Изобретение относится к сборочному производству и может быть использовано в котлостроении при сборке трубчатых секций крупногабаритных теплообменников.
Известен способ сборки трубчатых секций теплообменников, заключающийся в жестком закреплении решеток секций относительно друг друга с заданным шагом, и последовательном протягивании труб через отверстия решеток 1.
Однако этот способ невозможно использовать при сборке крупногабаритных трубчатых секций, так как при установке решеток на значительном расстоянии из-за прогиба труб последние заклиниваются в отверстиях решеток.
Известен способ сборки трубчатых секций теплообменников, заключающийся в формировании трубного пучка, жестком закреплении одного конца трубного пучка, поштучной установке решеток на трубный пучок с одновременной поддержкой свободного конца трубного пучка и расстановке решеток на пучке с заданным шагом 2.
Однако этот способ недостаточно производителен, особенно при сборке крупногабаритных секций из-за поштучной установки решеток на трубный пучок и перемещения каждой по длине пучка.
Установка для осуществления известного способа содержит неподвижную опору для закрепления одного из концов трубного пучка, опоры с ячейками для поддержки свободного конца пучка и устройство для расстановки решеток на пучке, выполненное в виде откидных толкателей, закрепленных на горизонтально замкнутом конвейере и совмещенных каждый с опорой для поддержки свободного конца пучка.
Цель изобретения - повышение производительности при сборке крупногабаритных секций теплообменников.
Поставленная цель достигается тем, что в способе, включающем формирование трубного пучка секции, закрепление одного из концов трубного пучка, поддержку его свободного конца и расстановку решеток на трубном , пучке с заданным шагом, перед формированием трубного пучка формируют пакет решеток с минимальным зазором между решетками, после чего трубы устанавливают в пакет решеток, а размещение решеток на пучке осуществляют последовательной фиксацией крайней решетки пакета на трубном пучке и пере.мещением оставшегося пакета относительно зафиксированной решетки на заданный шаг.
В установке для осуществления данного способа, содержащей опоры с ячейками л. концов трубного пучка и устройство До1к расстановки решеток на трубном пучке, п(;г/1еднее выполнено в виде приводной те.1ежкн, установленной на основании с возможностью перемещения относительно одной из опор, закрепленным на тележке ложементом для пакета решеток и разъемных элементов для фиксации положения решеток, при этом вторая опора установлела на тележке параллельно ложементу и снабжена г установленными в ячейках с возможностью вращения роликами относительно горизонтальной оси.
Кроме того, опора может быть установлена на тележке с возможностью возвратнопоступательного перемещения относительно 0 ложемента.
Ролики установлены в опоре с возможностью регулирования их положения в вертикальном направлении.
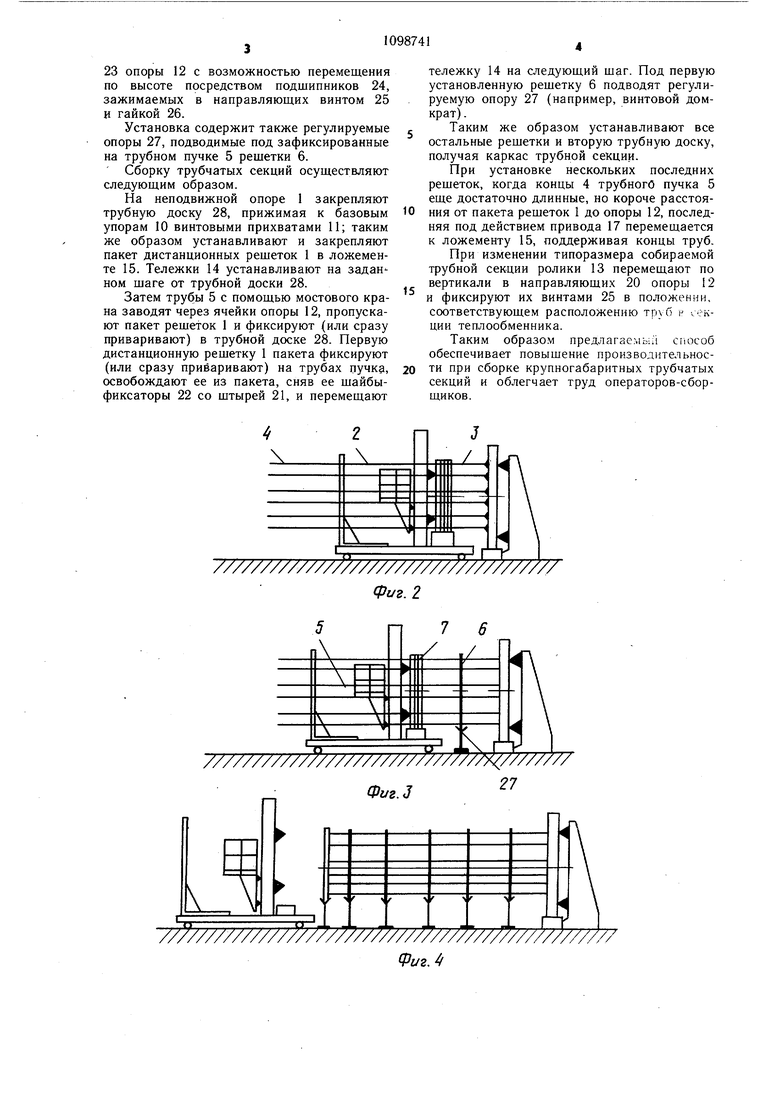
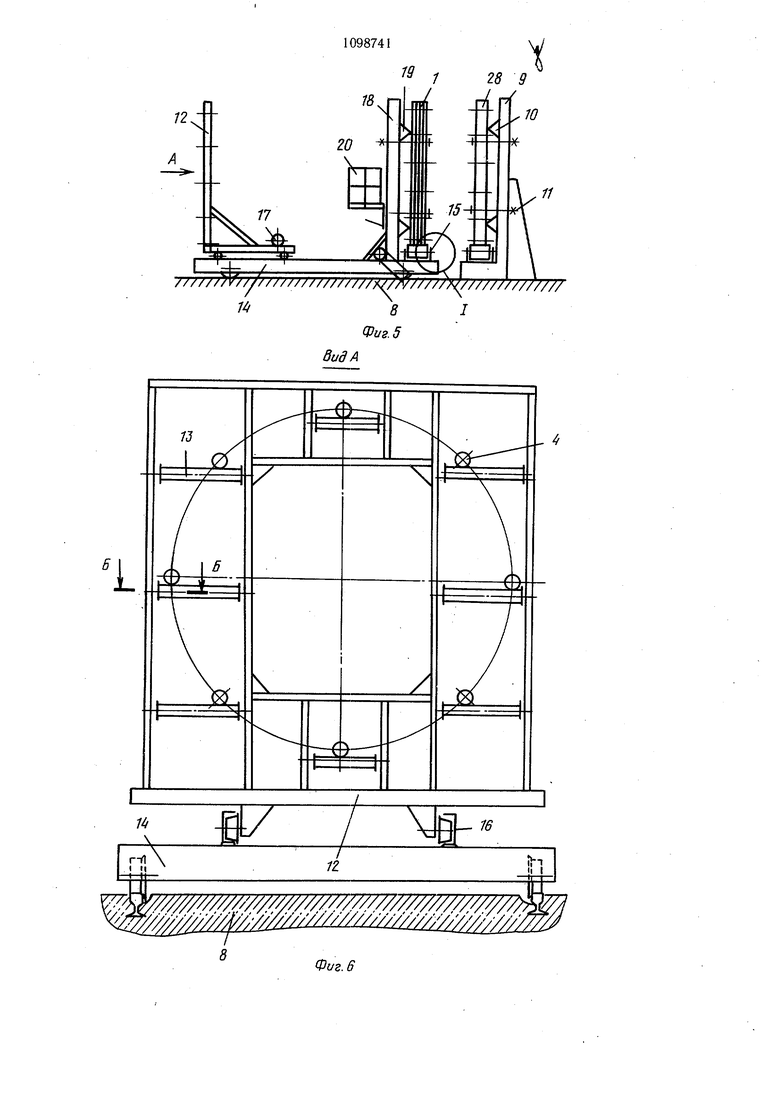
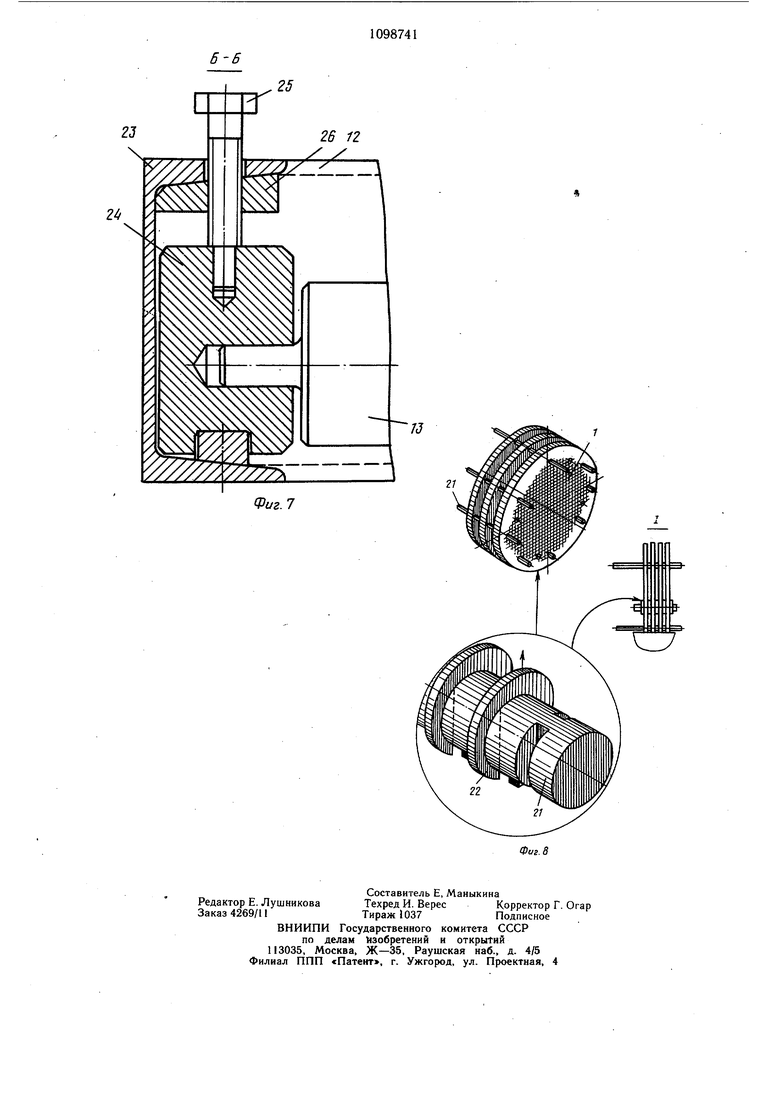
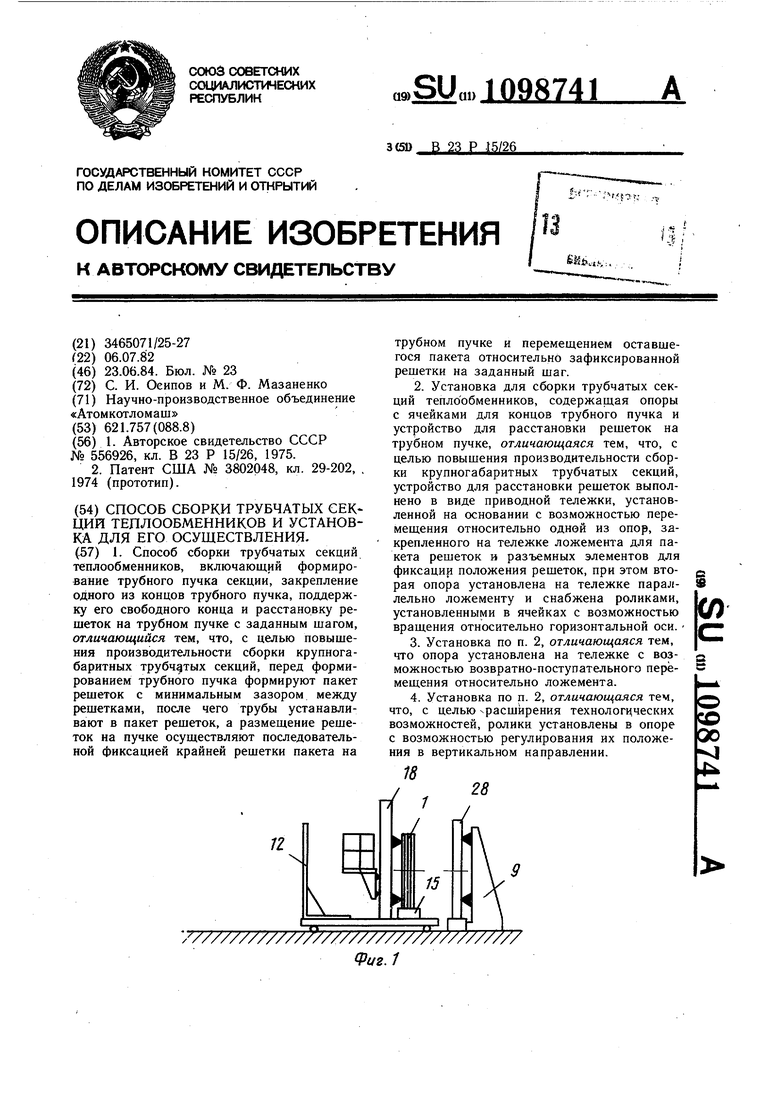
На фиг. 1-4 изображено последовательс ное осуществление способа; на фиг. 5 - установка для сборки, общий вид; на фиг. 6- вид А на фиг. 5; на фиг. 7 - разрез Б-Б на фиг. 6; на фиг. 8 - выносной элемент I на фиг. 1.
Способ осуществляют следующим об0 разом.
Формируют пакет решеток 1 секции с минимальным расстоянием между решетками и фиксируют его положение. Затем в отверстия пакета решеток устанавливают трубы 2. Один из концов 3 труб 2закрепляют неподвижно, а второй 4 свободно поддерживают в процессе дальнейшей сборки. После формирования полного трубного пучка 5 решетки 1 расставляют на нем с заданным шагОм, для чего последовательно фиксируют крайнюю решетку пакета 6 на пучке 5 и перемешают оставшийся пакет 7 на заданный шаг относительно зафиксированной решетки 6. В процессе расстановки решеток при несоосности их отверстий незакрепленные концы 4 труб могут свободно смешаться, исключая заклинивание решеток на трубах.
Установка для осушествления способа содержит установленные на основании 8 неподвижную опору, выполненную в виде стойки 9 с базовыми упорами 10 и винтовыми прихватами II, и опору 12 для размещения свободного конца 4 трубного пучка 5, выполненую в виде решетки с ячейками, в которых установлены ролики 13, свободно вращающиеся вокруг горизонтальной оси. Установка содержит устройство расстановки решеток 1 на пучке 5 с заданным шагом, выполненное в виде приводной тележки 14, на которой закреплен ложемент 15 для пакета решеток 1.
В направляющих 16 тележки 14 установлена опора 12, перемещающаяся относительQ но тележки от привода 17. -.
В ложемент 15 входит стойка 18 с базирующими элементами 19, на которой с.монтирована кабина 20 оператора. Устройство для расстановки решеток 1 содержит также разъемные фиксирующие элементы, выпол5 ненные в виде пальцев 21, входящих в отверстия решеток I и съемных шайб 22, устанавливаемых между решетками 1. Ролики 13 установлены в вертикальных направляющих 23 опоры 12 с возможностью перемещения по высоте посредством подшипннков 24, зажимаемых в направляющих винтом 25 и гайкой 26. Установка содержит также регулируемые опоры 27, подводимые под зафиксированные на трубном пучке 5 решетки 6. Сборку трубчатых секций осуществляют следующим образом. На неподвижной опоре 1 закрепляют трубную доску 28, прижимая к базовым упорам 10 винтовыми прихватами 11; таким же образом устанавливают и закрепляют пакет дистанционных рещеток 1 в ложементе 15. Тележки 14 устанавливают на задан ном щаге от трубной доски 28. Затем трубы 5 с помощью мостового крана заводят через ячейки опоры 12, пропускают пакет решеток 1 и фиксируют (или сразу приваривают) в трубной доске 28. Первую дистанционную рещетку 1 пакета фиксируют (или сразу приваривают) на трубах пучка, освобождают ее из пакета, сняв ее шайбыфиксаторы 22 со штырей 21, и перемещают тележку 14 на следующий шаг. Под первую установленную решетку б подводят регулируемую опору 27 (например, винтовой домкрат) . Таким же образом устанавливают все остальные решетки и вторую трубную доску, получая каркас трубной секции. При установке нескольких последних решеток, когда концы 4 трубногО пучка 5 еще достаточно длинные, но короче расстояния от пакета решеток 1 до опоры 12, последняя под действием привода 17 перемещается к ложементу 15, поддерживая концы труб. При изменении типоразмера собираемой трубной секции ролики 13 перемещают по вертикали в направляющих 20 опоры 12 и фиксируют их винтами 25 в положении. соответствующем расположению труб Р veKции теплообменника. Таким образом предлагаемь1Й способ обеспечивает повышение производительности при сборке крупногабаритных трубчатых секций и облегчает труд операторов-сборщиков.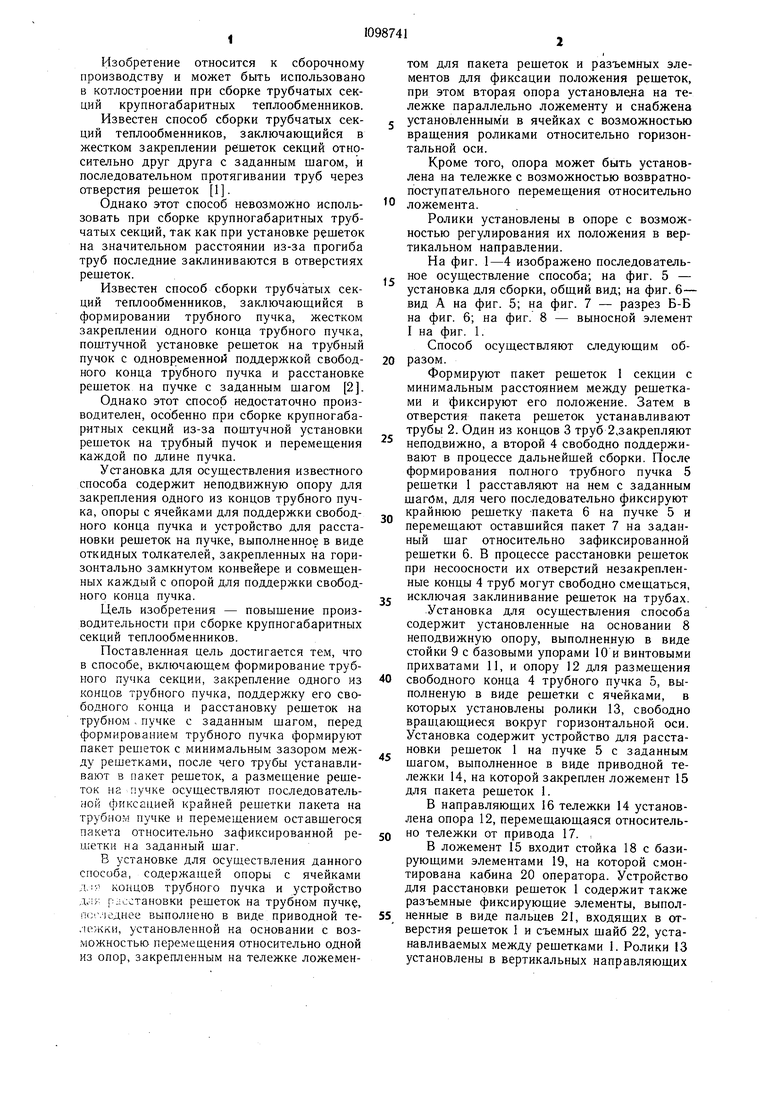
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА | 1992 |
|
RU2019377C1 |
| СПОСОБ СБОРКИ КОЖУХОТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2284889C1 |
| Способ изготовления многослойного змеевикового теплообменника | 2019 |
|
RU2730779C1 |
| Способ сборки теплоообменного трубногопучКА | 1979 |
|
SU804107A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО АППАРАТА, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО БЛОКА АППАРАТА (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНЫХ И/ИЛИ ВЕРХНЕГО ТЕПЛООБМЕННОГО БЛОКА АППАРАТА, СПОСОБ ИЗГОТОВЛЕНИЯ НИЖНЕГО ТЕПЛООБМЕННОГО БЛОКА АППАРАТА, СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ПОДВОДА ИЛИ КОЛЛЕКТОРА ОТВОДА ВОЗДУХА ТЕПЛООБМЕННОГО БЛОКА АППАРАТА, ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННЫХ БЛОКОВ АППАРАТА, СТАПЕЛЬ ДЛЯ СБОРКИ ТЕПЛООБМЕННОГО БЛОКА АППАРАТА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ХРАНЕНИЯ ПРЕИМУЩЕСТВЕННО ЧЕТЫРЕХВЕТВЕВЫХ ИЗОГНУТЫХ ТРУБ АППАРАТА (ВАРИАНТЫ) | 2004 |
|
RU2344916C2 |
| ТРУБНАЯ ДОСКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2044992C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО АППАРАТА, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО БЛОКА ТЕПЛООБМЕННОГО АППАРАТА (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНЫХ И/ИЛИ ВЕРХНЕГО ТЕПЛООБМЕННЫХ БЛОКОВ ТЕПЛООБМЕННОГО АППАРАТА И СПОСОБ ИЗГОТОВЛЕНИЯ НИЖНЕГО ТЕПЛООБМЕННОГО БЛОКА ТЕПЛООБМЕННОГО АППАРАТА | 2004 |
|
RU2342239C2 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2014 |
|
RU2568224C1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 2014 |
|
RU2574532C1 |
////////////////////////
фиг. 2
7 6
//
Фиг.З
ГТ
Фи2.4
1098741
72
/ 1
л //г/////л //////////////
вI
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для сборки трубчатых секций теплообменников | 1975 |
|
SU556926A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3802048, кл | |||
| Солесос | 1922 |
|
SU29A1 |
