Изобретение относится к обработке металлов давлением, в частности к устройствам для обработки листового материала, предназначенным для изготовления просечно-вытяжной сетки из ленты, например, для воздушных фильтров двигателей автомобилей.
Известен штамп для обработки листового материала (авт.св. N 1493358, кл. В 21 D 47/02, 1989), включающий нижнюю плиту с установленной на ней призматической матрицей, верхнюю плиту с размещенным на ней зубчатым пуансоном, а также механизм перемещения инструмента.
Данная конструкция имеет существенный недостаток: за один рабочий ход ползуна пресса осуществляется операция просечки-вытяжки только одного ряда сетки и, таким образом, производительность штампа ограничена, что особенно существенно при массовом производстве. Кроме того, необходимость перемещения рабочего инструмента перпендикулярно оси подачи ленты в поперечном направлении приводит к увеличению погрешности позиционирования обрабатываемого материала, что в конечном итоге ведет к снижению качества получаемых изделий.
Изобретение решает следующую техническую задачу: повышение производительности и снижение трудоемкости изготовления, а также повышение качества просечно-вытяжной сетки.
Поставленная задача решается следующим образом. В устройстве для изготовления просечно-вытяжной сетки, содержащем плиту, с установленными на ней матрицей, выполненной в виде призмы с режущей кромкой, устройством подачи материала и пуансоном, в отличие от прототипа, матрица снабжена направляющими и прижимом, а пуансон выполнен в виде приводного ролика, установленного на опорах качения, с расположенными по его поверхности в шахматном порядке призматическими выступами. Указанные отличительные признаки позволяют значительно повысить производительность устройства за счет реализации режима непрерывной обработки материала.
Призматические выступы на ролике выполнены на съемных пластинах-рядах, устанавливаемых в специальные пазы в ролике с последующей фиксацией, что позволяет снизить трудоемкость изготовления, ремонта, переналадки производства.
Матрица прикреплена к плите с возможностью регулирования ее положения в направлении оси подачи материала, что позволяет повысить качество изделия за счет установки оптимального зазора при резке.
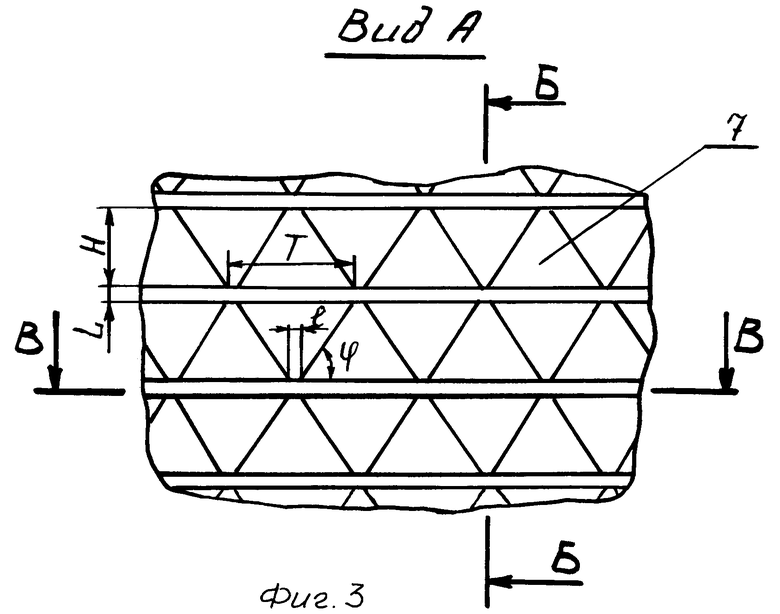
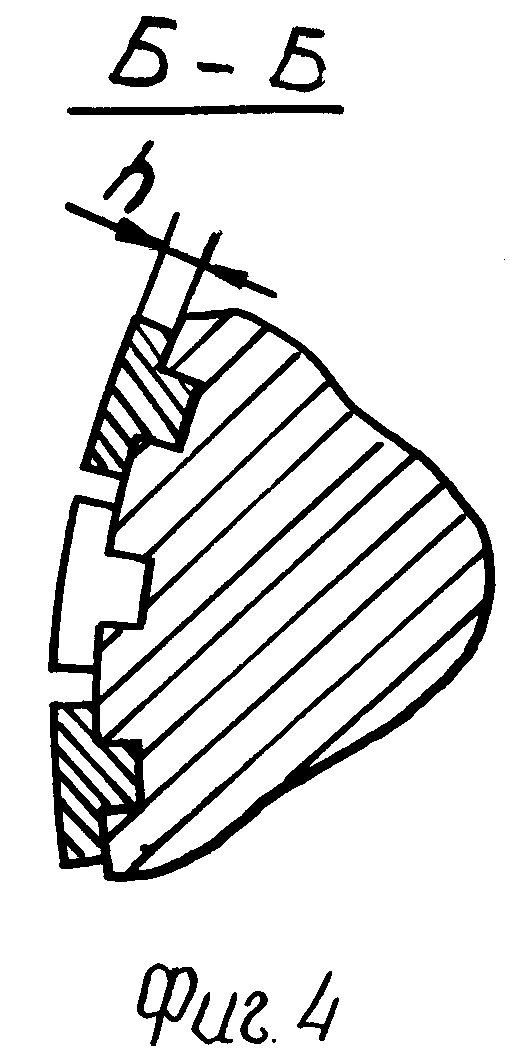
На фиг. 1 изображено описываемое устройство; на фиг.2 - разрез А-А на фиг. 1; на фиг.3 - схема установки съемных пластин в пазах приводного ролика; на фиг. 4 - разрез Б-Б на фиг.3; на фиг.5 - схема установки съемных пластин.
Устройство для изготовления просечно-вытяжной сетки содержит неподвижную плиту 1 с установленной на ней матрицей 2, выполненной в виде призмы с режущей кромкой, имеющей возможность перемещения в направлении оси подачи обрабатываемого материала, на которой для предотвращения перемещения ленты 3 в направлениях, перпендикулярных оси подачи ленты, имеются направляющие 4 и прижим 5, пуансон 6, изготовленный в виде приводного ролика, установленного на опорах качения в плите, с выполненными на его поверхности призматическими выступами, расположенными в шахматном порядке. Выступы выполнены на съемных пластинах-рядах 7, устанавливаемых в разы ролика. В устройстве имеется также механизм подачи обрабатываемого материала 8 и механизм регулировки 9 положения матрицы в направлении оси подачи ленты, выполненный, например, как показано на фиг.2, в виде регулировочного болта.
Устройство работает следующим образом.
Механизм подачи 8 подает ленту 3 на позицию обработки на шаг подачи, равный половине высоты h призматических выступов на пуансоне 6, выполненном в виде приводного ролика, при этом ролик вращается с постоянной угловой скоростью и выступы, имеющие профиль зубчатого ножа, перемещаясь вниз, производят просечку-вытяжку первого ряда ячеек. После этого производится подача материала на шаг h/2 под следующий ряд выступов ролика-пуансона (до упора в ролик в пространстве между рядами теми участками заготовки, которые не подвергались просечке-вытяжке). При дальнейшем вращении ролика именно на этих участках заготовки производится просечка-вытяжка второго ряда ячеек за счет того, что выступы на ролике-пуансоне расположены в шахматном порядке. При этом ячейки предыдущего ряда приобретают окончательную ромбовидную форму и освобождается пространство для подачи материала под следующий ряд выступов ролика-пуансона на шаг подачи h/2, до упора в тело пуансона.
После прохождения первого ряда призматических выступов лента 3 продвигается на шаг подачи и контактирует с выступами следующего ряда, расположенного на расстоянии L от предыдущего и смещенного относительно него на шаг Т/2, причем величина h составляет величину, не меньшую, чем толщина обрабатываемого материала.
Шаг Т определяется из соотношения
T = 2 + 1
+ 1 , где Н - ширина призматического выступа, определяемая размером ячейки сетки,
, где Н - ширина призматического выступа, определяемая размером ячейки сетки,
ϕ - угол створа призматического выступа, определяемый пластическими свойствами, обрабатываемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА С ПОДВИЖНОЙ МАТРИЦЕЙ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1993 |
|
RU2049584C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ПОЛОСЫ | 1994 |
|
RU2078637C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ПОЛОСОВОГО МАТЕРИАЛА | 1994 |
|
RU2078638C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| Штамп для обработки листового материала | 1990 |
|
SU1748906A2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1997 |
|
RU2117543C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1998 |
|
RU2146179C1 |
| ПРОСЕЧНОЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СЕТКИ | 2014 |
|
RU2578878C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2198758C2 |



Изобретение относится к обработке металлов давлением. Сущность изобретения: устройство содержит плиту с установленными на ней матрицей, выполненной в виде призмы с режущей кромкой, устройством подачи материала и пуансоном. Матрица снабжена направляющими и прижимом. Пуансон выполнен в виде приводного ролика, установленного на опорах качения, с расположенными по его поверхности в шахматном порядке призматическими выступами. Устройство позволяет повысить производительность процесса изготовления сетки, повысить качество изделия, снизить трудоемкость изготовления. 2 з.п. ф-лы, 5 ил.
| Штамп для обработки листового материала | 1987 |
|
SU1493358A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
