Изобретение относится к области прокатного производства, а точнее к линейным сортовым станам.
Конструкции сортовых и проволочных станов, разработанных за последние 25 лет как в России, так и за рубежом, создавались главным образом с учетом требований достижения максимальной производительности, широкого сортамента и оптимизации технологических показателей качества. Сооружение таких агрегатов связано со значительными капитальными затратами, что требует высокой степени экономичности производства.
Вместе с этим как в России, так и за рубежом на ряде предприятий еще находятся в эксплуатации линейные станы небольшой производительности, обслуживающие небольшие регионы мелкосортной продукцией. Как правило, оборудование таких станов уже морально и физически устарело и требует замены. Строительство современных непрерывных станов для таких предприятий экономически не по силам, в то же время уровень качества продукции с линейных станов, как правило, не удовлетворяет потребностям рынка.
В данной заявке предлагается вариант реконструкции линейных групп мелкосортного стана с установкой на тех же площадях петлевой полунепрерывной группы клетей.
Известен линейный стан продольной прокатки (см. Целиков А.И., Смирнов В. В. Прокатные станы.- М.: Металлургиздат.- 1958, с. 18, рис. 10г), содержащий несколько последовательно расположенных групп клетей с индивидуальными приводами каждой из них.
Недостатком таких станов является большая установленная мощность электродвигателей главных приводов и сложность настройки стана, связанная с необходимостью согласования скоростей прокатки в разных группах.
Из известных станов продольной прокатки наиболее близким по технической сущности является линейный стан, описанный в пат. РФ N 2033868, B 21 B 1/08, 1995.
Этот линейный стан содержит группу двухвалковых клетей, соединенных между собой последовательно посредством шпинделей, и групповой электропривод. Такой стан отличается простотой настройки. Кроме того, он имеет малую установленную мощность, обусловленную использованием одного двигателя для привода всех клетей.
Недостаток известной конструкции линейного стана заключается в том, что одинаковое число оборотов валков клетей линейной группы приводит к неоправданно завышенным скоростям прокатки в первых проходах промежуточной или чистовой клетей, что приводит к повышенному сопротивлению деформации металла в этих клетях и соответственно к повышенным усилиям и моментам прокатки по сравнению с непрерывным станом. Значительный набор петли на петлевых столах в линейной группе требует пониженного развеса заготовки и приводит к значительному остыванию полосы между проходами, особенно в последних клетях, что в свою очередь также ведет к повышенному сопротивлению деформации при прокатке заднего конца раската. Все это вместе ведет к повышенному расходу электроэнергии на тонну готовой продукции. Высокая нестабильность температурного режима прокатки по длине полосы (в отдельных случаях разность температур переднего и заднего конца раската достигает 150-200oC) приводит к большой разнице геометрических характеристик проката от переднего конца раската к заднему. Структура металла также претерпевает серьезные изменения по длине полосы.
Полученная на линейных станах высокая нестабильность как геометрических, так и структурных характеристик металлопроката приводит в конечном итоге к снижению конкурентоспособного мелкосортной продукции таких агрегатов.
Задача настоящего изобретения состоит в создании линейного стана продольной прокатки, позволяющего улучшить качество продукции, за счет получения высокой стабильности по длине раската как по геометрическим, так и по структурным характеристикам металлопроката, увеличить производительность стана за счет увеличения скорости на выходе из группы клетей, снизить энергозатраты на тонну мелкосортной продукции за счет более стабильного температурного режима прокатки и, кроме того, сократить производственные площади.
Поставленная задача достигается тем, что линейный стан продольной прокатки, содержащий группу двухвалковых клетей, соединенных с главным приводом посредством трансмиссии, согласно изобретению, снабжен расположенными между каждой клетью и трансмиссией главного привода редукторами с постепенно уменьшающимися по ходу прокатки передаточными отношениями, обеспечивающими скорость входа металла в каждую из последующих клетей ниже скорости выхода металла из предыдущей клети на 1-10%.
Такое конструктивное выполнение линейного стана продольной прокатки обеспечит плавное повышение скоростей прокатки от одной клети к другой, что значительно отличается от традиционного линейного стана, где разница снижения скоростей достигает 25-40%.
Соотношение скоростей входа и выхода металла для прокатной клети определено соотношением:
vвых= μvвх,
где Vвых, Vвх - скорость соответственно входа и выхода металла,
μ - коэффициент вытяжки, составляющий в станах линейного типа 1,25... 1,4.
Поэтому в традиционных линейных станах, клети которых последовательно связаны друг с другом и приводом общей трансмиссией без дополнительных редукторов, при равных диаметрах валков клетей разница снижения скоростей достигает 25-40%.
Уменьшение скорости входа металла в каждую из последующих клетей по отношению к скорости ее выхода из предыдущей необходимо для нарастания петли в процессе прокатки и исключения возможности ее сокращения при нарушении соотношения этих скоростей вследствие изменения условий прокатки из-за колебания геометрических размеров проката.
Величина уменьшения устанавливается в зависимости от конкретных условий проектируемого стана - марочного и размерного сортамента прокатываемого металла, точности выполнения и настройки калибров и допустимой степени их износа. При минимальном однопроцентном снижении скоростей достигается повышение качества, наибольшее увеличение производительности и снижение энергозатрат, а также наибольшая экономия производственных площадей, но требования к точности выполнения и настройке калибров, стойкости материала валков значительно повышаются, а маневренность стана по размерному и марочному сортаменту снижается.
Дальнейшее уменьшение скорости входа металла в каждую из последующих клетей может привести к образованию натяжек и обрыву петли.
Наибольшее десятипроцентное снижение скорости соответствует требованиям к указанным критериям, предъявляемым на эксплуатируемых в настоящее время линейных станахЮ и обеспечивает улучшение качества проката по геометрическим и структурным характеристикам, увеличение производительности, снижение энергозатрат и трех- четырехкратное уменьшение длины петли и соответствующее уменьшение производственной площади.
При дальнейшем увеличении рассогласования скоростей эффект будет незначительный.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 изображен план расположения оборудования линейного стана продольной прокатки;
на фиг. 2 - вид сбоку на линию рабочей клети.
Линейный стан продольной прокатки состоит из группы клетей 1, содержащих подушки 2 с рабочими валками 3 и нажимными устройствами 4. Рабочие валки 3 клетей соединены посредством шпинделей 5 с индивидуальными редукторами 6, 7, 8, 9, 10. Редукторы 6-10 через общую трансмиссию 11 соединены с групповым электроприводом 12. Передаточные отношения индивидуальных редукторов U6 - U10 подобраны таким образом, что скорость входа металла в каждую из последующих клетей ниже скорости выхода металла из предыдущей клети на 1-10% (U6 > U7 > U8 > U9 > U10), что обеспечивает прокатку без натяжения с минимальным накоплением металла в межклетьевых промежутках и с постепенным нарастанием скорости прокатки.
Линией "а" на фиг. 1 показано положение петли в момент захвата металла последующей клетью, линией "б" - положение петли при выходе металла из предыдущей клети.
Стан работает следующим образом.
Металл направляется в валки первой клети 1, в которой происходит прокатка с заранее заданной скоростью. Скорость прокатки определяется передаточным отношением U6 индивидуального редуктора 6 и числом оборотов группового электропривода 12. Затем прокатанный в первой клети металл направляется в следующую клеть, скорость прокатки в которой выставлена заведомо выше, чем в предыдущей клети. Более высокая скорость прокатки обусловлена пониженным передаточным отношением U7 индивидуального редуктора 7 второй клети по сравнению с предыдущей клетью при условии, что указанный редуктор 7 запитывается от того же группового электропривода 12.
Дальнейший процесс прокатки происходит аналогично до последней клети с постепенным нарастанием скорости движения металла.
Предложенный линейный стан по сравнению с известными позволяет на существующих при минимальных капитальных затратах с возможностью сохранения существующего электропривода получить технологический поток, близкий к прокатке на непрерывном стане, что, в свою очередь, позволит повысить конкурентоспособность продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2005 |
|
RU2296633C1 |
| ПОЛУНЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2410172C1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2000 |
|
RU2207203C2 |
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2033868C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2483816C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2006 |
|
RU2345851C2 |
| КЛЕТЬ ПЛАНЕТАРНОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1993 |
|
RU2046688C1 |

Изобретение относится к области прокатного производства, а точнее к линейным сортовым станам. Задача настоящего изобретения состоит в создании линейного стана продольной прокатки, позволяющего улучшить качество продукции, увеличить производительность стана, снизить энергозатраты на тонну мелкосортной продукции и сократить производственные площади. Это достигается за счет того, что линейный стан продольной прокатки снабжен расположенными между каждой клетью и трансмиссией главного привода редукторами с постепенно уменьшающимися по ходу прокатки передаточными отношениями. Линейный стан продольной прокатки состоит из группы клетей, содержащих подушки с рабочими валками и нажимными устройствами. Рабочие валки клетей соединены посредством шпинделей с индивидуальными редукторами. Редукторы через общую трансмиссию соединены с групповым электроприводом. Металл направляется в валки первой клети, в которой происходит прокатка с заранее заданной скоростью. Скорость прокатки определяется передаточным отношением индивидуального редуктора и числом оборотов группового привода. Затем прокатанный в первой клети металл направляется в следующую клеть, скорость прокатки в которой выше, чем в предыдущей клети. Изобретение обеспечивает постепенное нарастание скорости движения металла. 2 ил.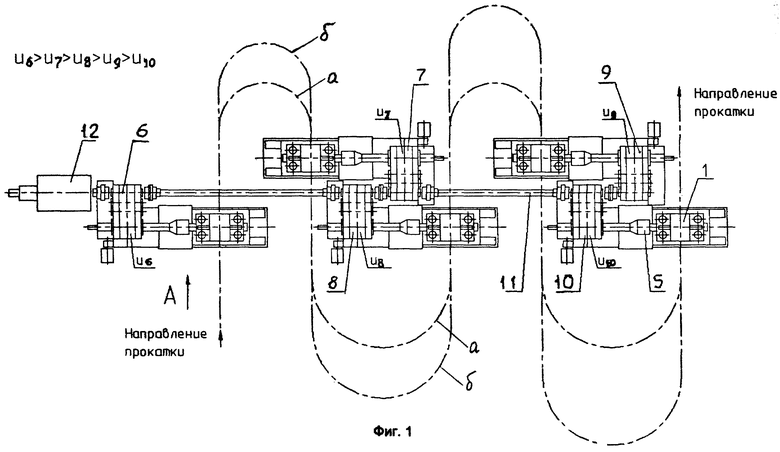
Линейный стан продольной прокатки, содержащий группу двухвалковых клетей, соединенных с главным приводом посредством трансмиссии, отличающийся тем, что он снабжен расположенными между каждой клетью и трансмиссией главного привода редукторами с постепенно уменьшающимися по ходу прокатки передаточными отношениями, обеспечивающими скорость входа металла в каждую из последующих клетей ниже скорости выхода металла из предыдущей клети на 1 - 10%.
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2033868C1 |
| Целиков А.И | |||
| и др | |||
| Прокатные станы | |||
| - М.: Металлургиздат, 1958, с.18 | |||
| Привод многоклетьевого непрерывного блока проволочного стана | 1973 |
|
SU438451A1 |
| Способ прокатки заготовок на непрерывных сортовых станах | 1977 |
|
SU730394A1 |
| Дружинин Н.Н | |||
| Непрерывные станы как объект автоматизации | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Ящичный калибр для прокатки заготовок | 1988 |
|
SU1581391A1 |
| SU 1680390, A1, 30.09.1991 | |||
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2086316C1 |
