(54) УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО УПЛОТНЕНИЯ ВСЕХ ТРУВ В ТРУБНОЙ ДОСКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Устройство для развальцовки труб | 1976 |
|
SU617127A1 |
| Устройство для развальцовки труб | 1977 |
|
SU659248A1 |
| Установка для развальцовки труб в коллекторах | 1980 |
|
SU891196A1 |
| Устройство для развальцовки труб в трубных досках | 1987 |
|
SU1433575A1 |
| Устройство для раздачи концов труб теплообменников | 1990 |
|
SU1776478A1 |
| УЗЕЛ КРЕПЛЕНИЯ ТРУБЫ В ТРУБНЫХ РЕШЕТКАХ | 1991 |
|
RU2005974C1 |
| СПОСОБ КРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ РАЗВАЛЬЦОВКОЙ | 2007 |
|
RU2360762C2 |
| Устройство для сборки труб с трубными досками | 1980 |
|
SU979055A1 |
| Устройство для развальцовки труб | 1980 |
|
SU944714A1 |
Изобретение относится к области обработки металлов давлением, в частности к оборудованию для напрессовки трубных досок и уплотнения труб в трубных досках методом пластического деформирования, и может &ать использовано при изготовлении радиаторов и других теплообменных уртройств.
Известно устройство для одновременного уплотнения всех труб в трубной доске, содержащее смонтированные на станине в корпусах две развальцовочные головки, установленные с возможностью возвратно-поступательного перемещения и несущие развальцовочные инструменты в виде кону- . сов 1 .
В процессе уплотнения (развальцовки) наибольшую нагрузку воспринимают более выступающие из трубной доски трубы, в результате чего имеет место неравномерное уплотнение (развальцовка) и разрывы концов тонкостенных труб, снижающие качество и надежность соединения. Кроме тогсз, конструкция устройства не позволяет производить уплотнение (развальцовку) труб в трубных секциях одновременно с двух сторон, снижая тем самым производительность устройства.
Целью изобретения является повышение качества развальцовки и увеличение производительности путем обеспечения возможности выполнения на одном устройстве операций напрессовки трубных досок на трубы и развальцовки труб в трубных досках.
Поставленная цель достигается тем, что устройство для одновременного
10 уплотнения всех труб в трубной доске, содержащем установленные в корпусах на станине с возможностью воз-. вратно-поступательного встречного перемещения две рабочие головки с раз15вальцовочными инструментами, каждая головка выполнена в виде блока цилиндров с общей рабочей полостью и закрепленных на их штоках разъемных державок с упругими проклёшкамй на
20 торцах, а развальцовочные инструменты установлены в державках на упомянутых упругих прокладках, при этом на обращенных один к другому торцах корпусов головок выполнены выступы
25 для установки трубных досок.
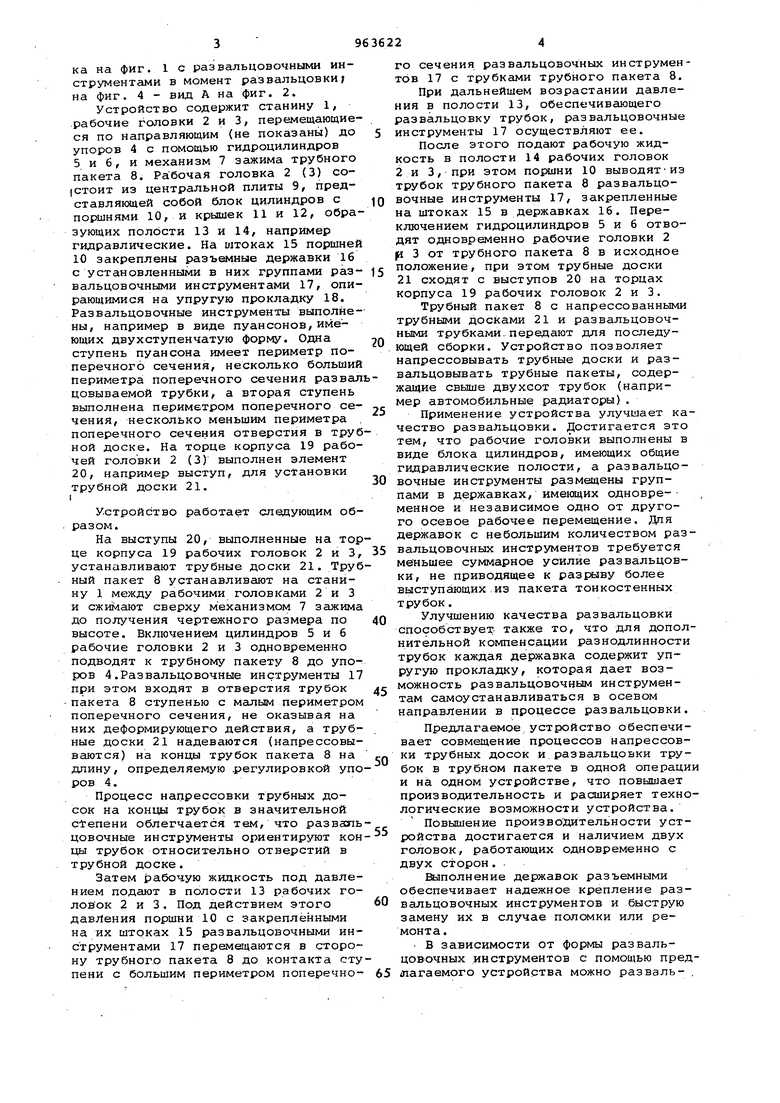
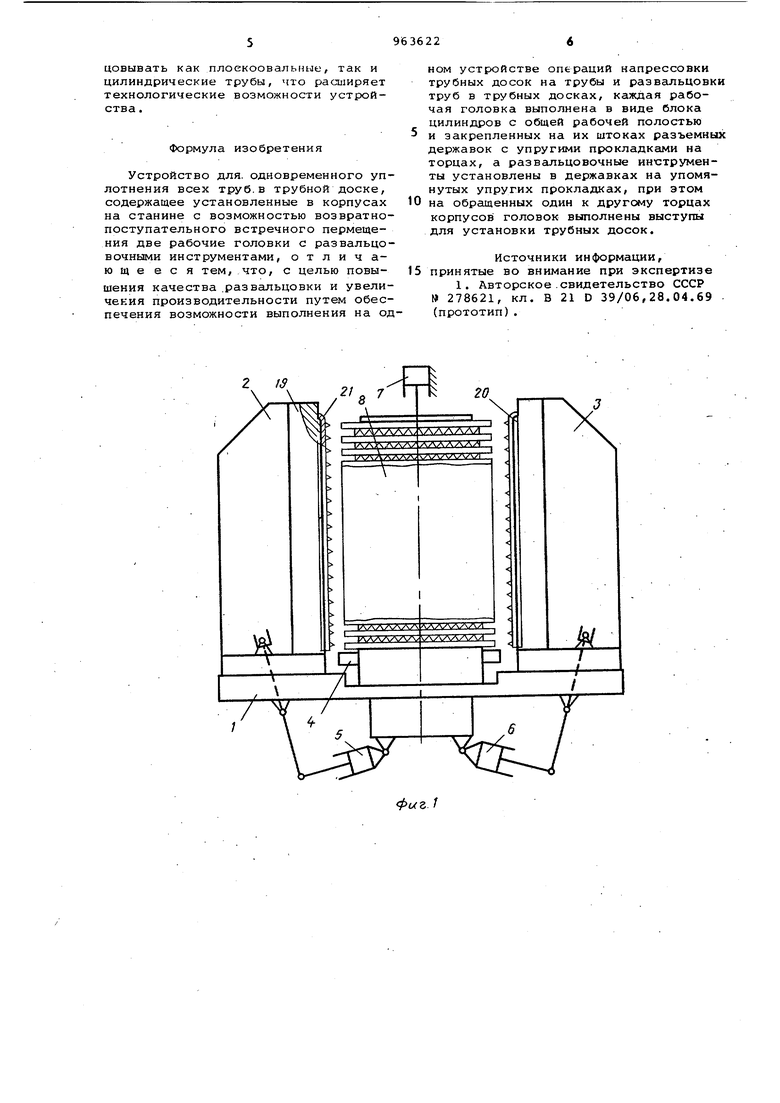
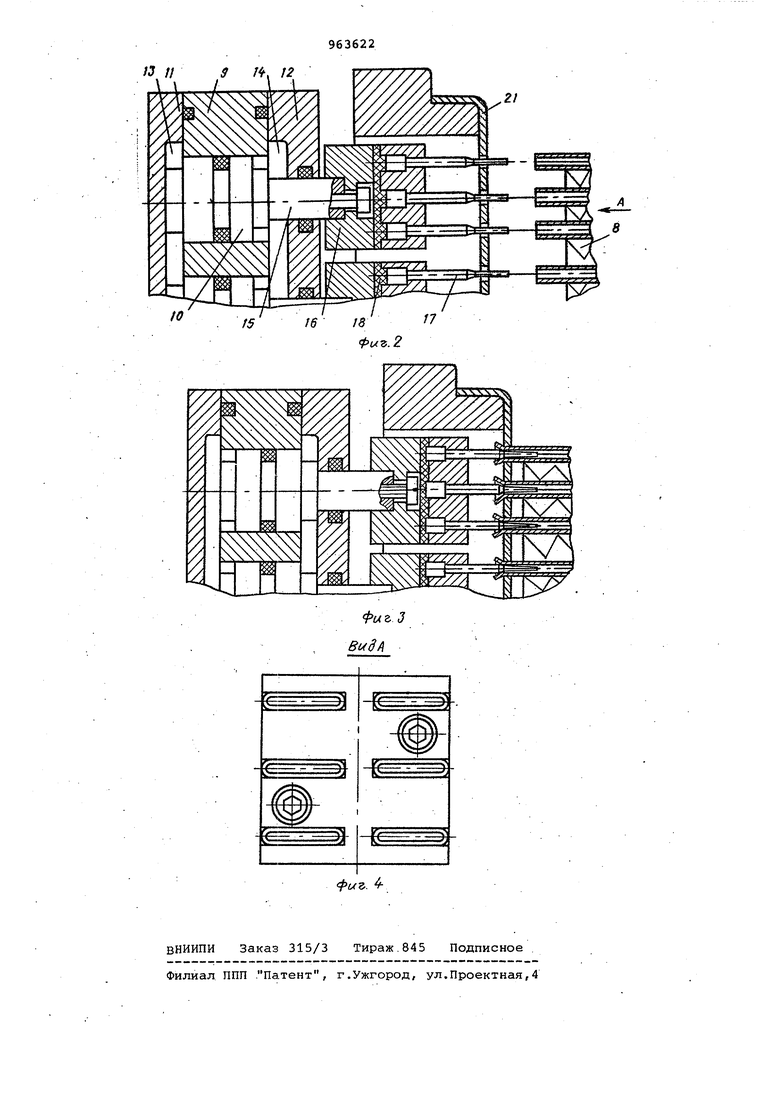
На фиг. 1 показано предлагаемое устройство, общий ВИД; на фиг. 2 рабочая головка на фиг. 1 с развальцовочными инструментами в исходном
30 положении; на фиг. 3 - рабочая головка на фиг. 1 с раз вальцовочными инструментами в момент развальцовкиf на фиг. 4 - вид А на фиг. 2. Устройство содержит станину 1; рабочие головки 2 и 3, перемещающие ся по направляющим (не показаны) до упоров 4 с помощью гидроцилиндров 5 и 6, и механизм 7 зажима трубного пакета 8. Рабочая головка 2 (3) со|стоит из центральной плиты 9, представляющей собой блок цилиндров с П01ЯЛНЯМИ 10, и крышек 11 и 12, обра зующих полости 13 и 14, например гидравлические. На штоках 15 поршней 10 закреплены разъемные державки 16 с установленными в них группами развальцовочными инструментами 17, опирающимися на упругую прокладку 18. Развальцовочные инструменты выполнены, например в виде пуансонов, имеющих двухступенчатую форму. Одна ступень пуансона имеет периметр поперечного сечения, несколько больший периметра поперечного сечения развал цовываемой трубки, а вторая ступень выполнена периметром поперечного сечения, несколько меньшим периметра поперечного сечения отверстия в труб ной доске. На торце корпуса 19 рабочей головки 2 (3) выполнен элемент 20, например выступ, для установки трубной доски 21. I Устройство работает следующим образом. На выступы 20, выполненные на тор це корпуса 19 рабочих головок 2 и 3, устанавливают трубные доски 21. Труб ный пакет 8 устанавливают на станину 1 между рабочими головками 2 и 3 и сжимают сверху механизмом 7 зажима до получения чертежного размера по высоте. Включением цилиндров 5 и 6 рабочие головки 2 и 3 одновременно подводят к трубному пакету 8 до упоров 4.Развальцовочные инструменты 17 при этом входят в отверстия трубок пакета 8 ступенью с малым периметром поперечного сечения, не оказывая на них деформирующего действия, а трубные доски 21 надеваются (напрессовываются) на концы трубок пакета 8 на длину, определяемую .регулировкой упо ров 4. Процесс напрессовки трубных досок на концы трубок в значительной степени облегчается тем, что разваэть цовочные инструменты ориентируют кон цы трубок относительно отверстий в трубной доске. Затем рабочую жидкость под давлением подают в полости 13 рабочих головок 2 и 3 . Под действием этого давления поршни 10 с закрепленными на их штоках 15 развальцоззочными инструментами 17 перемегцаются в сторону трубного пакета 8 до контакта сту пени с большим периметром поперечного сечения раз вальцовочных инструментов 17 с трубками трубного пакета 8. При дальнейшем возрастании давления в полости 13, обеспечивающего развальцовку трубок, раз вальцовочные инструменты 17 осуществляют ее. После этого подают рабочую жидкость в полости 14 рабочих головок 2 и 3, при этом поршни 10 выводятиз трубок трубного пакета 8 развальцовочные инструменты 17, закрепленные на штоках 15 в державках 16. Переключением гидроцилиндров 5 и 6 отводят одновременно рабочие головки 2 р 3 от трубного пакета 8 в исходное положение, при этом трубные доски 21 сходят с выступов 20 на торцах корпуса 19 рабочих головок 2 и 3. Трубный пакет 8 с напрессованными трубными досками 21 и развальцовочными трубками.передают для последующей сборки. Устройство позволяет напрессовывать трубные доски и развальцовывать трубные пакеты, содержащие свыше двухсот трубок (например автомобильные радиаторы). Применение, устройства улучшает качество развальцовки. Достигается это тем, что рабочие головки выполнены в виде блока цилиндров, имеющих общие гидравлические полости, а развальцовочные инструменты размещены группами в державках, имегацих одновре- менное и независимое одно от другого осевое рабочее перемещение. Дпя державок с небольшим количеством развальцовочных инструментов требуется меньшее суммарное усилие развальцовки, не приводящее к разрыву более выступающих.из пакета тонкостенных трубок. Улучшению качества развальцовки способствует- также то, что для дополнительной компенсации разнодлинности трубок каждая державка содержит упругую прокладку, которая дает возможность развальцовочным инструментам самоустанавливаться в осевом направлении в процессе развальцовки. Предлагаемое устройство обеспечивает соймещение процессов напрессовки трубных досок и развальцовки трубок в трубном пакете в одной операции и на одном устройстве, что повышаете производительность и расширяет технологические возможности устройства. Повышение производительности устройства достигается и наличием двух головок, работающих одновременно с двух сторон . Выполнение державок разъемными обеспечивает надежное крепление развальцовочных инструментов и быструю замену их в случае поломки или ремонта. В зависимости от формы развальцовочных инструментов с помощью предлагаемого устройства можно разваль- .
цовывать как плоекоовальные, так и цилиндрические трубы, что расширяет технологические возможности устройства .
Формула изобретения
Устройство для. одновременного уплотнения всех труб.в трубной доске, содержащее установленные в корпусах на станине с возможностью возвратнопоступательного встречного пермещения две рабочие головки с развальцовочными инструментами, отличающееся тем, что, с целью повышения качества .развальцовки и увеличения производительности путем обеспечения возможности выполнения на одном устройстве операций напрессовки трубных досок на трубы и развальцовки труб в трубных досках, каждая рабочая головка выполнена в виде блока цилиндров с общей рабочей полостью и закрепленных на их штоках разъемных державок с упругими прокладками на торцах, а развальцовочные инструменты установлены в державках на упомянутых упругих прокладках, при этом 0 на обращенных один к другому торцах корпусов головок выполнены выступы для установки трубных досок.
Источники информации, 5 принятые во внимание при экспертизе
(прототип).
а
7
n
