Изобретение относится к сборочному производству, в частности к производству ядерной техники и предназначается для использования при производстве активных зон энергетических ядерных реакторов.
Известен способ соединения чехла тепловыделяющей сборки с концевой деталью, включающий выполнение в концевой детали резьбового отверстия с посадочным местом, выполнение в чехле отверстия и посадочного места под потайную головку винта, установку концевой детали в чехол, центрирование отверстий в детали и чехле, закрепление концевой детали в чехле установкой в их отверстие винтов с потайной головкой, центрирование отверстий с формообразующим пуансоном, имеющим внутри сквозной канал при помощи направляющего стержня, входящего в отверстие и канал пуансона.
Недостатки известного способа заключаются в следующем: т.к. в качестве оснастки для формовки в чехле посадочных мест под головки винтов используется штамп, устанавливаемый на стандартном прессовом оборудовании, то не обеспечивается точность совпадения пуансона и штампа и посадочного места в концевой детали, что приводит к появлению зазоров и возможности разрушения соединений от вибраций во время работы аппарата;
ненадежность соединения, т.к. от вибраций во время работы винты отворачиваются ввиду отсутствия их контровки.
Техническим результатом изобретения является повышение надежности соединения и снижение металлоемкости конструкции.
Указанный технический результат достигается тем, что в способе соединения чехла тепловыделяющей сборки с концевой деталью, включающей выполнение в концевой детали резьбового отверстия с посадочным местом, выполнение в чехле отверстия и посадочного места под потайную головку винта, установку концевой детали в чехол, центрировании отверстий в детали и чехле, закрепление концевой детали в чехле установкой в их отверстие винтов с потайной головкой, выполнение в чехле посадочного места под потайную головку винта осуществляют пластическим деформированием формообразующим пуансоном после центрирования отверстий в детали и чехле с формообразующим пуансоном, при этом в чехле выполняют дополнительное отверстие, через которое производят контровку винта после его установки в отверстия сваркой к концевой детали.
Часть дополнительного отверстия располагают на посадочном месте под потайную головку винта в чехле и часть на плоскости грани чехла, ибо при выполнении дополнительного отверстия в чехле, соединенного с основным, появляется нестабильность процесса формовки посадочного места под головку винта в чехле из-за наличия разрыва в концевом конусе посадочного места под головку винта, т.к. появляется неравномерность воздействия реактивных сил на пуансон, которая в свою очередь создает изгибающий момент на направляющем стержне пуансона. Изгиб рабочего стержня приводит к потере точности движения пуансона и, в худшем случае, возможна поломка стержня.
Для устранения этого недостатка в частном случае, согласно изобретению, выполнение посадочного места под потайную головку винта осуществляют в два перехода, на первом - на глубину, позволяющую установить концевую деталь в чехол, а на втором - на полную глубину после установки концевой детали в чехол.
В результате после установки концевой детали в чехол и направляющего стержня, установленного в формообразующем пуансоне, несмотря на наличие в отверстии чехла разрыва, распределение усилий по периметру пуансона, особенно в начальный момент формовки, становится более равномерным и уменьшается по абсолютному значению.
Согласно изобретению в частном случае, часть дополнительного отверстия можно выполнить на посадочном месте под потайную головку винта в чехле и часть на плоскости грани чехла, т.е. между двумя отверстиями в этом случае будет перемычка, которая устранит неравномерность воздействия реактивных сил на пунсон и тем самым направляющий стержень не будет изгибаться. В этом случае отпадает и необходимость в двухэтапном выполнении посадочного места в чехле.
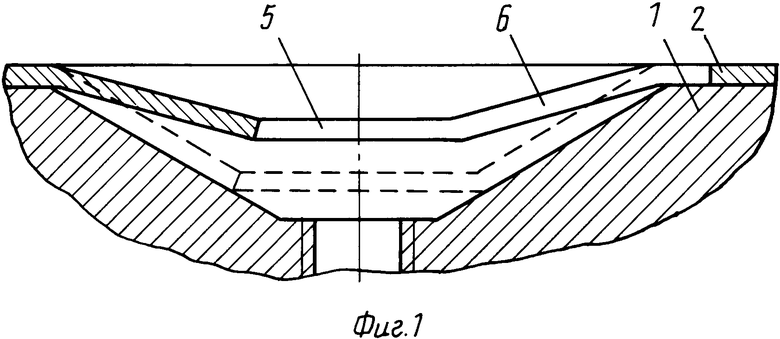
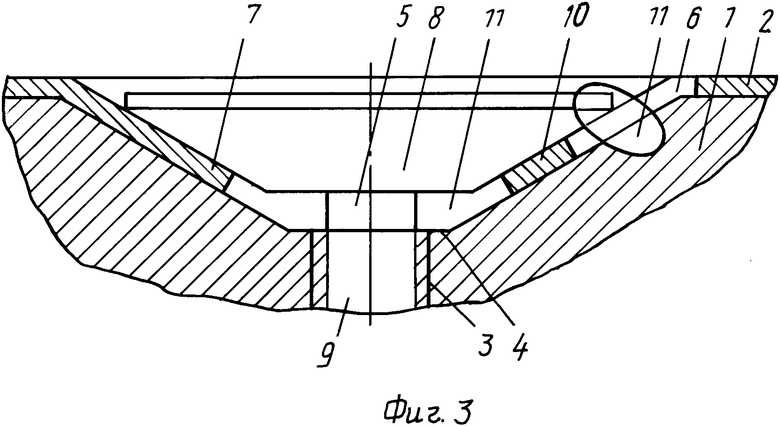
На фиг.1 - концевая деталь, установленная в чехол с посадочными местами под головку винта после первого этапа формования; на фиг.2 - то же, вид сверху; на фиг.3 - концевая деталь, установленная в чехол, в котором между основным и дополнительным отверстиями есть перемычка, после формования посадочного места в чехле; на фиг.4 - то же, вид сверху.
Способ соединения концевой детали 1 с чехлом 2 осуществляют следующим образом. В концевой детали 1 выполняют резьбовое отверстие 3 с посадочным местом 4. В чехле 2 выполняют отверстие 5 и дополнительное отверстие 6. Дополнительное отверстие 6 может быть соединено с основным отверстием 5, как показано на фиг.1 и 2. Перед формовкой посадочного места 7 в чехле 2 осуществляют центрирование отверстия 3 в концевой детали 1 и отверстия 5 в чехле 2. Центрирование осуществляют, например, с помощью направляющего стержня, входящего в конструкцию формообразующего пуансона, применяемого при выполнении посадочного места 7. Центрирование отверстий в чехле и концевой детали с формообразующим пуансоном позволяет изготовить соосные отверстия и посадочное место в чехле и исключить возникновение зазоров в соединении. Выполнение дополнительного отверстия в чехле 2 необходимо для контровки винта после его установки. После того, как осуществили центрирование отверстий 3 и 5 с формообразующим пуансоном, последний по мере перемещения формует посадочное гнездо 7 под потайную головку 8 винта 9 за два перехода. Когда основное 5 и дополнительное 6 отверстия соединены, на первом из них формообразующий пуансон формует в чехле чашу, глубиной, позволяющей установить концевую деталь 1 в чехол 2 (см.фиг.1), а на втором - на полную глубину, когда чехол 2 плотно прилегает к дну концевой детали 1. Если между отверстиями 5 и 6 есть перемычка 10, то формообразование посадочного места осуществляют за один переход. После того, как формообразовали посадочное место 7, осуществляют установку в отверстия 3 и 5 винта 9 с потайной головкой 8, которую через дополнительное отверстие 6 контрят, например, сваркой 11 с концевой деталью, что исключает отвинчивание его при вибрациях.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1994 |
|
RU2092914C1 |
| Способ соединения чехла тепловыделяющей сборки с концевой деталью | 1990 |
|
SU1789326A1 |
| Устройство для выполнения в чехле тепловыделяющей сборки посадочного места под потайную головку винта | 1990 |
|
SU1789327A1 |
| СПОСОБ СОЕДИНЕНИЯ ЧЕХЛА ТВС С КОНЦЕВОЙ ДЕТАЛЬЮ | 1998 |
|
RU2141136C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1998 |
|
RU2133511C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2542324C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2208252C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2143755C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2001 |
|
RU2215632C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1990 |
|
RU1785370C |


Использование: сборочное производство. Сущность изобретения: посадочное место под потайную головку винта выполняют пластическим деформированием формообразующим пуансоном после центрирования отверстий в детали и чехле с формообразующим пуансоном, в чехле выполняют дополнительное отверстие, через которое производят контровку винта после его установки в резьбовое отверстие сваркой к концевой детали. Часть дополнительного отверстия располагают на посадочном месте под потайную головку винта в чехле и часть на плоскости грани чехла. Посадочное место под потайную головку винта выполняют в два перехода, на первом - на глубину, позволяющую установить концевую деталь в чехол, а на втором - на полную глубину после установки концевой детали в чехол, при этом дополнительное отверстие соединяют с основным. 2 з.п. ф-лы, 4 ил.
| Способ обогащения руд | 1915 |
|
SU440A1 |
