Изобретение относится к изготовлению теплообменников, в частности к способам для сборки трубчатых теплообменников, в том числе для автомобильных двигателей.
Известен способ сборки трубчатых теплообменников, согласно которому трубы поштучно вводят в отверстия трубных решеток. А после ввода всего количества труб расстанавливают трубные решетки на свои места путем протягивания одной из секций вдоль пучка труб [1].
Известен также способ сборки трубчатых теплообменников, по которому трубы перед вводом в отверстия устанавливают с заданным горизонтальным шагом, с помощью направляющих, спрофилированных по форме трубного пучка, и осуществляют процесс вертикального ориентирования труб горизонтальными рядами последовательно в направлении от верхнего ряда к нижнему. После этого сталкивают на пучок труб перегородки и трубные доски и расстанавливают их по своим местам [2].
Недостатком данного известного способа является то, что для сталкивания перегородок на трубы и расстановки их по трубам между перегородками и трубами зазор увеличивают, что понижает качество теплообменников, так как перетоки теплоносителя в этих зазорах возрастают.
Кроме того, при расстановке перегородок в известном способе по пучку труб вследствие неточности изготовления перегородок и сборки теплообменника возникает деформация в конструкции. Далее, в известном способе для сборки необходимы правка труб, укладка пучка труб в направляющие и их выравнивание при укладке в пучок.
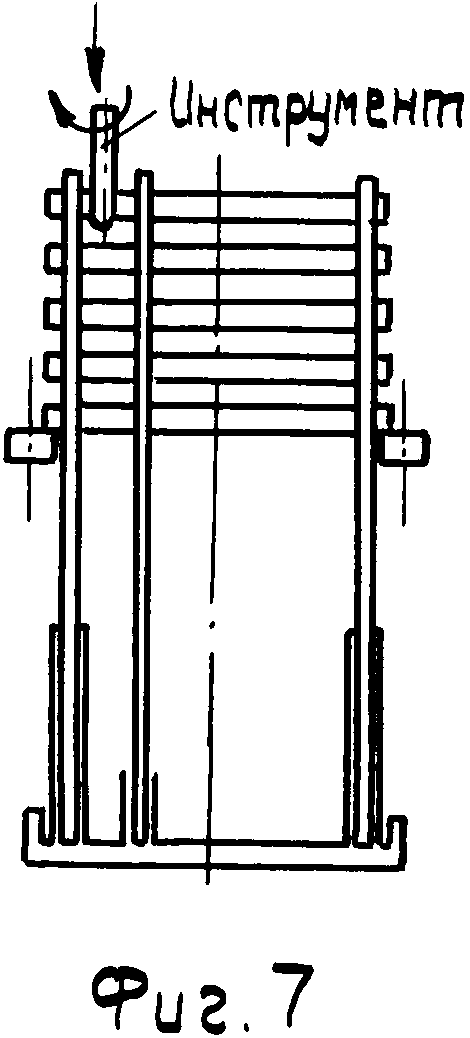
В новом способе сборки трубчатых теплообменников, осуществляемом путем формирования пакета перегородок и ввода труб в отверстия трубных перегородок, отверстия в пакете перегородок перед установкой в них теплообменных труб зенкеруют и развертывают за один проход инструментов. При расстановке перегородок по пучку труб их передвигают, увеличивая количество движущихся одновременно перегородок.
В предложенном способе зенкеровка и развертывание отверстий за один проход инструментов в пакете перегородок перед установкой в них теплообменных труб позволяет уменьшить зазоры между перегородками и трубами. Принудительный поток теплоносителя в этом случае в межтрубном пространстве между перегородками не нарушается за счет уменьшения перетока в зазорах. Следовательно, повышается качество теплообменников. Кроме того плавное увеличение количества расстанавливаемых перегородок по одной позволяет уменьшить деформации в конструкции и повысить качество сборки.
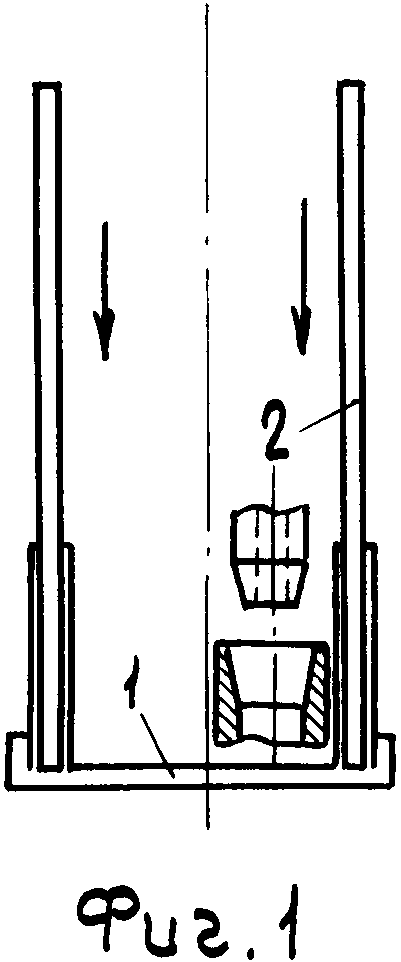
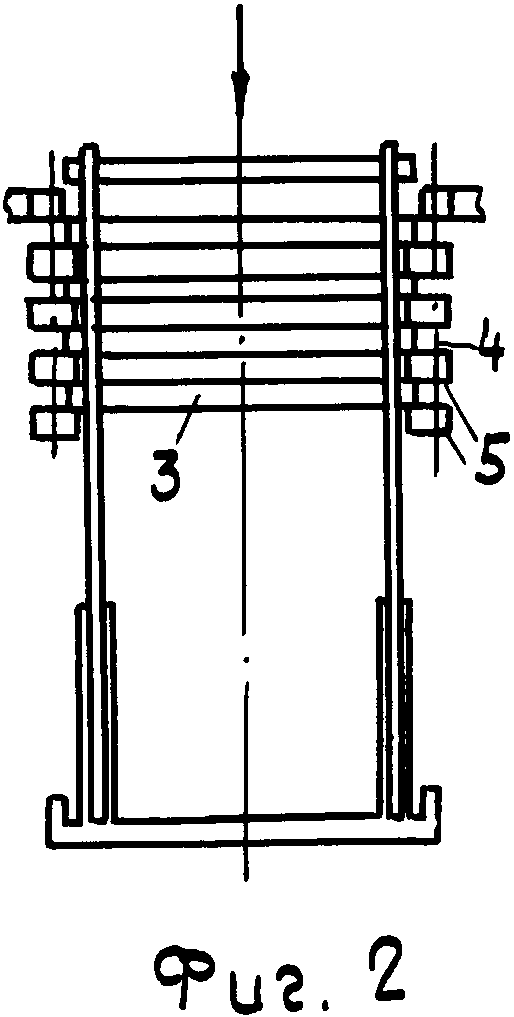
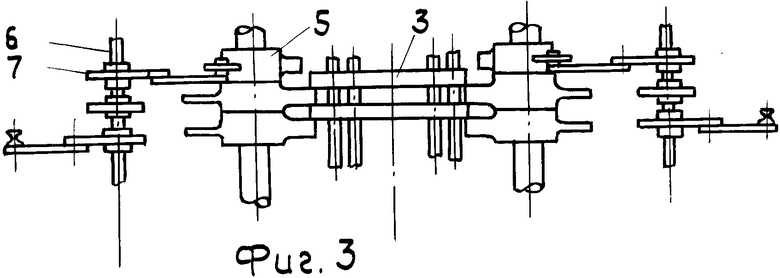
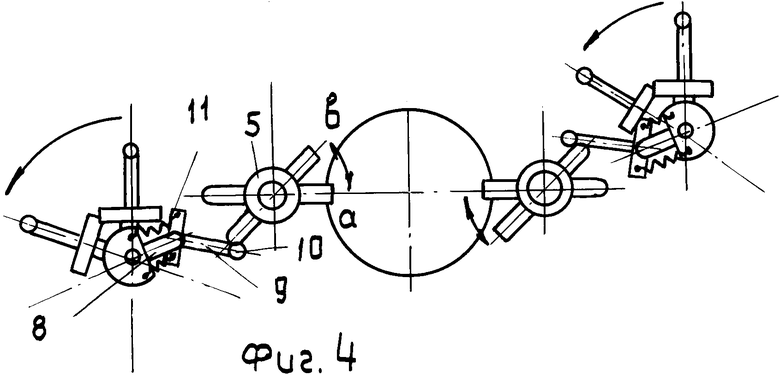
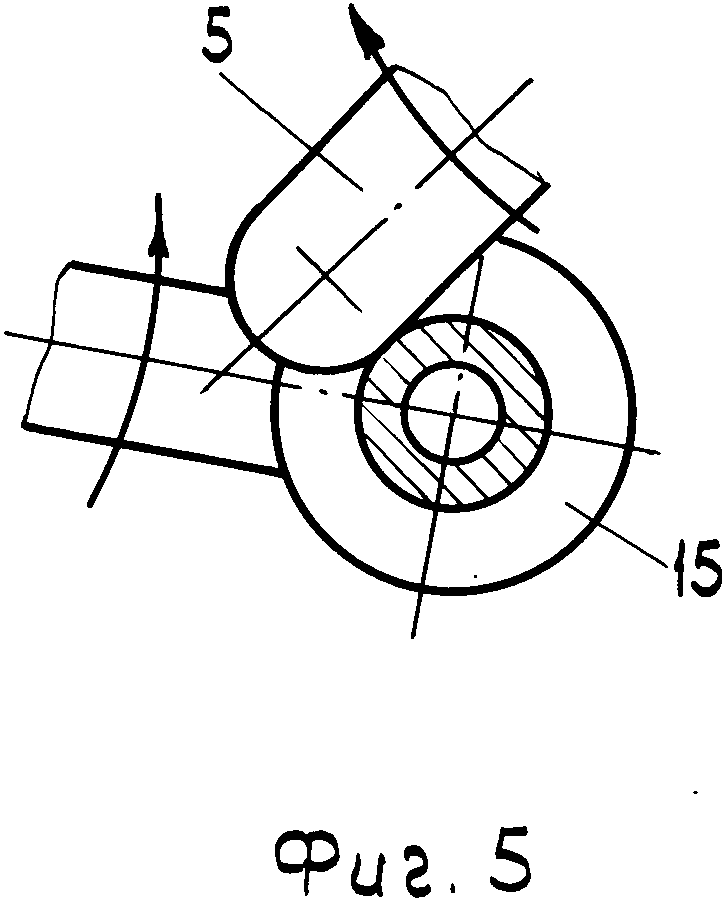
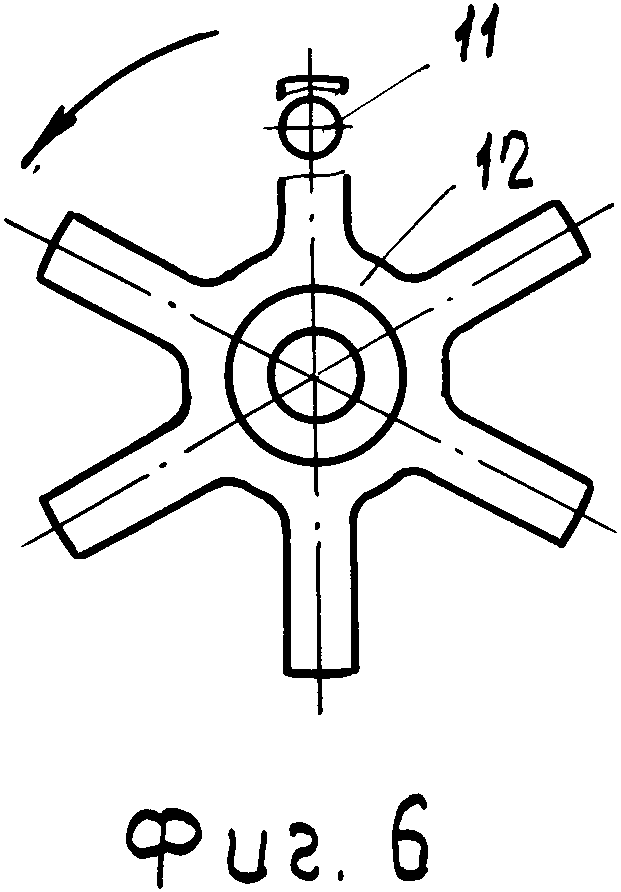
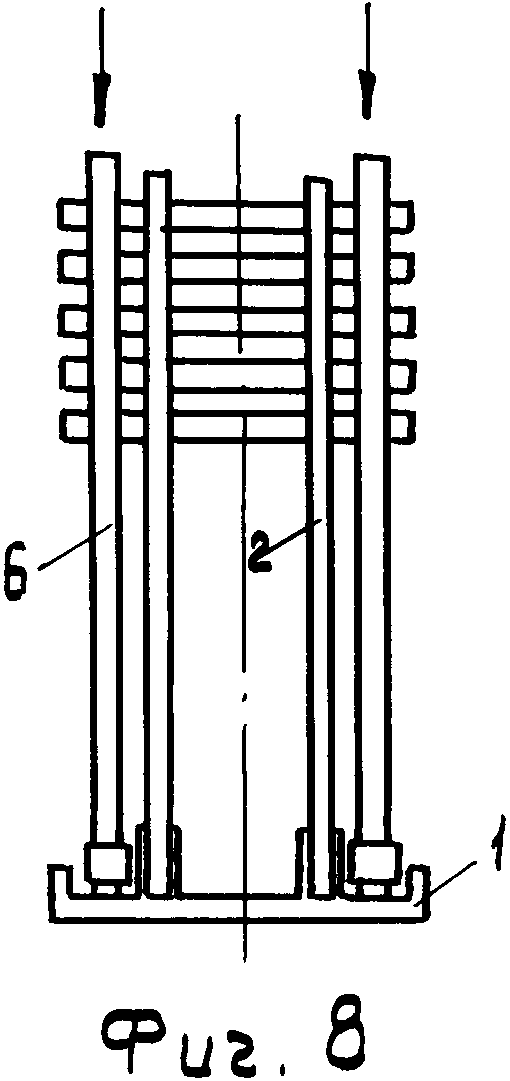
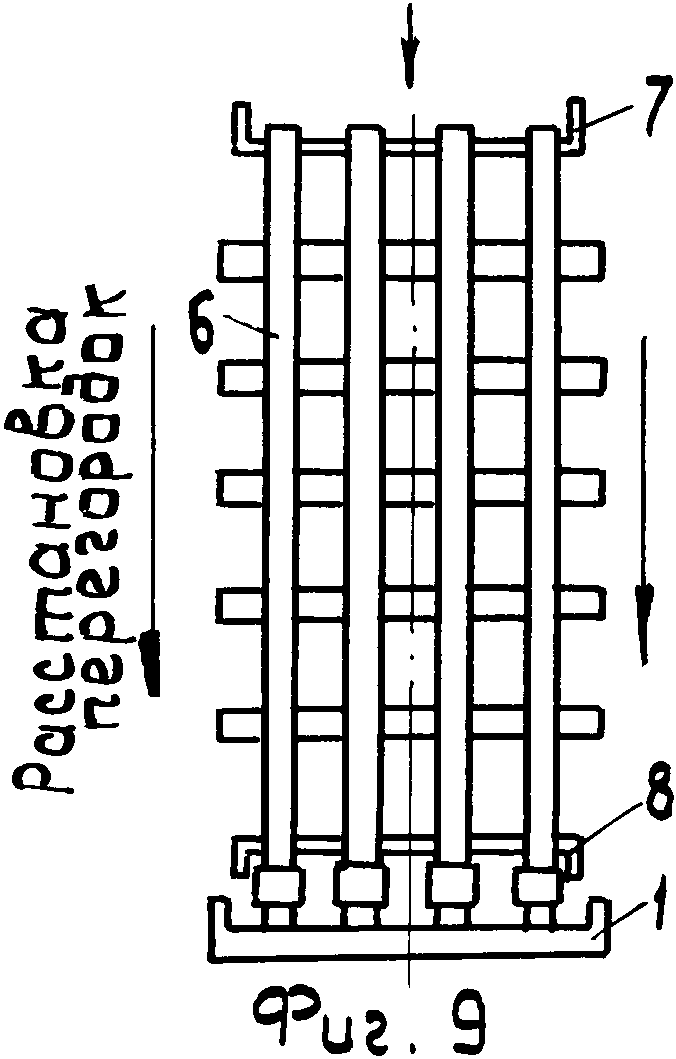
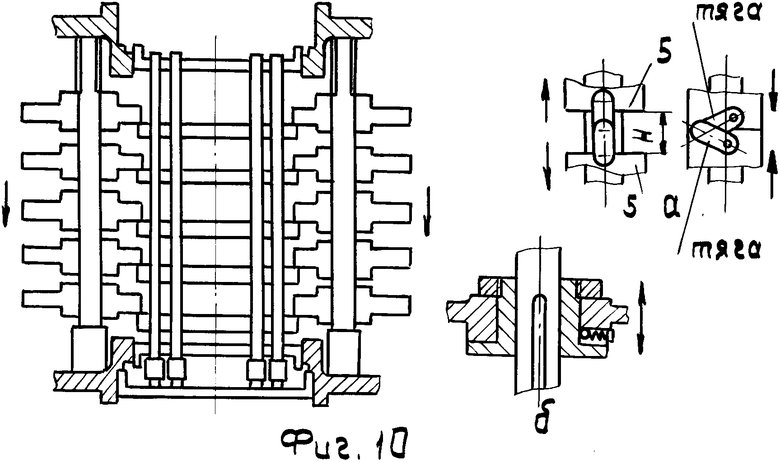
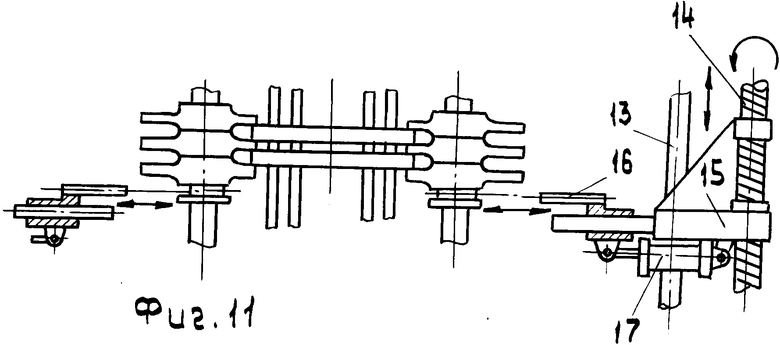
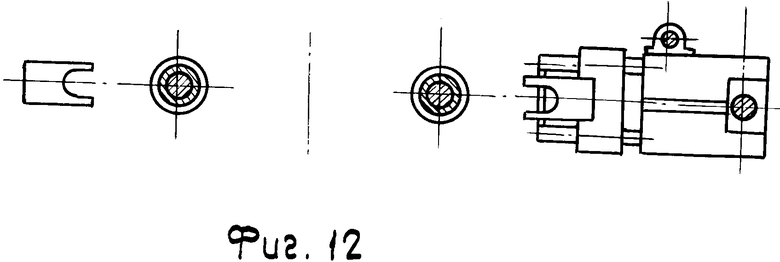
На фиг. 1 схематично показана установка двух опорных труб в крышку приспособления для сборки; на фиг.2 - установка перегородок; на фиг. 3 - схема устройства для поворота упоров; на фиг.4 - вид сверху на фиг.3; на фиг. 5 - дана схема взаимодействия ролика с упором; на фиг. 6 - взаимодействие флажка с датчиком; на фиг. 7 - зенкерование и развертывание отверстий под трубки; на фиг. 8 - установка теплообменных труб; на фиг. 9 - расстановка перегородок, установка досок; на фиг. 10 - узел фиксации перегородок; на фиг. 11 - узел раздвижения упоров; на фиг. 12 - вид сверху на фиг.11.
Способ сборки осуществляется следующим образом.
Опорные трубки 2 (минимум 2 штуки) устанавливают в крышку 1 приспособления для сборки (см. фиг.1). Далее на опорные трубки надевается, например роботом (не изображен) первая перегородка 3 до упора в поворачиваемые и передвигаемые относительно осей 4 упоры 5 (см.фиг.2). Затем точно также надевается вторая перегородка, третья и т.д. Основными узлами приспособления для сборки являются два устройства для поворота упоров 5 (см.фиг.3). На вертикальных осях 6 смонтированы на разной высоте диски 7, имеющие выступы 8, к которым шарнирно прикреплены рычаги 9, имеющие по два плеча. На конце рычага 9 находятся ролики 10. Рычаги 9 пружинами 11 связаны с диском 7. При вращении осей 6 от электропривода (не показан) ролик рычага соприкасается с соответствующим упором. Одна из пружин растягивается. Усилие, передаваемое роликом 10 на упор 5, плавно возрастает и он начинает поворачиваться из положения b в положение a на оси 4. Таким образом перегородка 3 фиксируется на опорных трубках. После поворота в положение "a" ролик 10 соскальзывает с упора 5. При дальнейшем повороте оси 6 срабатывает бесконтактный датчик 12 при взаимодействии с выступом флажка 13. Электродвигатель привода приспособления отключается и дается команда на работу робота, который устанавливает следующую перегородку, фиксируемую следующими упорами и так далее, пока не получится требуемый пакет из перегородок, между которыми находятся упоры 5. Далее зенкеруют и развертывают вертикальный ряд отверстий в пакете перегородок под теплообменные трубки за один проход инструментов (см.фиг.7), устанавливают в отверстия в пакете перегородок теплообменные трубки 14 (см. фиг. 8). Затем расстанавливают перегородки. Расстановку начинают с первой перегородки. Когда расстояние между движущейся первой перегородкой и неподвижной второй станет заданным, начинает двигаться вторая перегородка, затем третья и т.д., пока все перегородки за исключением последней не будут расстановлены (см. фиг.9). При помощи этого же приспособления перегородки, скользя по трубам, расстанавливают на расстоянии Н, соответствующее чертежу теплообменника (см.фиг.10). Первой вниз начинает движение нижняя перегородка 3 при перемещении упоров 5 приспособления. Упоры 5 связаны между собой двумя тягами (см.фиг.10, а) и одной шпонкой (см.фиг.10, б), при выпрямлении тяг в одну вертикальную линию начинает двигаться вниз следующая пара упоров 5, заставляя двигаться соответствующую перегородку и так далее, пока все перегородки не расстановятся. Затем придают собираемой конструкции горизонтальное положение, снимают крышку 1, устанавливают трубные доски 15, 16, вновь устанавливают крышку 1. Узел раздвижения упоров 5 (см.фиг. 11) имеет направляющие 17, по которым при помощи винта 18 перемещается каретка 19. Каретка 19 имеет две направляющие, по которым передвигается вилка 20 при помощи пневмоцилиндра 21 двойного действия. При подаче воздуха в бесштоковую полость пневмоцилиндра вилка 20 входит в выточку нижнего упора 5. Затем начинает вращаться от привода винт 18, каретка 19 перемещается сверху вниз и производит расстановку перегородок. В собранной конструкции развальцовывают концы труб и удаляют ее из приспособления для сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки теплоообменного трубногопучКА | 1979 |
|
SU804107A1 |
| Станок для сборки трубчатых теплообменников | 1977 |
|
SU657890A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2004 |
|
RU2266493C1 |
| Способ сборки трубчатых секций теплообменников и установка для его осуществления | 1982 |
|
SU1098741A1 |
| Теплообменник | 1989 |
|
SU1740945A1 |
| ТЕПЛООБМЕННИК | 2008 |
|
RU2386095C2 |
| Способ крепления труб в трубных досках теплообменника | 1985 |
|
SU1302130A1 |
| СПОСОБ СБОРКИ КОЖУХОТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2284889C1 |
| Устройство для одновременного уплотнения всех труб в трубной доске | 1981 |
|
SU963622A1 |
| КОЖУХОТРУБЧАТЫЙ ТЕПЛООБМЕННИК | 2001 |
|
RU2282808C2 |
Сущность изобретения: трубные перегородки формируют в пакет, зенкеруют и развертывают за один проход инструмента отверстия в полученном пакете, расстанавливают перегородки по пучку труб, при этом их передвигают, увеличивая количество движущихся одновременно перегородок, устанавливают трубные доски и развальцовывают концы труб. 12 ил.
СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА, включающий введение труб в отверстия трубных перегородок и досок и расстановку перегородок по пучку труб, отличающийся тем, что перед введением труб в отверстия перегородок, последние формируют в пакет, зенкеруют и развертывают за один проход инструмента отверстия в пакете перегородок, при расстановке перегородок по пучку труб их передвигают, увеличивая количество движущихся одновременно перегородок, после чего устанавливают трубные доски и развальцовывают концы труб.
| УСТРОЙСТВО для ИСПЫТАНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 0 |
|
SU342102A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
