью в осевом направлении исходного положения накатывающего инструмента для выполнения каждого последующего продольного формообразующего прохода, приводит к разбивке канавки резьбы, увеличению размеров впадины и уменьшению размеров вершины резьбы, искажению ее профиля и, в ряде случаев - при значительном осевом удлинении заготовки - к браку деталей по резьбе или к неосуществимости процесса обработки.
Целью настоящего изобретения является улучшение качества резьбы изделия.
Поставленная цель достигается тем, что для формирования резьбовых поверхностей накатывающий инструмент перемещают из исходного положения вдоль образующей поверхности вращающегося обрабатываемого изделия, осуществляя последовательно продольные формообразующие проходы и поперечную рабочую подачу, сообщаемую в промежутках между продольными проходами, причем отличием предложенного способа является то, что с целью улучшения качества резьбы изделия накатывающий инструмент устанавливают для выполнения каждого последующего продольного формообразующего прохода в исходное положение, смещенное относительно исходного положения инструмента при выполнении предыдущего прохода в направлении, противоположном направлению продольного формообразующего прохода, на величину осевого удлинения заготовки после предыдущего прохода и в направлении поперечной рабочей подачи инструмента на величину, обратно пропорциональную числу продольных формообразующих проходов, и выполняют последовательно продольные формообразующие проходы с шагом винтовой резьбовой поверхности, дискретно увеличивающимся для каждого последующего прохода до номинального значения шага в последнем продольном формообразующем проходе.
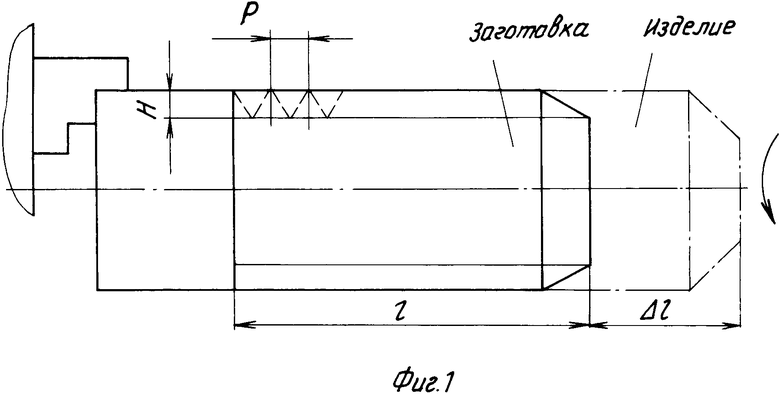
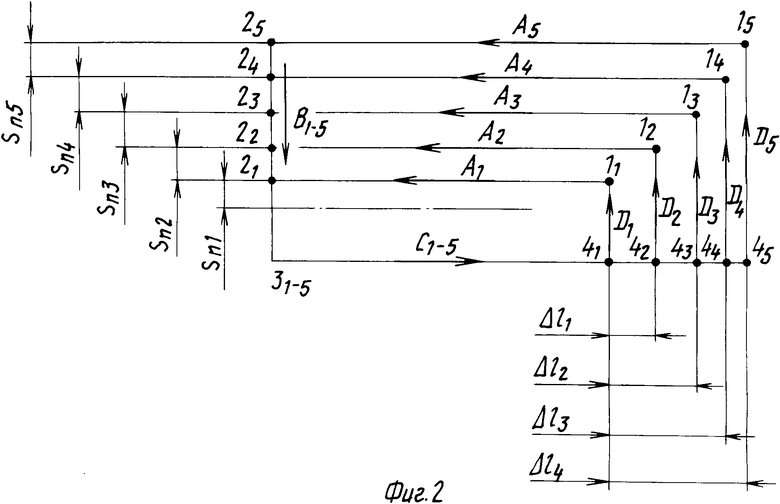
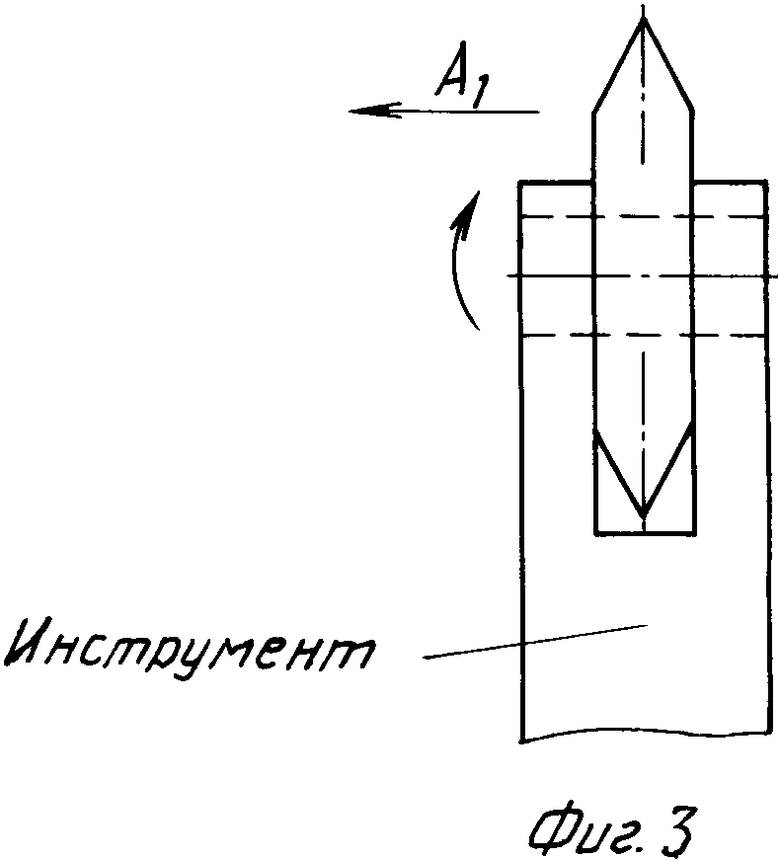
На фиг.1-3 представлена схема формирования резьбовых поверхностей предлагаемым способом и циклограмма перемещения накатывающего инструмента, где в качестве примера число продольных формообразующих проходов принято равным 5.
Описание предлагаемого способа формирования резьбовых поверхностей является примером его осуществления. Для осуществления способа требуются известные технические средства: токарно-винторезный станок или токарно-резьбонарезной полуавтомат и инструмент, представляющий собой держатель с установленным в нем свободно вращающимся накатывающим роликом. Режимы накатывания устанавливаются с учетом конкретных условий обработки, исходя из существующих нормативов.
Инструмент, несущий свободно вращающийся накатывающий ролик, перемещают при выполнении первого продольного формообразующего прохода A1 из исходного положения 11 в конечное положение 21, после чего отводят от заготовки перемещения B1 в положение 31. Обратное перемещение С в точку 4 не равно по длине рабочему перемещению A1. Обратное перемещение больше рабочего на величину Δ l1 осевого удлинения заготовки, являющегося результатом приращения ее длины вследствие выполнения первого продольного формообразующего прохода A1. Поперечная подача D2для выполнения следующего (второго) продольного формообразующего прохода несколько больше величины отвода инструмента B1 по окончании предыдущего прохода, что определяет величину припуска под обработку во втором проходе, т.е. величину поперечной рабочей подачи Sn2инструмента. Второй продольный формообразующий проход выполняют из нового исходного положения 12 повторением описанной последовательности перемещения инструмента. При выполнении каждого последующего формообразующего прохода накатывающий инструмент устанавливают в новое исходное положение 13, 14, 15, т.е. с учетом приращения длины заготовки Δ l2, Δ l3, Δ l4после осуществления каждого предыдущего продольного прохода. Таким образом, исходное положение накатывающего инструмента для осуществления каждого последующего продольного формообразующего прохода последовательно смещают вдоль оси заготовки в направлении приращения ее торца, т.е. в сторону, противоположную направлению продольного формобразующего прохода на величину Δ l1, Δ l2, Δ l3, Δ l4, соответствующую осевому удлинению заготовки в результате предыдущего прохода. Кроме того, исходное положение инструмента смещают в направлении поперечной его подачи Sn1, Sn2,Sn3,Sn4,Sn5на величину, обратно пропорциональную числу i продольных формообразующих проходов. Обработка всего припуска и формирование готовой винтовой поверхности полного профиля осуществляется за i последовательных продольных формообразующих проходов инструмента. В промежутках между продольными проходами, поперечным перемещением инструмента ему сообщается рабочая подача Sn = H/i, где H - общая высота (глубина) обработки.
Осевое удлинение заготовки при выполнении каждого продольного формообразующего прохода приводит к осевой растяжке шага обрабатываемой винтовой резьбовой поверхности. Для обеспечения номинальной величины шага P в готовом изделии, т.е. в результате выполнения последнего прохода, учитывает осевую растяжку шага, сопровождающую каждый продольный проход инструмента.
С целью исключения возможности выхода величины шага за номинальный размер, все проходы, предшествующие последнему, выполняют с шагами P1, P2... Pi, меньшими номинального шага на величину, учитывающую осевую растяжку шага, обусловленную осевым удлинением заготовки от выполнения каждого прохода: P1<P2<...<Pi. Шаг формируемой винтовой резьбовой поверхности на промежуточных проходах, исключая последний проход, равен соответственно для каждого из проходов
P1=  ; P2=
; P2=  ; ... Pi-1=
; ... Pi-1=  , где l - исходная длина накатываемой части заготовки;
, где l - исходная длина накатываемой части заготовки;
Δ l1, Δ l2, Δ li-1 - величина осевого удлинения заготовки в результате соответствующего промежуточного прохода инструмента;
n1, n2,...ni-1 - количество выступов винтовой резьбовой поверхности на накатанной части заготовки в результате выполнения соответствующего промежуточного прохода инструмента.
Перед последним проходом шаг формируемой винтовой резьбовой поверхности в результате его суммарной растяжки от всех предшествующих проходов приближается к номинальному. Последний продольный формобразующий проход выполняется с шагом Pi, соответствующим номинальному шагу винтовой резьбы
Pi=  , где Δ li - величина осевого удлинения заготовки в результате последнего прохода инструмента,
, где Δ li - величина осевого удлинения заготовки в результате последнего прохода инструмента,
ni - количество выступов винтовой резьбовой поверхности на накатанной части изделия в результате выполнения последнего прохода инструмента.
Результатом последовательной дискретно управляемой растяжки шага за i продольных формообразующих проходов является приведение шага формируемой резьбовой поверхности на последнем проходе к номинальному значению. Величины осевого удлинения заготовки при накатывании винтовых резьбовых поверхностей определяется расчетным путем по известным зависимостям.
Режимы обработки устанавливаются исходя из конкретных условий обработки по существующим нормативам.
Пример конкретного выполнения.
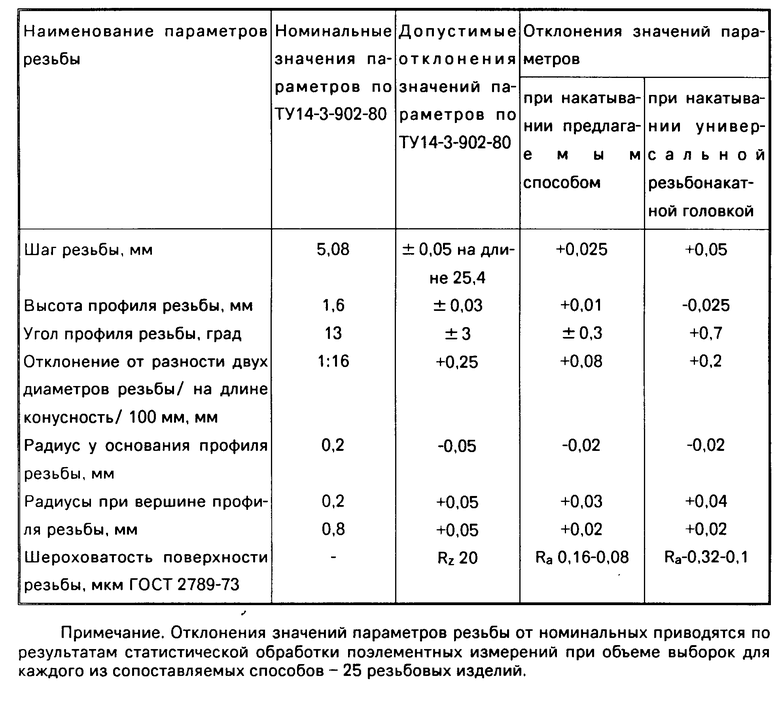
Накатывалась трапецеидальноупорная коническая резьба ОТТГ 1 при использовании резьбонарезного станка 1Н983 за 5 последовательных продольных формообразующих проходов инструмента, имеющего свободно вращающийся на оси накатывающий ролик с одним резьбовым кольцевым витком. Обрабатываемая сталь имела следующие исходные физико-механические свойства: временное сопротивление разрыву Gв = 900 МПа, предел текучести Gт = 750 МПа относительное удлинение δ5 = 12%, δ10 = 10%. Шероховатость заготовки под накатывание - Rx = 20-40 мкм. Охлаждающие - смазывающая жидкость - масло индустриальное 30. Материал накатывающего ролика - сталь 6Х6 ВЗМФС по ГОСТ 5950-73. Для получения сравнительных данных проводилось накатывание резьбы с помощью универсальной резьбонакатной головки за один проход инструмента при прочих равных условиях осуществления способов обработки. Номинальные значения основных параметров резьбы и отклонения этих значений от номинальных при накатывании сопоставляемыми обработки представлены в таблице.
Наряду с двумя сопоставляемыми способами обработки, приведенными в таблице, проводилось накатывание резьб ОТТГ 1 за 5 продольных формообразующих проходов третьим сопоставляемым способом. Технологические условия осуществления процесса не отличались от условий реализации предлагаемого способа, однако инструмент после выполнения каждого продольного формообразующего прохода, устанавливался вдоль оси заготовки в прежнее исходное положение. Циклограмма перемещений инструмента по третьему способу обработки аналогична циклограмме перемещений резьбонарезной гребенки при работе на токарно-резьбонарезном полуавтомате. Результаты измерения резьбы накатанной этим способом наказывают, что отклонения значений шага резьбы в 3-4 раза превышают допустимые ТУ 14-3-902-80. Параметры шероховатости обработанной поверхности находятся в пределах, близких к указанным в таблице.
Анализ данных, приведенных в таблице, показывает, что при формировании винтовой резьбовой поверхности предлагаемым способом (по сравнению с накатыванием резьбонакатной головкой) обеспечивается улучшение качества резьбы изделия, увеличивается точность ее параметров, уменьшается шероховатость поверхности. При этом среднее количество деталей, обработанных до полного износа инструмента составило: при обработке предлагаемым способом - 990 шт. , при обработке резьбонакатной головкой - 765 шт.
Использование предлагаемого способа формирования наружных и внутренних, цилиндрических и конических винтовых резьбовых поверхностей обеспечивается по сравнению с существующими способами следующие преимущества: улучшение качества деталей по точности и шероховатости обработанной поверхности; повышение работоспособности инструмента; возникновение новой области применения процесса накатывания резьб на трубках и муфтах с использованием токарно-резьбонарезных полуавтоматов; возможность накатывания высокопрочных материалов и тонкостенных труб, благодаря возможности увеличения числа продольных проходов инструмента и уменьшения величин подач инструмента; возможность управления в определенных пределах промежуточными объемами деформаций материала изделий без изменения конструкции инструмента.
В настоящее время операция формирования наружных и внутренних цилиндрических и конических винтовых резьбовых поверхностей на рубах нефтяного сортамента осуществляется способом многопроходного нарезания на токарно-резьбонарезных полуавтоматах. Использование предлагаемого способа обработки на существующем оборудовании позволяет повысить качество резьбы по параметрам точности и шероховатости поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБ НА ДЕТАЛЯХ ГЛУБИННЫХ НАСОСОВ ДОБЫВАЮЩИХ СКВАЖИН | 1994 |
|
RU2071882C1 |
| Способ формирования резьб | 1985 |
|
SU1346314A1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБ | 2011 |
|
RU2467822C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253534C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ КРУПНЫХ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253535C1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ | 2004 |
|
RU2252845C1 |
Использование: обработка металлов давлением, формирование резьбовых поверхностей пластическим деформированием. Сущность изобретения: резьбовой профиль формуют перемещением накатывающего инструмента вдоль образующей поверхности изделия. Накатывание осуществляют путем последовательных продольных проходов и поперечной подачи, сообщаемой в промежутках между продольными проходами. Для выполнения каждого последующего прохода инструмент устанавливают в исходное положение, смешенное относительно исходного положения при выполнении предыдущего прохода в направлении, противоположном направлению продольного прохода, на величину осевого удлинения заготовки после предыдущего прохода. В направлении поперечной подачи инструмент перемещают на величину, обратно пропорциональную числу продольных проходов. Продольные проходы выполняют с шагом резьбовой поверхности, дискретно увеличивающимся для каждого последующего прохода на величину осевого удлинения шага после предыдущего прохода до номинального значения шага в последнем продольном формообразующем проходе. 3 ил.
СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ перемещением накатывающего инструмента из исходного положения вдоль образующей поверхности вращающегося обрабатываемого изделия путем осуществления последовательных формообразующих проходов и поперечной рабочей подачи, сообщаемой в промежутках между продольными проходами, отличающийся тем, что накатывающий инструмент для выполнения каждого последующего продольного формообразующего прохода устанавливают в исходное положение, смещенное относительно исходного положения инструмента при выполнении предыдущего прохода в направлении, противоположном направлении продольного формообразующего прохода, на величину осевого удлинения заготовки после предыдущего прохода и в направлении поперечной подачи инструмента на величину, обратно пропорциональную числу продольных формообразующих проходов, и выполняют последовательно продольные формообразующие проходы с шагом винтовой резьбовой поверхности, дискретно увеличивающимся для каждого последующего прохода на величину осевого удлинения шага после предыдущего прохода до номинального значения шага в последнем продольном формообразующем проходе.
| Писаревский М.И | |||
| и др | |||
| Современная технология и оборудование для накатывания резьб, червяков и зубьев | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
