Изобретение относится к металлообработке и может .быть использовано- для изготовления резьб резанием и пластическим деформированием,е
Цель изобретения - расширение технологических возможностей процесса на- кйтывания и повьшение стойкости на катного инструмента.
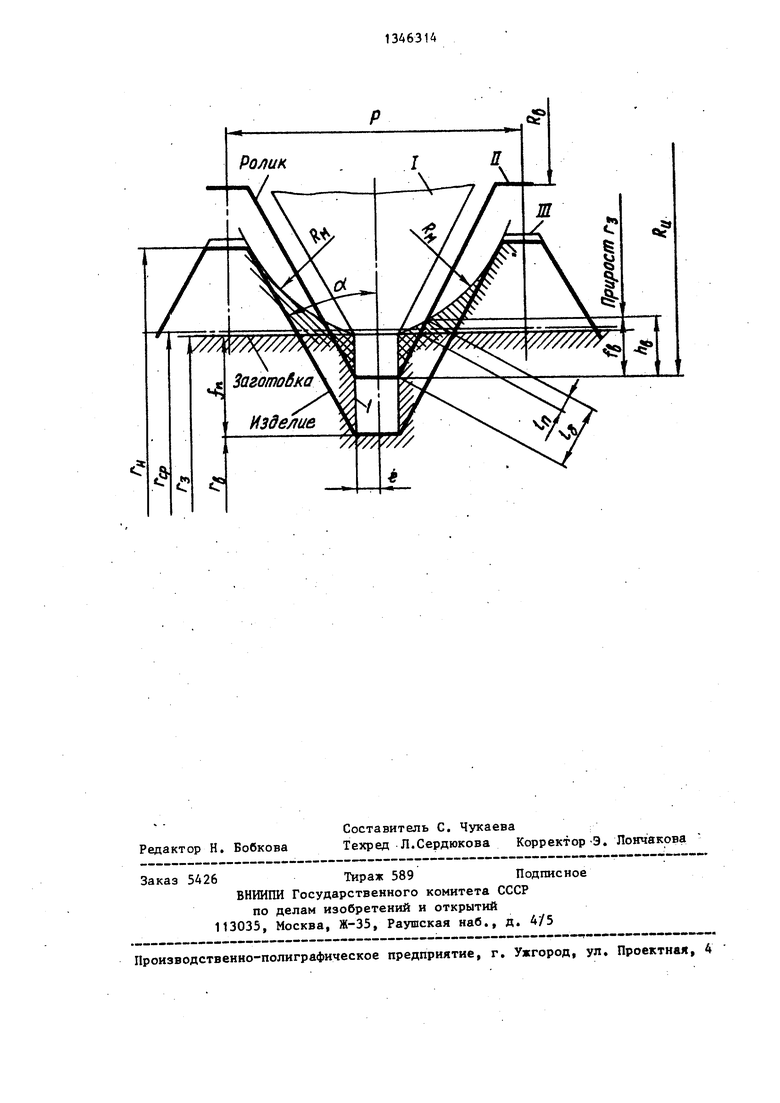
На чертеже показана условная схемаJQ способа,
Способ реализуется следуюп1им образом.
При накатывании резьбы в исходном положении I взаимная обкатка ролика f5 и заготовки происходит при радиусах центроид соответственно Нц RU и и, 3 (Р. RU наружный радиус резьбы ролика, г радиус заготовки под накатывание резьбы); в некотором 20 промежуточном положении И - обкатка происходит на глубине f g внедрения, ролика, при этом,в формировании профиля резьбы заготовки участвуют только боковые стороны профиля резьбы роли- 25 ка величиной Ij- а его вершина шириной 2е в формировании профиля резьбы заготовки не участвует. Участки 1„ являются результатом прироста радиуса г заготовки при внедрении ролика на JQ величину fg вследствие подъема обрабатываемого материала. Дуги окружностей радиусом R, касающиеся точек пересечения образующей исходного ци- ливдра заготовки радиусом г, с образу- ющими боковых пЬверхностей винтовой канавки 1, определяют закономерность
прироста радиуса заготовки Гу и теку- щую высоту hg контактирующих поверхностей ролика и заготовки в процессе
40
40
накатывания. Лишь в конечном положении III накатывающего ролика, соответству- ющем концу его внедрения в материал изделия, вершина профиля резьбы ролика, находящаяся в цилиндре радиу- сом Ry вступает в контакт с материалом обработанного изделия, т.е. касается основания профиля резьбы изделия, находящегося на цилинд ре радиусом г. Необходимость же контакта вервмны профиля резьбы изделия, нахо- О дящейся на цилиндре радиуса г„ с основанием профиля резьбы ролика, находящимся на цилиндре радиусом R, определяется требованиями к геометрической точности, шероховатости и про-55 чности резьбы изделия.
е
Q
5 0 5 Q
0
О 5
Режимы резьбонакатывания назначаются с учетом конкретных условий обработки, исходя из существующих нормативов.
Пример , Накатывают трапецеидальную резьбу трап 20x4 мм на полой детали радиальной резьбонакатной го-, ловкой с двумя затыпованными роликами в единой многоинструментальной автоматной наладке при использовании токарного многошпиндельного автомата. Инструмент устанавливают на поперечном суппорте токарного автомата. Обрабатывают сталь со следующими исходными физико-механическими свойствами; временным сопротивлением разрыву С в 90 кгс/мм , пределом текучести G , 75 кгс/мм, относительным удлине- Hiiet S 12% и S ,o 10%. Диаметр заготовки под накатывание 18 мм, шероховатость заготовки под накатывание R 40-20 мкм. Параметры винтовой канавки с эквидистантными стенками: глубина 1,5 мм, ширина 1,3 мм, форма основания винтовой канавки совпадает с формой основания профиля накатываемой резьбы, расположение винтовой канавки симметрично биссектрисе угла профиля впадины накатываемой резьбы.
Контакт вершины профиля резьбы накатывающего ролика с заготовкой исключает на всех этапах процесса накатывания. Смазочно-охлаждающая жидкость - масло индустриальное 30. Материал нак.атываюш 1х роликов - сталь 6Х6ВЗ М)С. Скорость накатывания 60 м/мин. Формирование профиля резьбы изделия осуществляют боковыми сторонами профиля накатывающих роликов. Вращение накатывающих роликов является результатом активного действия сил трения с обрабатываемой поверхностью заготовки. Цикл обработки заканчивают щ)И повороте затыпованных накатывающих роликов на один полный оборот..
Способ формирования резьб расширяет технологические возможности процесса накатывания за счет об1 Цботки резьб на труднообрабатывающих материалах и тонкостенных деталях, а также ув1гличивает стойкость резьбона- катного инструмента благодаря умень- шению сил накатывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБ | 2011 |
|
RU2467822C1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2019352C1 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2012 |
|
RU2505373C2 |
| Способ поперечной прокатки режущего инструмента и инструмент для его осуществления | 1987 |
|
SU1622068A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| Резьбонакатная головка | 1981 |
|
SU963649A1 |
| Способ формирования рабочей части бесстружечных метчиков | 1984 |
|
SU1340878A1 |
| Способ накатывания резьбовых профилей двумя роликами | 1989 |
|
SU1726100A1 |
Редактор Н. Бобкова
Составитель С. Чукаева
Техред Л.Сердюкова Корректор-Э. Лончакрва
Заказ 5426Тираж 589Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, А
