Изобретение относится к металлообработке и может быть использовано для изготовления резьб пластическим деформированием.
Известен способ накатывания резьб тангенциальными головками с поступательной подачей накатывающих роликов с винтовой резьбой относительно обрабатываемой детали при совместном согласованном вращении роликов, приводимых во вращение от вращающейся детали, и при параллельном расположении осей роликов и детали (Хостикоев М.З. Тангенциальные резьбонакатные головки. - М.: НИИМАШ, 1984, с.28-29 - прототип).
Недостатком известного способа накатывания резьб является ограниченные его технологические возможности, обусловленные возможностью обработки лишь коротких резьб, длина которых не превышает ширину накатывающих роликов, устанавливаемых в тангенциальную резьбонакатную головку. Вследствие этого известный способ не может быть реализован при обработке большой номенклатуры резьбовых деталей со средней и большой длиной резьбы (со средней и большой длиной свинчивания) и осуществляется лишь на резьбовых деталях с короткой резьбой (с короткой длиной свинчивания).
Изобретением решается задача расширения технологических возможностей способа накатывания резьб тангенциальными головками путем обеспечения возможности накатывания резьб неограниченной длины.
Достигается это тем, что способ регламентирует комбинацию и последовательность видов рабочих подач и новую взаимную исходную установку накатывающих роликов и детали, обеспечивающих при совместном выполнении накатывание резьб неограниченной длины при использовании тангенциальных резьбонакатных головок.
Сущность изобретения заключается в том, что известный способ накатывания резьб, включающий поступательную подачу накатывающих роликов с винтовой резьбой относительно обрабатываемой детали при совместном согласованном вращении роликов, приводимых во вращение от вращающейся детали, и при параллельном расположении осей роликов и детали, осуществляют в следующей новой комбинации и последовательности видов рабочих подач и новой взаимной исходной установке роликов и детали: накатывающие ролики подают на вращающуюся заготовку одновременно в тангенциальном, по отношению к поверхности детали, и в аксиальном, вдоль оси детали, направлениях рабочей подачи, при этом в тангенциальном направлении накатывающие ролики подают до совпадения геометрических центров роликов и детали на одной прямой, после чего тангенциальную подачу роликов прекращают, а аксиальную их подачу продолжают до достижения на детали требуемой длины резьбы и окончания цикла накатывания, затем отводят накатывающие ролики в исходное положение, причем тангенциальную подачу накатывающих роликов начинают из положения, при котором торцы накатывающих роликов смещены в аксиальном направлении относительно торца детали на величину предстоящего аксиального перемещения роликов за период их тангенциальной подачи и в направлении, противоположном аксиальной подаче роликов.
Отличительные признаки предложенного способа накатывания резьб от прототипа заключаются в том, что накатывающие ролики подают на вращающуюся заготовку одновременно в тангенциальном, по отношению к поверхности детали, и в аксиальном, вдоль оси детали, направлениях рабочей подачи, при этом в тангенциальном направлении накатывающие ролики подают до совпадения геометрических центров роликов и детали на одной прямой, после чего тангенциальную подачу роликов прекращают, а аксиальную их подачу продолжают до достижения на детали требуемой длины резьбы и окончания цикла накатывания, затем отводят накатывающие ролики в исходное положение, причем тангенциальную подачу накатывающих роликов начинают из положения, при котором торцы накатывающих роликов смещены в аксиальном направлении относительно торца детали на величину предстоящего аксиального перемещения роликов за период их тангенциальной подачи и в направлении, противоположном аксиальной подаче роликов.
Указанные признаки способа накатывания резьб необходимы и достаточны во всех случаях выполнения способа с достижением вышеуказанного технического результата.
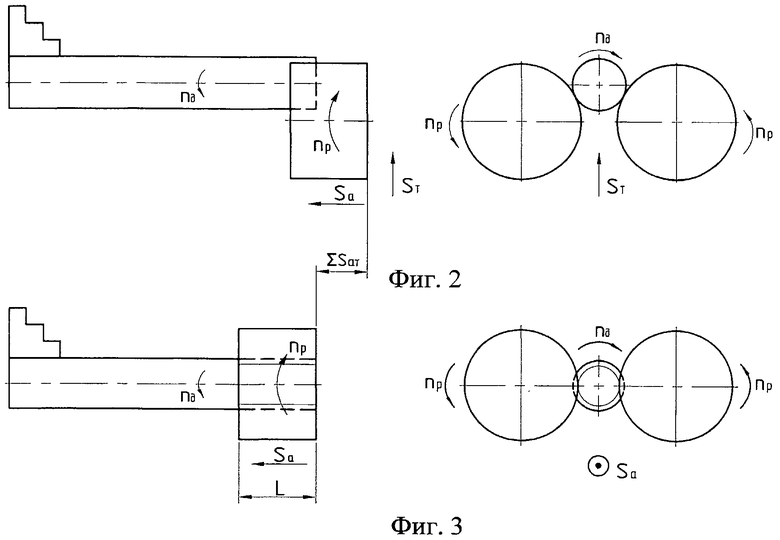
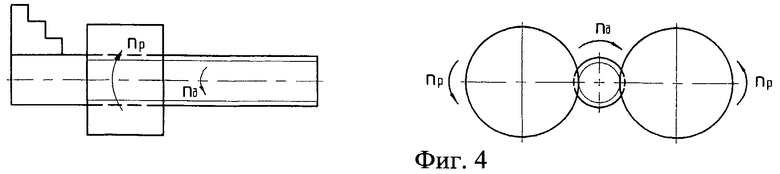
На фиг.1-4 представлены принципиальные схемы и последовательность выполнения этапов предлагаемого способа накатывания резьб: на фиг.1 - перед началом процесса накатывания (в период подвода накатывающих роликов к детали); на фиг.2 - при начальном контакте накатывающих роликов с вращающейся деталью; на фиг.3 - по окончании тангенциальной подачи накатывающих роликов (в момент совпадения геометрических центров роликов и детали на одной прямой); на фиг.4 - при выполнении (или окончании) аксиальной подачи накатывающих роликов.
Описание предлагаемого способа накатывания резьб является примером его осуществления. Для осуществления способа требуются известные общетехнические средства, используемые при накатывании резьб тангенциальными резьбонакатными головками, не отличающиеся от используемых аналогичных средств прототипа. Режимы накатывания резьбы устанавливаются с учетом конкретных условий обработки, исходя из существующей общемашиностроительной нормативной и справочной литературы.
Способ накатывания резьб осуществляется следующим образом. Инструмент - тангенциальная резьбонакатная головка устанавливается в резцедержателе токарного станка или на суппорте токарного автомата (полуавтомата) и подается с поступательной подачей в поперечном направлении на закрепленную во вращающемся шпинделе станка деталь (см. фиг.1). Накатывающие ролики с винтовой резьбой, установленные в головке на параллельных осях и параллельных оси детали, перемещаются в тангенциальном направлении Sт по отношению к внутренней окружности резьбы (внутреннему диаметру резьбы) детали. При соприкосновении с вращающейся деталью (см. фиг.2) накатывающие ролики за счет активного действия сил трения с деталью приобретают совместное согласованное вращательное движение np, противоположное вращению детали. Продолжающееся тангенциальное перемещение Sт роликов обеспечивает накатывание резьбы на длине детали, равной контактной длине резьбовой части роликов и детали, соответствующей ширине L ролика (см. фиг.3).
Накатывающие ролики имеют диаметр, который обеспечивает возникновение рабочего осевого перемещения роликов. Для этого их диаметр из нормативного общепринятого (обеспечивающего отсутствие самопроизвольного осевого перемещения роликов) изменяют до значения, при котором величина угла наклона резьбы накатывающих роликов не будет совпадать с углом наклона резьбы детали в пределах (на) 10-30 минут. Несовпадение (разница) α углов наклона резьбы роликов и детали вызывает рабочее аксиальное перемещение накатывающих роликов и, благодаря этой аксиальной подаче роликов, создает возможность накатывания резьб неограниченной длины.
После осуществления начального контакта накатывающих роликов с деталью (см. фиг.2) продолжается тангенциальная подача роликов, до совпадения геометрических центров роликов и детали на одной прямой (см. фиг.3). В процессе тангенциальной подачи роликов из-за конструктивно заложенного (в накатывающих роликах) несовпадения (разницы) α углов подъема резьбы роликов и детали (в пределах α=10-30') возникает рабочее аксиальное перемещение Sа роликов, сопровождающее весь период подачи роликов в тангенциальном направлении. В связи с тем, что ролики в конце цикла тангенциальной подачи Sт занимают диаметральное, по отношению к детали, положение (см. фиг.3) и начинают двигаться только в аксиальном направлении (тангенциальную подачу прекращают), необходимо, чтобы торцы роликов в конце тангенциальной подачи совпали с торцом детали и при этом ролики продолжали рабочую аксиальную подачу Sа вдоль оси детали. Для этого в момент контакта накатывающих роликов с деталью тангенциальную подачу Sт выполняют из такого аксиального положения роликов, при котором торцы роликов смещены в аксиальном направлении относительно торца детали на величину ΣSат предстоящего аксиального перемещения роликов за период их тангенциальной подачи Sт, причем в направлении, противоположном рабочей аксиальной подаче Sа роликов (см. фиг.2 и 3). Таким образом аксиальное смещение роликов при их первоначальном контакте с деталью отрабатывается в процессе выполнения тангенциальной подачи на величину ΣSат, при которой в конце тангенциальной подачи торцы роликов и детали совпадают в одной общей плоскости. В этот момент времени (см. фиг.3) накатывающие ролики входят в полный контакт по площади соприкосновения с заготовкой, прокатывают деталь на полной ширине L резьбовой части роликов и располагаются (вследствие прекращения тангенциальной подачи) в диаметральном положении по отношению к заготовке.
Это взаимное положение роликов и детали можно характеризовать как окончательное для прекратившейся тангенциальной подачи Sт и как промежуточное положение для продолжающейся аксиальной подачи Sа роликов.
Продолжение аксиальной подачи Sа накатывающих роликов (см. фиг.4), обеспечивает накатывание резьбы требуемой длины, не ограничиваемой шириной резьбовой части L накатывающих роликов, как это имеет место при традиционной обработке резьб тангенциальными резьбонакатными головками.
Пример конкретного выполнения способа накатывания резьб.
Накатывали метрическую резьбу M18×1,5 мм тангенциальной резьбонакатной головкой. Материал детали - сталь АС35Г2. Твердость материала детали - 220-269 НВ. Диаметр заготовки под накатывание резьбы -16,98±0,02 мм. Согласно нормативным данным, исходя из конкретных условий обработки, режим накатывания резьбы составлял: число оборотов шпинделя (детали) - n∂=497 мин-1; величина тангенциальной подачи накатывающих роликов - Sт=0,208 мм/об; количество оборотов детали за цикл тангенциальной подачи роликов - 23 оборота.
Нормативный диаметр двухзаходных накатывающих роликов, исключающих самопроизвольное осевое перемещение инструмента для резьбы М18×1,5 мм, составляет 33,15 мм. Для создания рабочей аксиальной подачи Sa накатывающих роликов относительно детали необходимо было создать отличия (разницу) α в угле наклона резьбы роликов по отношению к углу наклона резьбы детали в пределах 10-30', что достигали изменением диаметра накатывающих роликов. Меньшие отличия в углах наклона резьбы приводили к несущественным (недостаточным) рабочим осевым перемещениям роликов, большие - к искажению профиля резьбы на накатываемой детали. Принимали отличия а в углах наклона резьбы детали и роликов (здесь и далее - по среднему диаметру резьбы) - 20'. Угол наклона резьбы M18×1,5 мм детали равен 1°34', следовательно, угол наклона резьбы накатывающих роликов должен составить 1°34'-20'=1°14'. Для обеспечения такого угла наклона резьбы роликов при неизменном шаге резьбы 1,5 мм их диаметр должен быть равным 44,38 мм.
Следует отметить, что отличия α в углах наклона резьбы детали и резьбы накатывающих роликов в равной степени достигаются варьированием угла наклона резьбы накатывающих роликов в положительную и отрицательную стороны по отношению к углу наклона резьбы детали. Если угол наклона резьбы детали составляет 1°34', следовательно, могут использоваться для осуществления процесса накатывающие ролики как и с углом наклона резьбы, равным 1°34'-20'=1°14', так и с углом наклона резьбы, равным 1°34'+20'=1°54'. Однако следует принять во внимание, что увеличение диаметра накатывающих роликов (по отношению к вышеупомянутому нормативному значению - 33,15 мм) вызывает рабочую аксиальную подачу Sа роликов в направлении навинчивания роликов на деталь. Уменьшение же диаметра накатывающих роликов (по отношению к вышеупомянутому нормативному значению) вызывает рабочую аксиальную подачу Sа роликов в направлении свинчивания роликов с детали. Принятый диаметр накатывающих роликов 44,38 мм обеспечивает рабочую аксиальную подачу роликов в требуемом направлении - направлении навинчивания роликов на деталь.
Величина рабочей аксиальной подачи накатывающих роликов за каждый (один) оборот роликов составляет: Sа=πDusinα, где Du - диаметр накатывающих роликов, по которому происходит обкатка роликов и детали (диаметр центроид); α - разница в углах подъема резьбы роликов и детали. Согласно приведенной зависимости величина рабочей аксиальной подачи роликов вдоль оси детали составляла за каждый оборот роликов Sа=3,14-44,38·sin20'=0,81 мм. Согласно исходным нормативным данным количество оборотов роликов за цикл их тангенциальной подачи составляло 23 оборота. Следовательно, величина общего осевого перемещения накатывающих роликов за период их тангенциальной подачи составляла: ΣSат=0,81·23=18,63 мм.
На эту величину ΣSат накатывающие ролики предварительно смещали в аксиальном направлении вдоль оси детали в сторону, противоположную предстоящей аксиальной подаче роликов, и подавали ролики на вращающуюся деталь в тангенциальном направлении. Через 23 оборота с момента контакта роликов и детали, что соответствует окончанию тангенциальной подачи роликов, аксиальные перемещения были отработаны до совпадения торцов роликов и детали в одной плоскости. В этом положении ролики начинали контактировать с деталью по всей ширине L своей резьбовой части. При этом аксиальные перемещения Sа роликов непрерывно продолжались и после прекращения их тангенциальной подачи. Эти продолжающиеся аксиальные перемещения обеспечивали возможность накатывания резьб неограниченной длины с использованием тангенциальных резьбонакатных головок.
Использование предлагаемого способа накатывания резьб обеспечивает расширение технологических возможностей процесса накатывания резьб тангенциальными резьбонакатными головками, благодаря возможности обработки резьб, длина которых не ограничивается шириной накатывающих роликов, как это имеет место при использовании тангенциальных головок. При этом обеспечивается возможность управления величиной и направлением рабочей аксиальной подачи накатывающих роликов, посредством варьирования диаметром и, следовательно, углом наклона резьбы накатывающих роликов, что позволяет учитывать конкретные технологические условия осуществления процесса обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| Способ формирования резьб | 1985 |
|
SU1346314A1 |
| Тангенциальная резьбонакатная го-лОВКА | 1979 |
|
SU846018A1 |
| Резьбонакатная головка | 1981 |
|
SU963649A1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБ НА ДЕТАЛЯХ ГЛУБИННЫХ НАСОСОВ ДОБЫВАЮЩИХ СКВАЖИН | 1994 |
|
RU2071882C1 |
| Тангенциальная резъбоканатная головка | 1974 |
|
SU505479A1 |
| Устройство для накатывания внутренних резьб | 1974 |
|
SU506461A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
Способ включает поступательную подачу накатывающих роликов с винтовой резьбой относительно обрабатываемой детали при совместном согласованном вращении роликов, приводимых во вращение от вращающейся детали, и при параллельном расположении осей роликов и детали. Для расширения технологических возможностей накатывания резьб тангенциальными головками путем обеспечения накатывания резьб неограниченной длины накатывающие ролики подают на вращающуюся деталь одновременно в тангенциальном, по отношению к поверхности детали, и в аксиальном, вдоль оси детали, направлениях рабочей подачи. При этом в тангенциальном направлении накатывающие ролики подают до совпадения геометрических центров роликов и детали на одной прямой, после чего тангенциальную подачу роликов прекращают, а аксиальную их подачу продолжают до достижения на детали требуемой длины резьбы и окончания цикла накатывания, затем отводят накатывающие ролики в исходное положение. Тангенциальную подачу накатывающих роликов могут начинать из положения, при котором торцы роликов смещены в аксиальном направлении относительно торца детали на величину предстоящего аксиального перемещения роликов за период их тангенциальной подачи и в направлении, противоположном аксиальной подаче роликов. 1 з.п. ф-лы, 4 ил.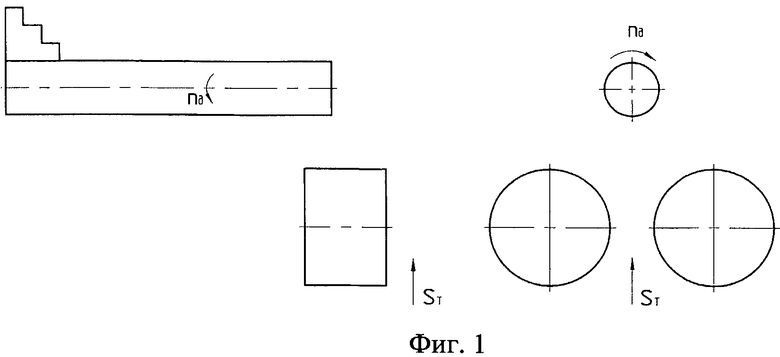
1. Способ накатывания резьб, включающий поступательную подачу накатывающих роликов с винтовой резьбой относительно обрабатываемой детали при совместном согласованном вращении роликов, приводимых во вращение от вращающейся детали, и при параллельном расположении осей роликов и детали, отличающийся тем, что накатывающие ролики подают на вращающуюся деталь одновременно в тангенциальном, по отношению к поверхности детали, и в аксиальном, вдоль оси детали, направлениях рабочей подачи, при этом в тангенциальном направлении накатывающие ролики подают до совпадения геометрических центров роликов и детали на одной прямой, после чего тангенциальную подачу роликов прекращают, а аксиальную их подачу продолжают до достижения на детали требуемой длины резьбы и окончания цикла накатывания, затем отводят накатывающие ролики в исходное положение.
2. Способ по п.1, отличающийся тем, что тангенциальную подачу накатывающих роликов начинают из положения, при котором торцы роликов смещены в аксиальном направлении относительно торца детали на величину предстоящего аксиального перемещения роликов за период их тангенциальной подачи и в направлении, противоположном аксиальной подаче роликов.
| ХОСТИКОЕВ М.З | |||
| Тангенциальные резьбонакатные головки | |||
| - М.: НИИМАШ, 1984, с.28, 29 | |||
| Тангенциальная резьбонакатная го-лОВКА | 1979 |
|
SU846018A1 |
| Тангенциальная резьбонакатная головка | 1986 |
|
SU1310085A1 |
| RU 2058847 C1, 27.04.1996 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

