Изобретение относится к области обработки металлов давлением, в частности к способам изготовления сеток из полосы или ленты, и может быть использовано в различных отраслях промышленности.
Известен способ [1] изготовления просечно-вытяжной сетки, при котором последовательно в штампе, порядно, выполняют параллельные между собой, равные по длине и расположенные со смещением одного ряда относительно другого прорези, а затем заготовку деформируют между валками с зубьями до получения сетки.
Однако известный способ не обеспечивает получение любой формы ячейки в свету, например, от ромбической до квадратной; кроме того, он малопроизводительный.
Известен способ [2] изготовления просечно-вытяжной сетки из полосового материла, при котором порядно, перпендикулярно оси подачи заготовки производят просечку-вытяжку ячеек, а затем парой роликов, с выступами на одном и впадинами на другом, осуществляют растяжку и формовку ячейки. Однако известный способ не обеспечивает получение любой формы ячейки в свету, от ромбической до квадратной, без замены ролика-пуансона и растягивающих роликов, кроме того, стойкость режущих кромок ролика-пуансона, работающего на буфере, будет мала, затруднительна и настройка режущей пары. Резка заготовки в поперечном направлении к направлению проката материала будет вызывать снижение механической прочности сетки, низкая инерционность буфера не позволит получить высокую скорость просечки-вытяжки заготовки.
Целью изобретения является повышение производительности при безотходной обработке материала, получение любой формы ячейки в свету от ромбической до квадратной и ажурное формообразование перемычек, образующих ячейку сетки.
Технический результат достигается тем, что прерывистые надрезы выполняют в продольном направлении в блоке вращающихся ножей со смещением наполовину шага в каждом следующем ряду по всей расчетной ширине заготовки с образованием расчетного числа рядов полосок между упомянутыми надрезами, чередующимися с участками прерывания, формовку заготовки осуществляют одновременно с выполнением прерывистых надрезов на каждой смежной полоске на длине каждого надреза в плоскости, перпендикулярной плоскости заготовки, оставляя участок прерывания в плоскости заготовки, при этом все полученные при формовке формообразования крайних полосок направляют в одну сторону, а каждый из смежных - в противоположные стороны. Растягивание заготовки до заданной формы ячеек сетки осуществляют в поперечном направлении к ее продольной оси зацепами за формообразования крайних полосок.
При растягивании сетки каждый участок прерывания надреза образует жесткую связь между четырьмя примыкающими друг к другу ячейками сетки в продольном и поперечном направлениях.
Для образования жесткой связи используют нож, имеющий прямолинейный участок, соответствующий длине участка прерывания надреза, расположенный между режуще-формообразующими выступами.
При формовке заготовки сторону каждой ячейки формуют между двумя участками прерывания надрезов, расположенными с противоположных сторон полоски.
При формовке заготовки используют нож, геометрические формы режуще-формообразующих выступов которого соответствуют геометрической форме получаемых формообразований полоски. Осуществляют растягивание заготовки до образования сетки с ромбической или квадратной формой ячейки в просвете.
Для придания сетке ажурной формы две смежные стороны каждой ячейки, образованные при формовке заготовки, обращают при растягивании в одну сторону от горизонтальной плоскости, а две другие - в противоположную.
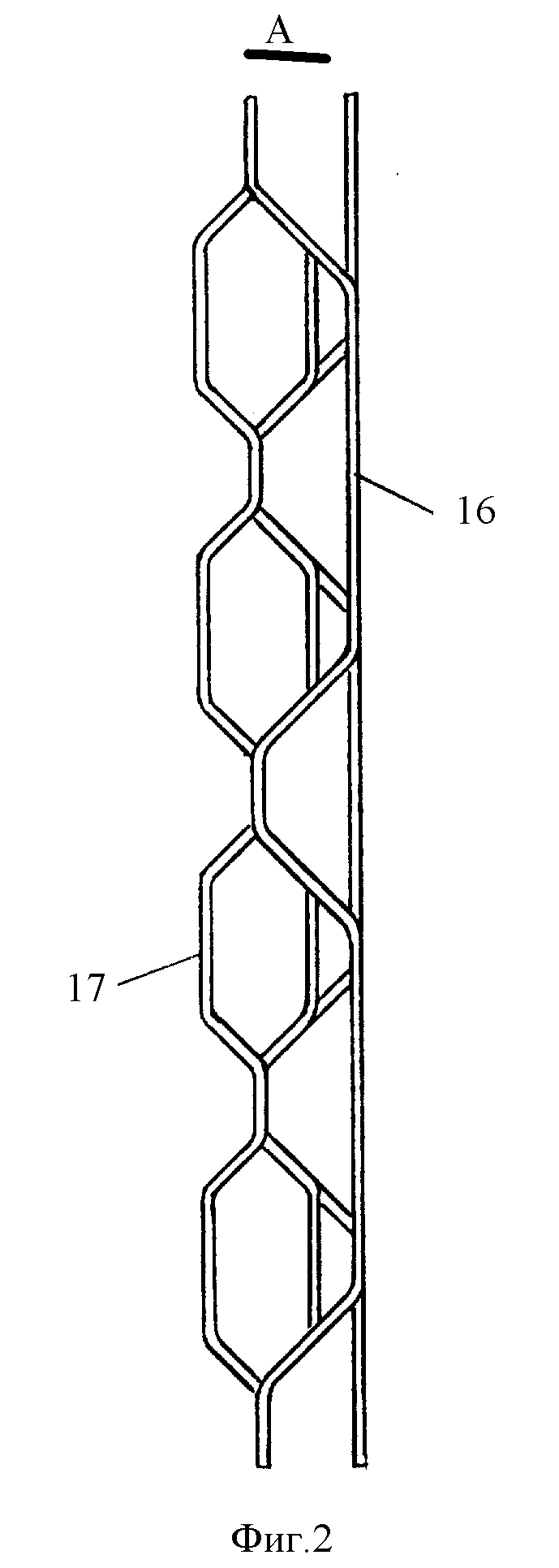
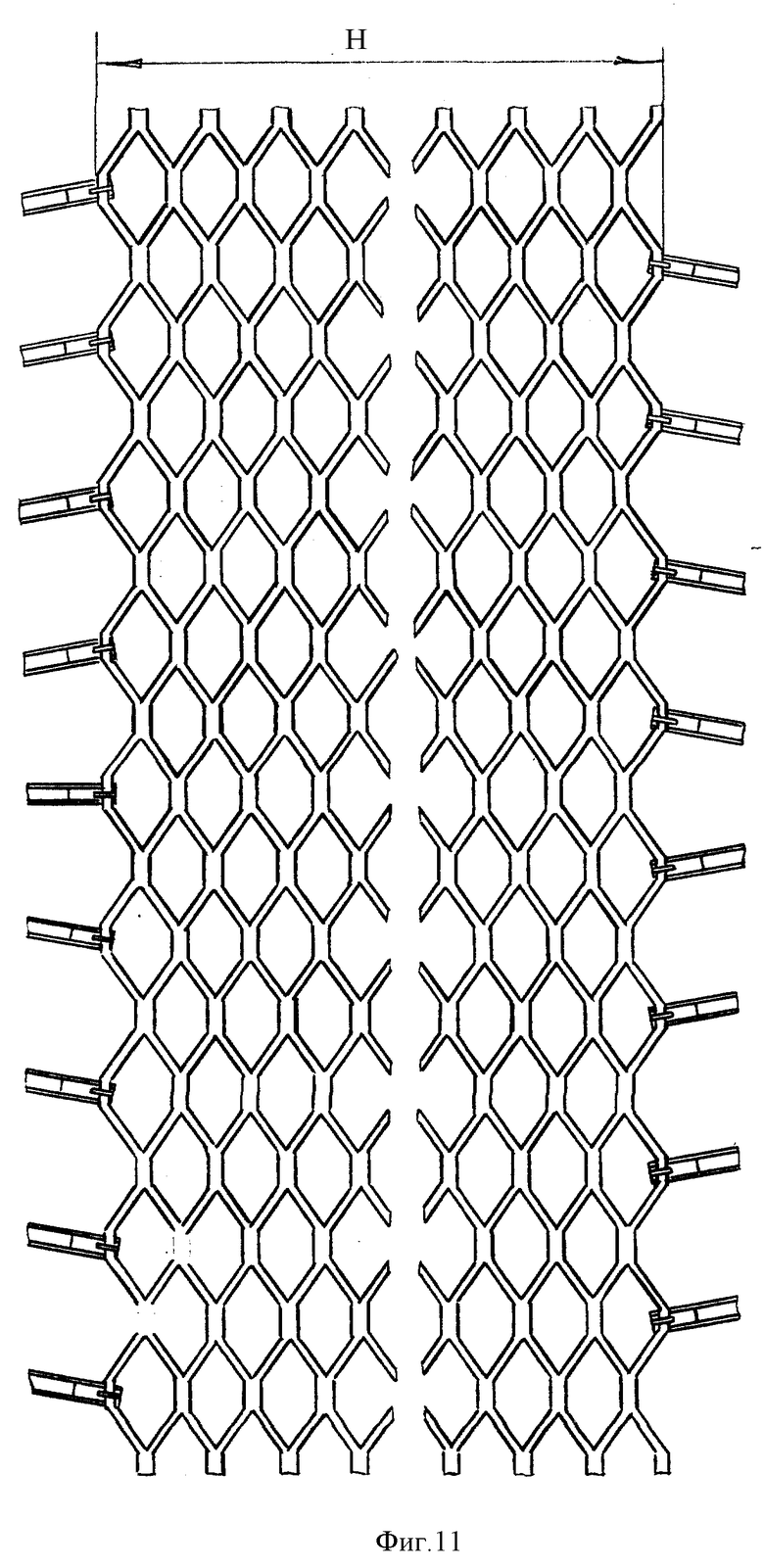
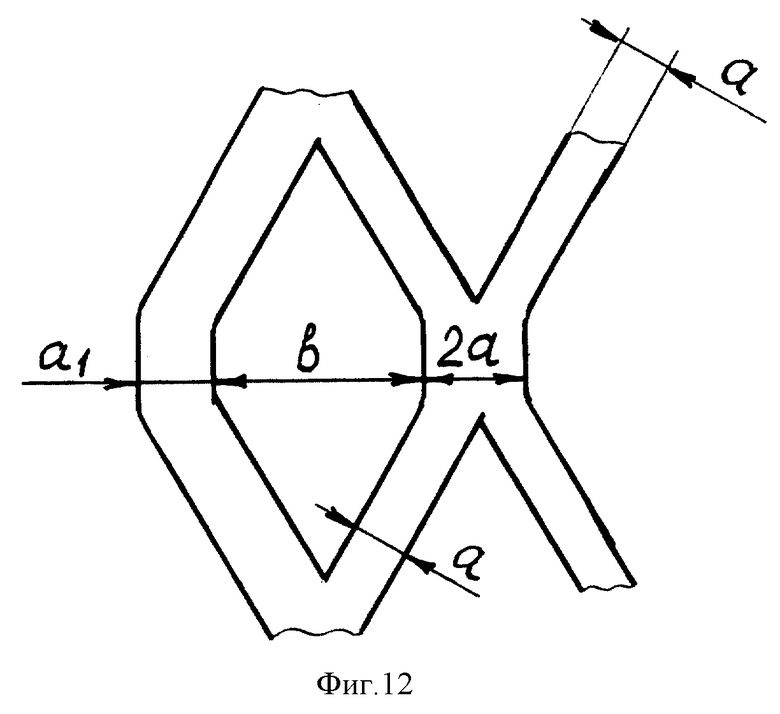
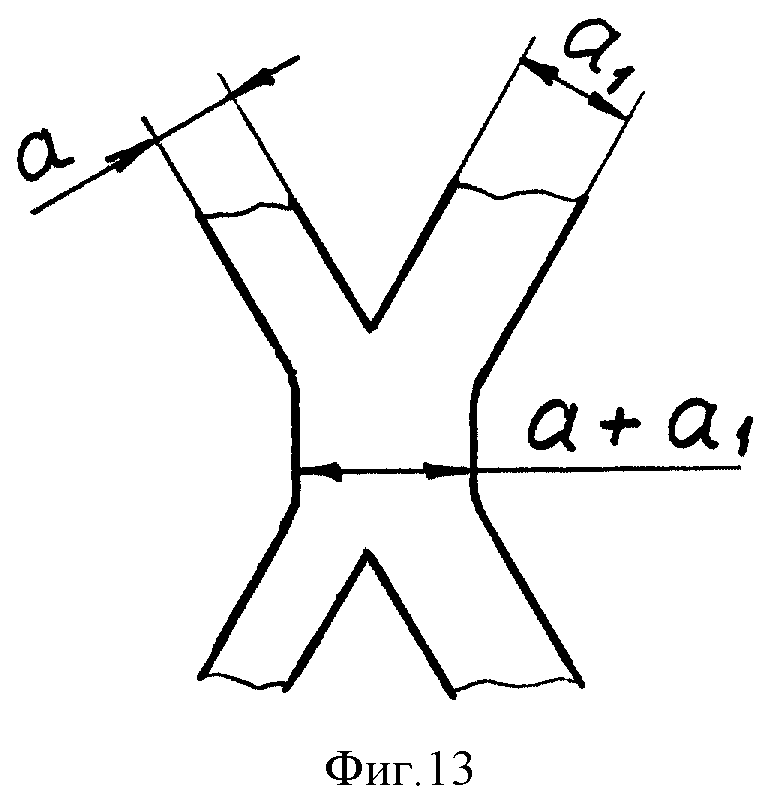
На фиг. 1 - изображена просечка-вытяжка заготовки из полосы или ленты; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - просечной нож; на фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7 - разрез Д-Д на фиг. 5; на фиг. 8 - просечной нож; на фиг. 9 - разрез Е-Е на фиг. 8; на фиг. 10 - заготовка, просечно-отформованная перед растяжкой; на фиг. 11 - готовая сетка; фиг. 12, 13 - элементы сетки.
Пример осуществления способа.
Первоначально производят расчет необходимой ширины B заготовки-полосы или ленты под заданную ширину H сетки с учетом требуемой ширины a стороны ячейки сетки и ширины a1 крайних сторон сетки и диагонали ячейки b.
Задано:
необходимая ширина H сетки, 460 мм; расчетная диагональ b ячейки сетки, 40 мм; ширина a стороны ячейки, 3 мм, ширина a1 крайних сторон сетки, 6 мм.
Ширина сетки составляет
H = a1 + b • n + (n - 1) • 2a + a + a1,(1)
где n - число диагоналей ячеек сетки по всей ширине сетки в одном ряду ячеек. Их (1) находят
принимают n = 10,
уточняют длину диагонали ячейки сетки исходя из необходимой ширины сетки
из (2) находят 

Проверяют правильность расчета по формуле (1)
H = 6 + 39,1 • 10 + (10 - 1) • 2 • 3 + 3 + 6 = 460
Определяют число полосок (сторон) ячеек шириной
K = 2 (n - 1) + 1(4)
где K - число сторон ячеек на всю ширину сетки
K = 2 (10 -1) + 1 = 19
Определяют ширину заготовки-полосы
B = K • a + 2a1
B = 19 • 3 + 2 • 6 = 69
Следовательно, для изготовления сетки шириной 460 мм нужна полоса-заготовка шириной 69 мм, из которой образуют расчетное число рядов полосок шириной a и шириной a1.
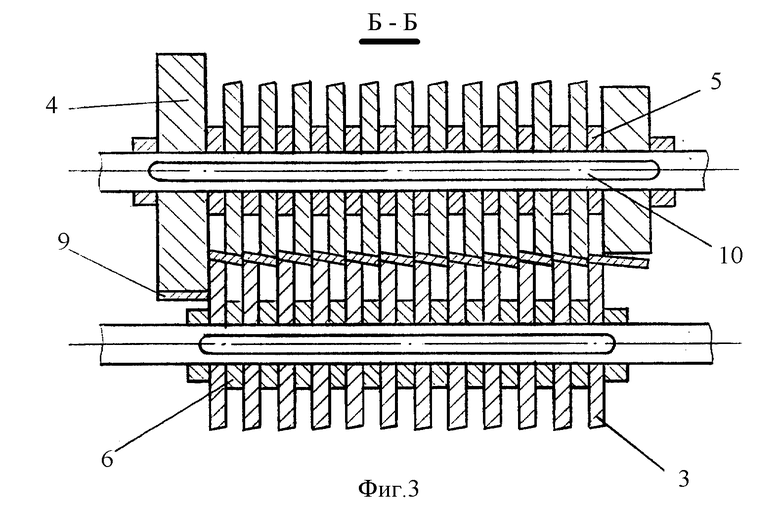
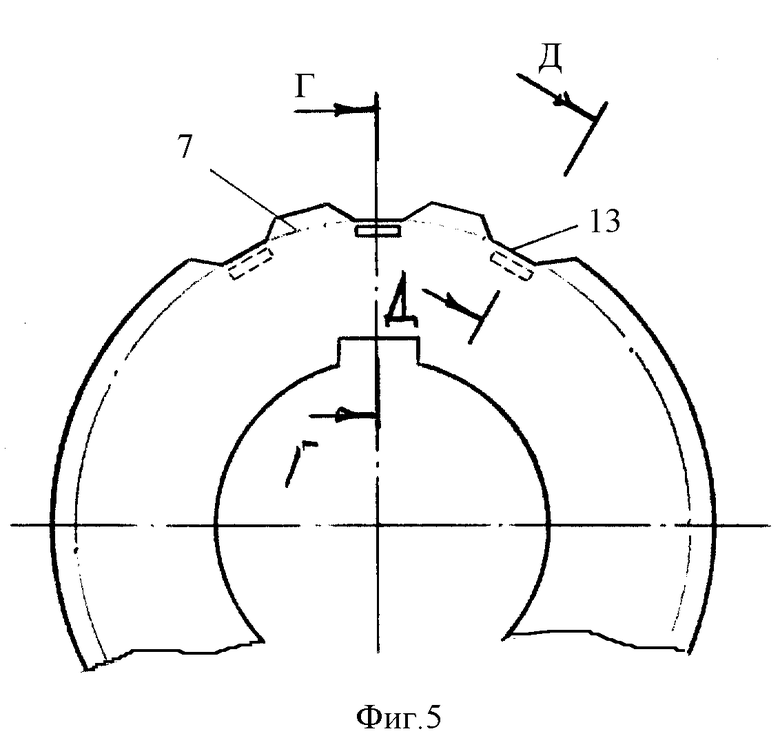
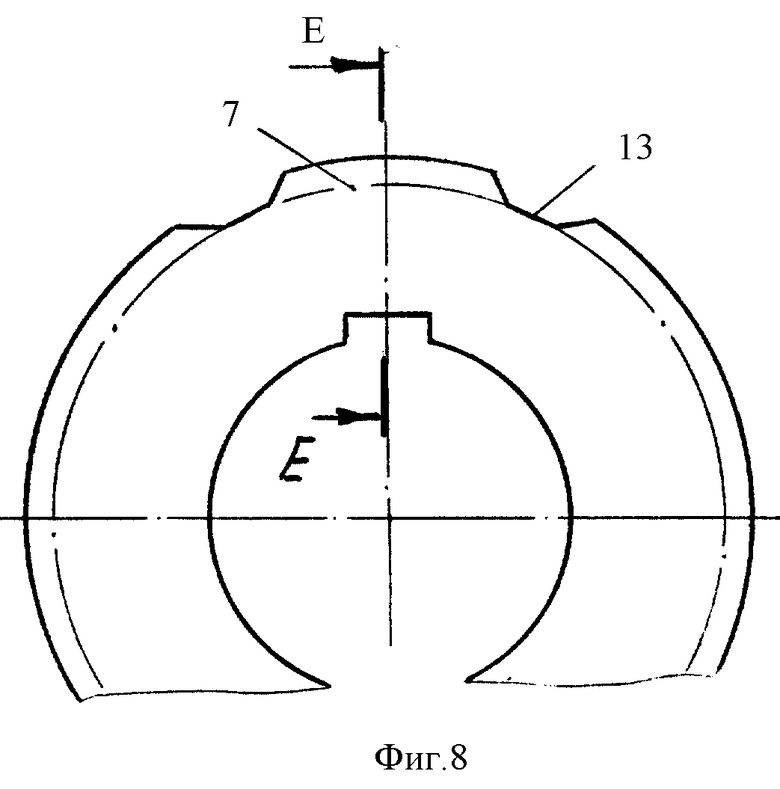
Заготовку-полосу 1 расчетной ширины подают в блок 2 ножей 3, 4, набранных в верхний пакет 5 и нижний пакет 6, которые вращаются относительно своих осей с постоянной угловой скоростью до захвата ее режуще-формообразующими выступами 7 ножей 3, 4 одновременно по всей ширине заготовки-полосы 1.
Ширину ножей 3 верхнего и нижнего пакетов устанавливают равной ширине a образуемых полосок 8, а ширину крайних ножей 4, установленных на верхнем пакете 5, равной ширине a1 образуемых крайних полосок 9 на заготовке-полосе 1.
Конструктивно верхний пакет ножей набирается шириной, равной расчетной ширине заготовки-полосы, а нижний - на два широких ножа меньше. Ножи верхнего и нижнего пакетов выставляются по шпонке 10 так, что профиль режуще-формообразующих выступов ножей совпадает в каждом пакете по всему периметру ножей, а в процессе вращения синхронно перекрывается в зоне межосевого расстояния между пакетами.
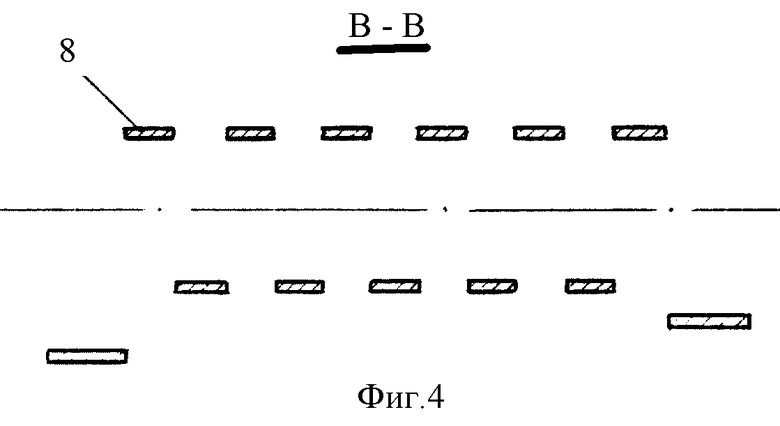
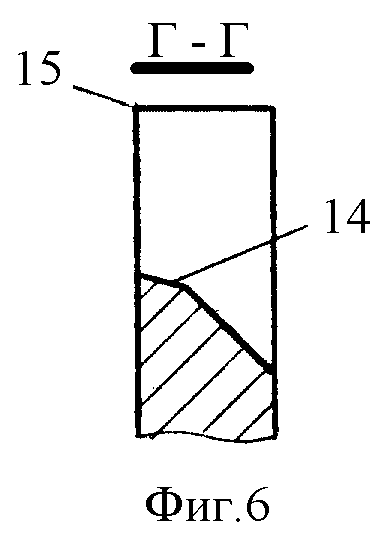
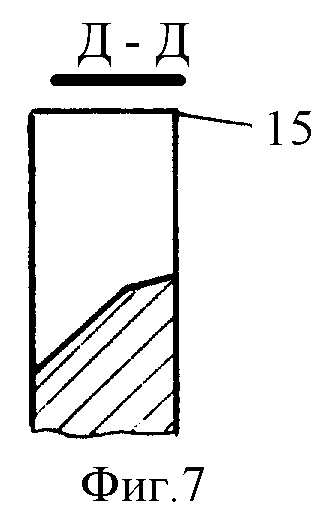
Режуще-формообразующие выступы 7 ножей 3, 4 верхнего пакета через заготовку-полосу 1 воздействуют на режуще-формообразующие выступы 7 ножей 3 нижнего пакета, производя при этом по всей ширине заготовки-полосы продольные чередующиеся надрезы 11 длиной, соответствующей двум геометрическим разверткам режуще-формообразующих выступов 7 ножа 3, и участок прерывания 12 надрезов 11 длиной, соответствующей прямолинейному участку 13 между этими выступами 7. На прямолинейных участках 13 ножей 3 выполнены скосы 14 таким образом, что они прерывают на этом участке с одной грани ножа режущую кромку. В результате образуется участок прерывания 12 надреза 11. Скосы 14 выполнены на каждом прямолинейном участке 13 ножа 3, но с последовательным чередованием к противоположным граням ножа. На каждом ноже выполнены две режущие кромки 15 и каждая из них прерывается скосами 14 через два режуще-формообразующих выступа 7.
Надрезы 11 и их участки прерывания 12 в каждом последующем ряду получаются смещенными на половину шага относительно предыдущего ряда надрезов. При этом каждый последний ряд надрезов образует на заготовке-полосе полоски с их примыканиями (жесткими связями) друг к другу через участки прерывания 12. Одновременно с резкой заготовки из полоски происходит и их формование, при котором полоска на участках надрезов приобретает размерную форму режуще-формообращующих выступов 7 ножей. На каждой длине надреза полоски происходит два формообразования в плоскости, перпендикулярной плоскости заготовки, и на каждой примыкающей - в противоположную сторону предыдущей, а участки прерывания 12 остаются в плоскости заготовки 1.
Две крайние полоски 9 надрезаются ножами 4, имеющими вдвое меньшее число режуще-формообразующих выступов 7 и несколько больший диаметр, что позволяет получить надрез, равный по длине надрезу, выполненному ножом 3, и одно формообразование 16 на этой длине надреза, но с несколько большей высотой профиля. Формообразование обеих крайних полосок обращено в одну сторону.
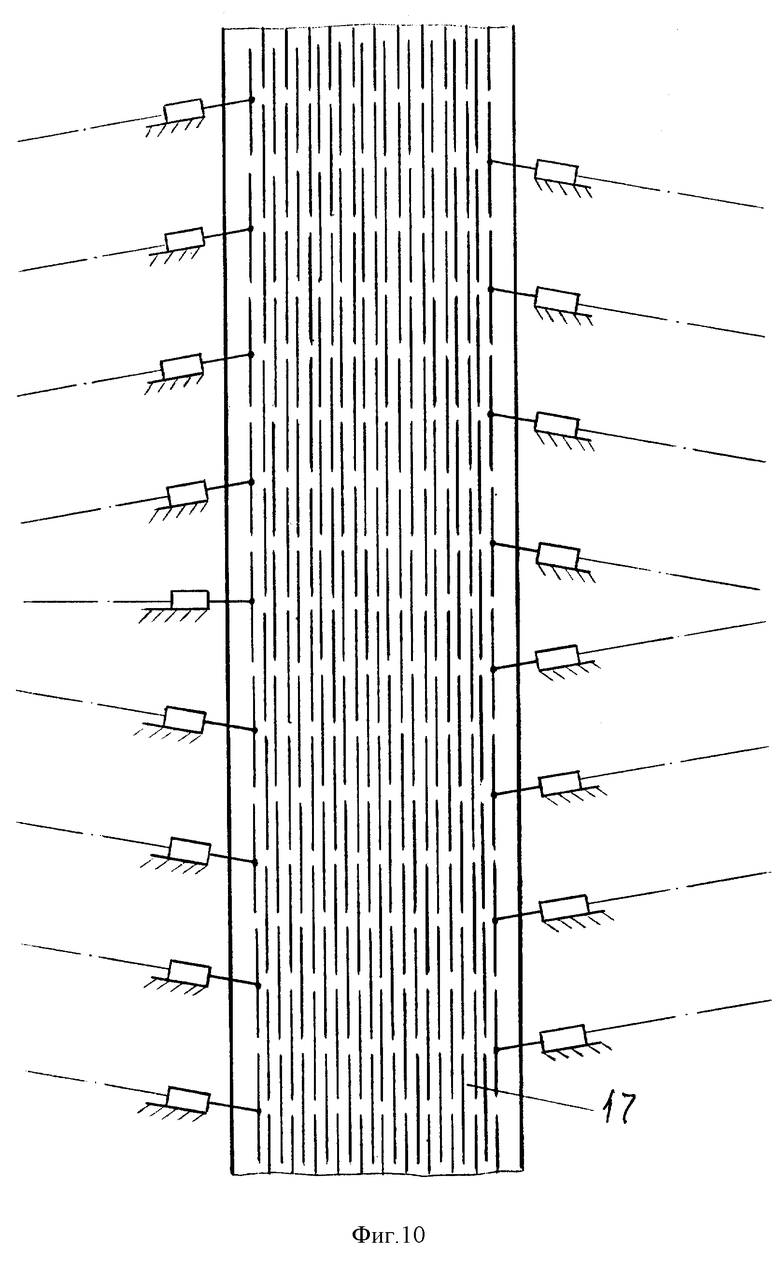
Таким образом, после выхода из блока ножей заготовка - полоса превращается в просечно-отформованную заготовку 17. Затем просечно-отформованную заготовку зацепами 18 за формообразования 16 крайних полосок 9 растягивают в поперечном направлении к ее продольной оси до получения заданной формы ячейки с заданной диагональю B. В процессе растяжки сетки каждый участок прерывания 12 надреза 11 образует жесткую связь между четырьмя примыкающими к этой связи ячейками в продольном и поперечном направлении.
В процессе растяжки сетки две смежные стороны ячейки своими формообразованиями перемещаются в одну сторону от горизонтальной плоскости, а две другие в противоположную, придавая сетке ажурную форму.
Источники информации
1. Авторское свидетельство СССР N 617125, кл. B 21 D 35/00.
2. Патент Российской Федерации N 2078638, кл. 6 B 21 D 47/02 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1997 |
|
RU2117543C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ ИЛИ СЕТЧАТОГО ПРОФИЛЯ | 2003 |
|
RU2275268C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| СЕТЧАТЫЙ ПРОФИЛЬ ДЛЯ КАРКАСА МЕЖКОМНАТНЫХ ПЕРЕГОРОДОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2393041C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2198758C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЩЕЛЕЙ НА НЕПРЕРЫВНО ПЕРЕМЕЩАЕМЫЙ ПРОФИЛЬ | 2004 |
|
RU2261771C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| ТЕПЛООБМЕННАЯ НАБИВКА И СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ДИСТАНЦИОНИРУЮЩИХ ЛИСТОВ ТЕПЛООБМЕННОЙ НАБИВКИ | 1994 |
|
RU2087825C1 |
| МАШИНА ДЛЯ ШТАМПОВКИ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2202428C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при массовом производстве просечно-вытяжной сетки из заготовки-полосы или ленты. По всей расчетной ширине заготовки-полосы или ленты одновременно образуют расчетное число рядов полосок, которые одновременно прерывисто в продольном направлении надрезают со смещением на половину шага надреза, одновременно надрезы формообразуют, придавая заготовке просечно-отформованное состояние. Затем заготовку растягивают до заданного размера сетки и заданной формы ячейки. Способ повышает производительность при безотходной обработке материала, обеспечивает различную форму ячейки в свету от ромбической до квадратной и ажурное формообразование сторон ячейки. 6 з.п.ф-лы, 13 ил.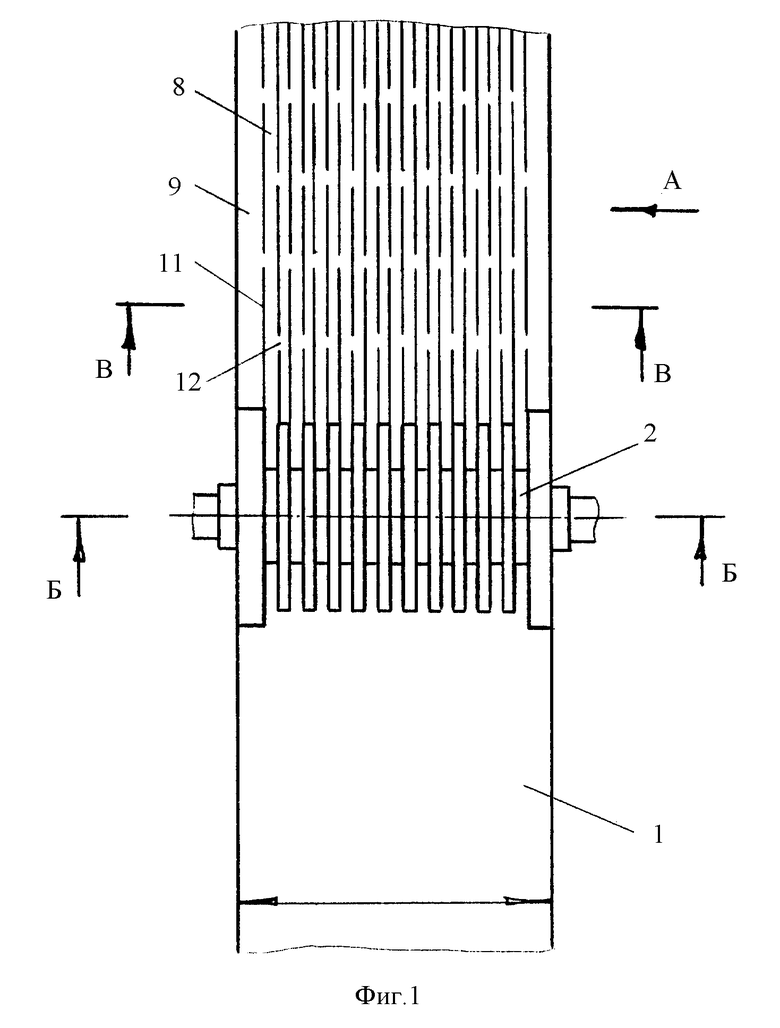
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ПОЛОСОВОГО МАТЕРИАЛА | 1994 |
|
RU2078638C1 |
| Способ изготовления просечно-вытяжной сетки | 1976 |
|
SU617125A1 |
| Способ изготовления из полосы просечно-вытяжных сеток | 1988 |
|
SU1581427A1 |
| RU 94042668 A1, 10.09.1996 | |||
| Способ изготовления сетки из листовой заготовки | 1971 |
|
SU521045A1 |
| Способ изготовления из листового материала сетки и штамп для его осуществления | 1983 |
|
SU1630842A1 |
| Циклон | 1982 |
|
SU1041161A1 |
| GB 1400137 A, 16.07.1975 | |||
| ВЫПАРНОЙ АППАРАТ | 1991 |
|
RU2034610C1 |
| Игровое устройство | 1979 |
|
SU825126A1 |
| Сочленный тракторный агрегат | 1987 |
|
SU1452714A1 |

