Изобретение относится к способу изготовления предметов из пластмассы в оболочковых формах.
До настоящего времени крупногабаритные предметы из пластмассы, как правило, изготавливали только вручную и в открытых формах, как, например, детали вагонных корпусов, баки, корпуса лодок и каноэ и т.д. При этом применяют пластмассу с волоконным армированием и, в частности, полиэфирную пластмассу, армированную стекловолокном. Армирующее волокно вместе с пластмассой слоями наносят на открытую форму, затем пластмассу впрессовывают в армирующее волокно с помощью соответствующих инструментов, при этом смачиваются армирующие волокна и удаляется воздух, оставшийся в слое во время формирования. При использовании отрезков армирующих волокон пластмассу можно под давлением напылять вместе с армирующими волокнами, пока не будет получен слой достаточной толщины.
Однако применение подобных открытых форм для изготовления предметов из пластмассы имеет недостатки, связанные с загрязнением окружающей среды и опасностью для здоровья в связи с тем, что столь вредные вещества, как стирол при использовании полиэфирных пластмасс свободно подается в процессе затвердения и может смешиваться с воздухом в рабочем помещении, из-за чего возникает необходимость в вентиляции подобных рабочих помещений. В результате возникают значительные затраты, связанные не только с вентиляцией, но и с обогревом помещения из-за сильного теплообмена с воздухом в ходе неизбежной вентиляции.
Перечисленные недостатки можно устранить, изготавливая предметы из пластмасс в полностью закрытых пресс-формах, откуда легко отводить вредные газы с тем, чтобы не загрязнять воздух в рабочем помещении. Как правило, закрытые пресс-формы состоят из двух частей, образующих единый блок, между ними находится зона формообразования, где и происходит получение формуемого предмета. Как правило, пластмасса подается в матрицу, заполняет ее и затем подвергается действию формообразующего давления за счет введения в матрицу пуансона. Также можно прессовать пластмассу в закрытой пресс-форме либо нагнетать пластмассу в зону формообразования пресс-формы.
Но при получении в закрытых пресс-формах оболочкового типа изделий требуется приложение сравнительно больших давлений, в связи с чем пресс-форма должна обеспечивать очень большую стабильность наряду с высоким качеством отделки поверхностей формообразования, по этой причине подобные пресс-формы изготавливают из стали. Однако изготовление таких пресс-форм оказывается весьма сложным, из-за чего они становятся слишком дорогими при производстве малых партий либо при производстве очень больших предметов типа корпусов лодок, каноэ, яликов, деталей вагонных корпусов, баков и т.д.
Известен способ изготовления крупногабаритных полых изделий из реактопластов путем прессования, при котором в покрытую воском формующую полость помещают армирующий материал и пластмассу, осуществляют формование изделия и отверждение.
Целью предлагаемого способа является повышение эффективности процесса изготовления изделия и улучшение условий его проведения.
Поставленная цель достигается тем, что в способе изготовления крупногабаритных полых изделий из реактопластов путем прессования, при котором в покрытую воском формующую полость помещают армирующий материал и пластмассу, осуществляют формование изделия и отверждение, формующую полость образуют повторяющими геометрию формующих поверхностей пресса тонкостенными обкладками, образующими кассету, при этом формующий материал помещают непосредственно на одну из обкладок, затем либо подают пластмассу, закрывают другой обкладкой, помещают кассету в пресс и под действием давления осуществляют прессование, либо при установленной в прессе кассете осуществляют расплавление пластмассы в формующую полость с последующим формованием.
Кроме того, одну из формующих поверхностей покрытых воском обкладок снабжают гелиевым слоем, температуру кассеты повышают за счет теплопередачи от элементов, образующих формующую полость пресса, кассету удаляют из пресса до того, как пластмасса достаточно отвердеет, чтобы окончательное отверждение происходило вне пресса, температуру помещенной в пресс кассеты устанавливают ниже температуры элементов, образующих формующую полость пресса, разность температур между кассетой и элементами, образующими формующую полость пресса, выбирают в зависимости от толщины обкладок кассеты.
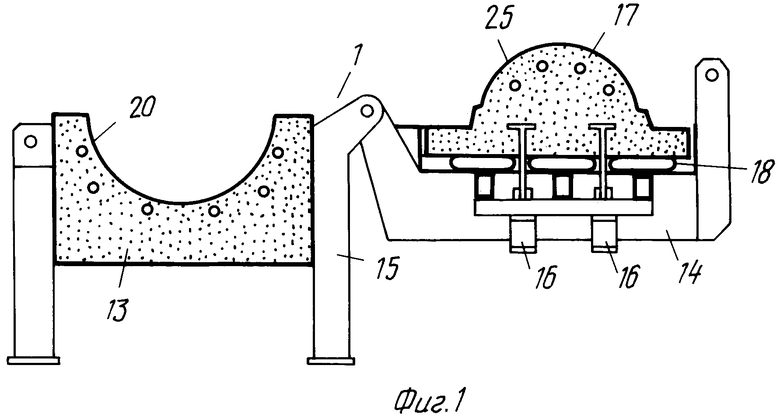
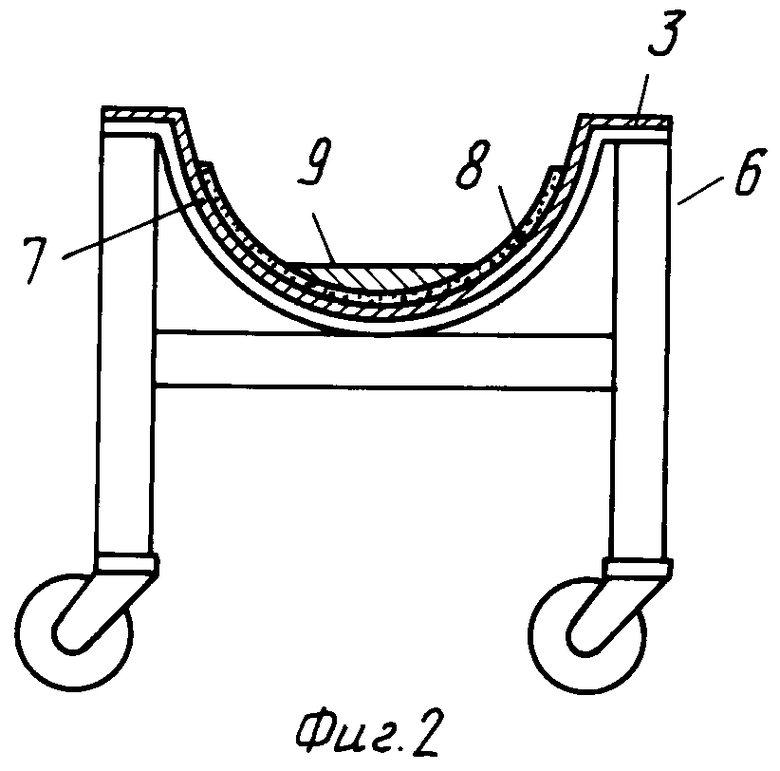
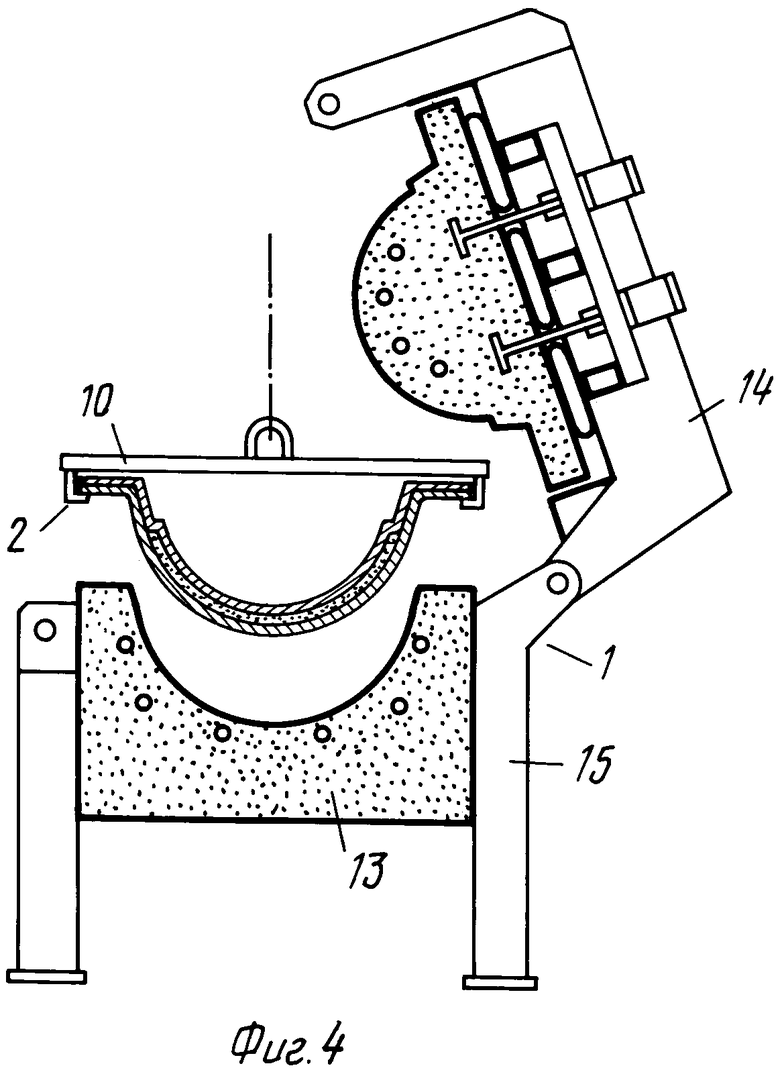
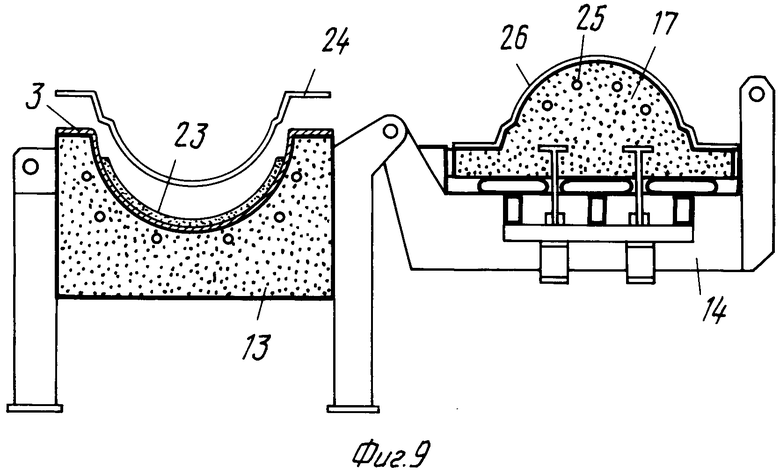
На фиг. 1 показан раскрытый пресс для изготовления из пластмассы изделий с помощью оболочковых форм, поперечное сечение; на фиг. 2 и 3 - кассетная тележка, используемая для изготовления кассеты, действующая как форма, поперечное сечение; на фиг. 4 - установка готовой формовой кассеты в пресс; на фиг. 5 - пресс с установленной туда кассетой в закрытом положении без приложения формующего давления, поперечное сечение; на фиг. 6 - пресс, снабженный кассетами с приложением давления, поперечное сечение; на фиг. 7 - вариант способа, поперечное сечение; фиг. 8 и 9 служат иллюстрацией к изготовлению нижней и верхней частей соответственно.
При описании вариантов реализации способа предполагается, что изготавливаются удлиненные предметы с V-образным поперечным сечением.
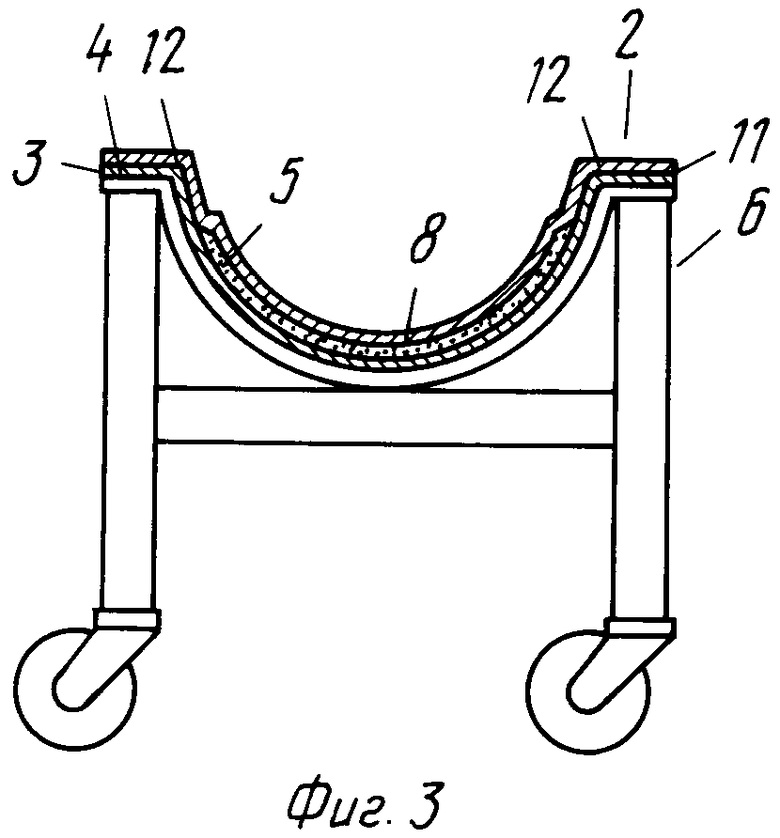
В соответствии с данным изобретением работа осуществляется в прессе 1 с применением кассеты 2 в качестве формы. Кассета 2 состоит из нижней части 3 (матрица) и верхней части 4 (пуансон), между нижней 3 и верхней 4 частями кассеты образуется закрытая оформляющая зона 5, соответствующая требуемой форме оболочки.
По предлагаемому способу на первом этапе происходит изготовление формовой кассеты 2, оно осуществляется в хорошо вентилируемой камере, отдельной от рабочего помещения. При изготовлении кассеты применяется кассетная тележка 6, на которую укладывается нижняя часть 3 формовой кассеты; затем она устанавливается в распылительной камере, где на вощеные оформляющие поверхности 7 нижней части кассеты наносится тонкий гелевый слой, и нижняя часть 3 кассеты остается полностью открытой до затвердевания гелевого слоя. Нанесенный гелевый слой образует внешнюю поверхность изготавливаемого предмета.
После затвердевания гелевого слоя на нижнюю часть 3 кассеты и/или верхнюю ее часть 4 за пределами распылительной камеры укладывается армированный слой 8 в виде отрезков или заготовок стекловолокна, а также иное армирование. После того, как армированный слой 8 уложен, на нижнюю часть 3 кассеты подается пластмасса 9, затем на нижнюю часть кассеты 3 накладывается вощеная изнутри верхняя часть кассеты, что изображено на фиг. 3. Теперь кассета готова, и ее с помощью подъемной скобы 10 устанавливают в пресс 1, что показано на фиг. 4.
Поскольку при изготовлении рассматриваемых предметов следует предусмотреть длинные пути растекания пластика и приложение значительных прессовых усилий, то между фланцевыми участками 11 нижней и верхней частей кассеты размещаются прокладки 12, показанные на фиг. 3.
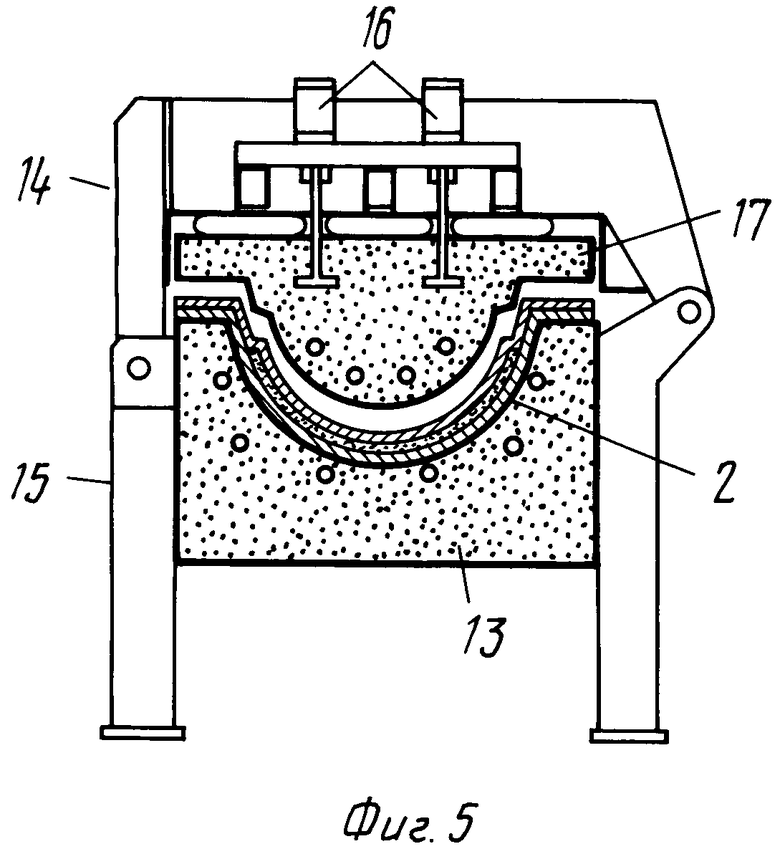
После того, как кассета 2 опущена в кассетную опору 13 пресса, нагретую до заданной температуры, например до 30-60оС и предпочтительно до 40-50оС, верхняя часть 14 пресса поворачивается гидравлическими или пневматическими цилиндрами, не показанными на фигурах, до закрытого положения, изображенного на фиг. 5, когда верхняя часть 14 фиксируется на станине 15 пресса. В этом положении гидравлическое средство 16 с напорными трубами 17 опускается, и кассетная ответная часть 18 может перемещаться относительно верхней части 14, устанавливаясь против кассеты 2, помещенной в пресс 1. Ответная часть 18 имеет такую же температуру, что и кассетная опора 13, например 30-60оС. Именно такое сомкнутое положение пресса изображено на фиг. 5, при этом формообразующее давление еще не приложено.
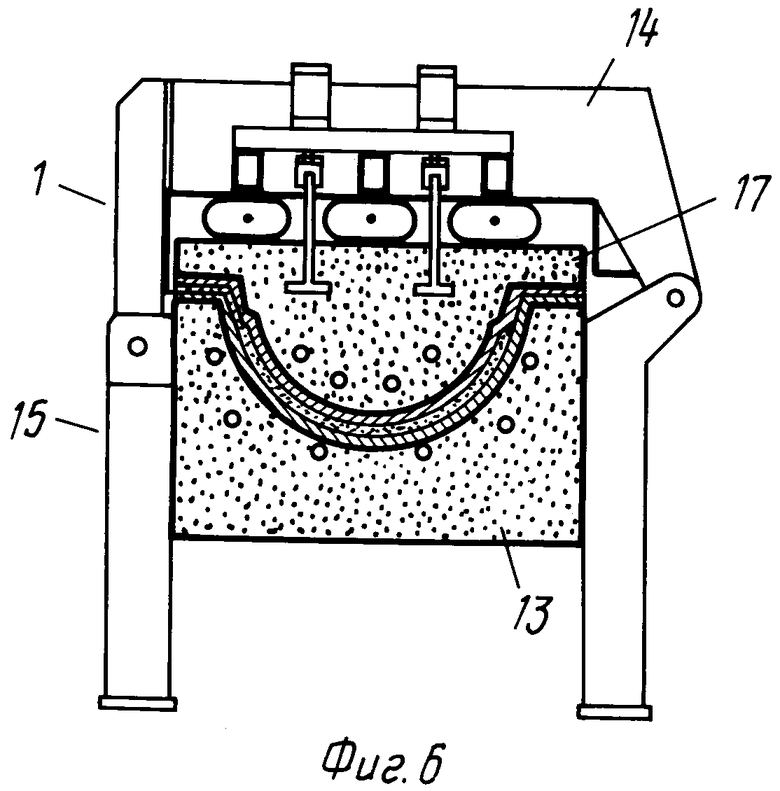
Когда кассета 2 устанавливалась в пресс 1, там уже имелся пластик, и теперь происходит прессование за счет того, что в напорные трубы 17 подается сжатая среда: они прижимают кассетную ответную часть 18 к формовой кассете 2, опирающейся на кассетную опору 13, этот процесс происходит до тех пор, пока не будет достигнуто заданное давление прессования, в результате чего пластик растекается и полностью заполняет оформляющую зону 5. Форма зоны 5 измениться при этом не может благодаря противодействию кассетной опоры 13 и ответной части 18. Давление прессования может варьироваться в зависимости от размера и формы изготавливаемого предмета, при этом с помощью прессового средства, представленного здесь в виде напорных труб, могут создаваться очень большие усилия, гарантирующие растекание пластика по заданному пути и полное заполнение оформляющей зоны даже при изготовлении очень больших предметов.
Если в кассете 2 при ее установке в пресс 1 имеются длинные пути растекания пластика, то температуру не следует повышать более 17-22оС, т.е. повышать выше комнатной температуры с тем, чтобы задержать отверждение пластика и иметь время для растекания и полного заполнения формообразующей зоны 5, прежде чем пластик станет вязким. По мере того, как к установленной в пресс кассете 2 прикладывается давление, она начинает нагреваться снаружи от нагретой кассетной опоры 13 и ответной части 18. Проходит время, пока тепло проходит от опоры и ответной части и начинает поступать к пластику, когда происходит его растекание, влияние тепла частично зависит от начальной разности температур между кассетным основанием и ответной частью с одной стороны и установленной формовой кассетой с другой, и частично от толщины стенки кассеты. Меняя указанные факторы от длины растекания пластика, т. е. от формы и протяженности изготавливаемого предмета, а также от оформляющей зоны, всегда можно получить время, необходимое для растекания пластика до того, как он станет вязким и по крайней мере частично отвердеет под воздействием повышенной температуры. При изготовлении предметов в кассетах с большей площадью при большой толщине стенок применяют низкие входные температуры, тогда как при изготовлении небольших предметов температура может быть сравнительно высокой, а стенки - сравнительно тонкими.
Время, которое кассета 2 должна пробыть под прессом 1 при действии давления, определяется указанной разностью температур и толщиной стенок кассеты, и как только достигается температура, когда начинается твердение и выделение тепла, т.е. по достижении экзотермической точки на экзотермическом графике пластика, кассета 2 вынимается из пресса, снижается давление в напорных трубах 17 и средство 16 поднимает кассетную ответную часть 18. Далее от станины 15 освобождается верхняя часть 14 и переводится в открытое положение, далее из пресса поднимают горячую формовочную кассету 2 и опускают ее в кассетную тележку 6, где происходит окончательное отверждение пластика благодаря теплу, накопленному в кассете. В тот момент, когда из пресса поднимается формовая кассета, туда можно устанавливать следующую готовую кассету для прессования по описанной выше методике, таким образом, благодаря данному изобретению обеспечивается очень быстрое и рациональное производство крупногабаритных предметов. Так как тепло уходит из пресса с подъемом кассеты, нет необходимости в его охлаждении, как это делается по нынешним технологическим процессам для удаления избыточного тепла, полученного в ходе отверждения пластика.
Итак, в соответствии с данным изобретением, окончательное отверждение происходит за пределами пресса и по его завершению верхнюю часть 4 кассеты поднимают и из кассеты 2 извлекают отформованный предмет для придания ему дальнейшей полировки. Затем обрабатывают кассету, очищая и покрывая воском ее поверхности, после чего кассета готова к использованию.
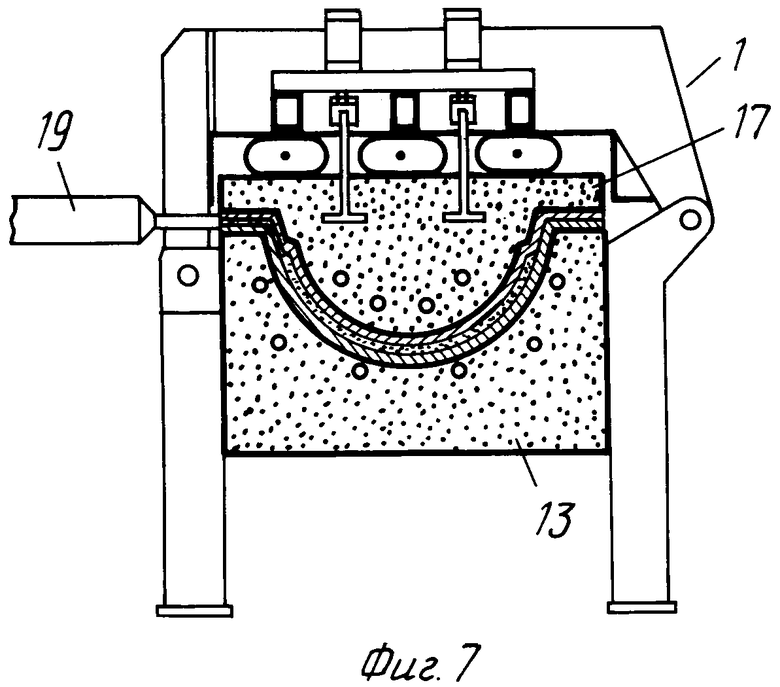
На фиг. 7 показан другой вариант реализации этого способа, отличающийся от предыдущего тем, что пластик под давлением распыляют с помощью распылительного устройства 19 в кассетную форму 2, установленную в прессе, т.е. имеет место прессование с истечением в отличие от вышеопи- санного способа, который можно охарактеризовать как мокрое прессование. После того, как пластик под давлением распылен в формовую кассету, к прессу прикладывается полное давление. При мокром прессовании, когда пластик вводится внутрь без распыления, прессование производилось по вышеописанному способу при повышенном формовочном давлении.
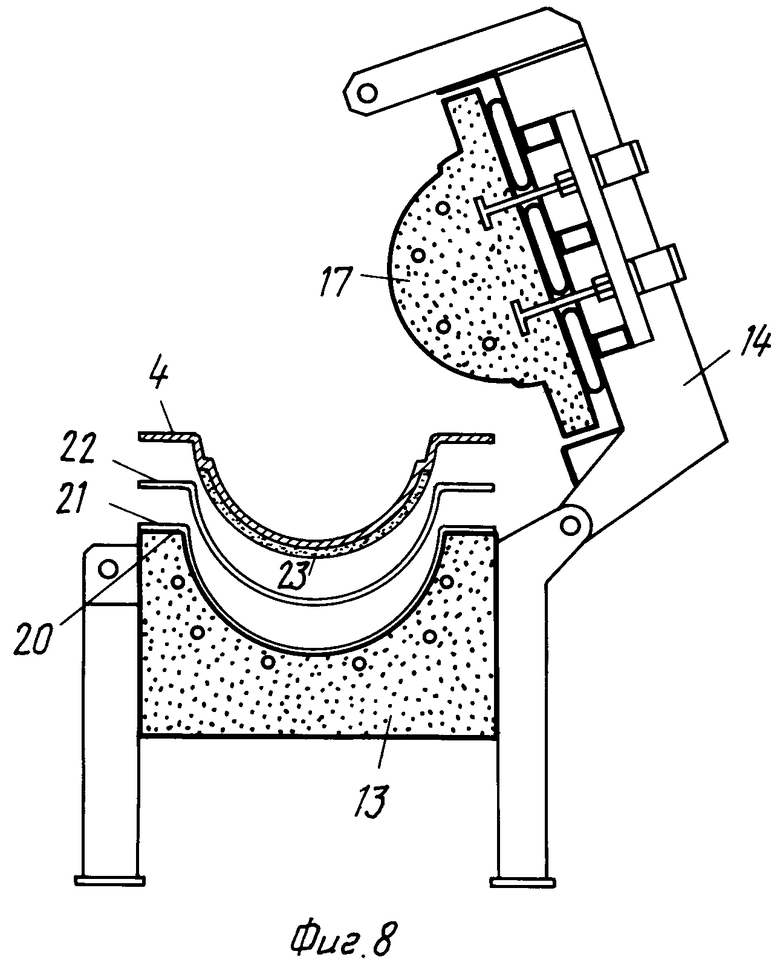
На фиг. 8 и 9 показано, каким образом пресс может использоваться для изготовления нижней части 3 и верхней части 4 кассеты соответственно. Для изготовления нижней части кассеты 3 на поверхностях 20 прессовой опоры 15 после нанесения воска создается слой из стекловолокна и пластика в жидком состоянии в количестве, достаточном для получения нижней части кассеты заданной толщины. На слой 21 накладывается заранее изготовленная нижняя часть кассеты 22 с уменьшенной толщиной, а на нижней части кассеты размещается верхняя часть 4 с эталонным предметом 23, определяющим форму оформляющей полости 5 кассеты. Затем пресс 1 закрывается, и устанавливается давление, необходимое для формирования нижней части кассеты, при этом нижняя часть 22 уменьшенной толщины тесно соединяется со слоем 21 стекловолоконного армирования и пластиком, после чего пластик отверждается.
На фиг. 9 показано, как изготавливается верхняя часть 4 кассеты. На опоре 6 размещается нижняя часть 3 кассеты, туда помещается эталонный предмет 23. После этого устанавливается заранее изготовленная верхняя часть 24 уменьшенной толщины, а на поверхности 25 ответной части 18 образуется поверхность 26 из стекловолокна и пластика в жидком состоянии в количестве, достаточном для получения заданной толщины у готовой верхней части 4. Пресс закрывается, устанавливается давление для формирования верхней части кассеты, изготавливаемой таким же образом, как нижняя часть.
Данное изобретение не ограничивается рассмотренными выше в тексте и на фигурах примерами, возможны его различные изменения и модификации, не выходящие за пределы изобретательской идеи, оговоренной в формуле изобретения. Так, изобретение может реализоваться без приложения тепла с использованием отвердителя, ускоряющего отверждение пластика при комнатной температуре, в ряде случаев кассету можно оставлять под прессом до полного отверждения пластика. В этих случаях внешнюю поверхность изготавливаемого предмета не следует покрывать гелевым слоем, а применять так называемое поверхностное матирование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОГО КОМПОЗИТНОГО БАКА | 2002 |
|
RU2233744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2152304C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНОМ ДЕТАЛЕЙ ИНЖЕКЦИОННЫМ МЕТОДОМ | 2001 |
|
RU2217312C2 |
| КОМПОЗИТНЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2494869C2 |
| Способ компрессионного прессова-Ния КРупНОгАбАРиТНыХ издЕлий изплАСТМАСС | 1979 |
|
SU835769A1 |
| Способ изготовления изделий из термореактивных материалов | 1988 |
|
SU1666319A1 |
| Рессора и способ ее изготовления | 1990 |
|
SU1796793A1 |
| Устройство для изготовления изделий из полимерных материалов | 1983 |
|
SU1165588A1 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2483867C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
Использование: в производстве крупногабаритных изделий из пластмасс в закрытых формах. Сущность изобретения: в способе изготовления крупногабаритных полых изделий из реактопластов путем прессования, при котором в покрытую воском формующую полость помещают армирующий материал и пластмассу, осуществляют формование изделия и отверждение для повышения эффективности процесса изготовления изделия и улучшения условий его проведения, формующую полость образуют повторяющими геометрию формующих поверхностей пресса тонкостенными обкладками, образующими кассету, при этом армирующий материал помещают непосредственно на одну из обкладок, затем либо подают пластмассу, закрывают другой обкладкой, помещают кассету в пресс и под действием давления осуществляют прессование либо при установленной в прессе кассете осуществляют распыление пластмассы в формующую полость с последующим формованием. 5 з.п. ф-лы, 9 ил.
| 0 |
|
SU240228A1 | |
| Солесос | 1922 |
|
SU29A1 |
