Изобретение относится к обработке металлов давлением, а именно к автоматическим линиям для производства профиля.
Известные линии и устройства для них описаны в следующих источниках информации:
“Производство и применение гнутых профилей проката”/Справочник под редакцией И.С.Тришевского. М.: Металлургия, 1975, с.203-216;
“Производство гнутых профилей (Оборудование и технология)”/под редакцией И.С.Тришевского. М.: Металлургия, 1982, с.209;
“Оборудование для производства холодногнутых профилей проката за рубежом” (ЦИНТИАМ) - М.: Металлургия, 1964.
Известны аналоги линии: SU 617121, SU 1586827, SU 1409385, SU 1098622, SU 1660811 от 07.07.91, SU 1791060 от 30.01.93, SU 1581427 от 30.07.90, SU 1098622, FR 2697765 от 13.05.1994.
Известно устройство для изготовления просечно-вытяжной сетки из листового материала, содержащее плиту с установленными на ней матрицей, выполненной в виде призмы с режущей кромкой, устройством подачи материала и пуансоном, матрица устройства снабжена направляющими и прижимом, а пуансон выполнен в виде приводного ролика, установленного на опорах качения, с расположенными по его поверхности в шахматном порядке призматическими выступами. В приводном ролике призматические выступы на ролике выполнены на съемных пластинах-рядах, устанавливаемых в пазы ролика, а матрица установлена в плите с возможностью регулирования ее положения в направлении оси подачи материала (RU 2021062 от 15.10.94).
Известна линия для изготовления сетчатого полотна (GB 2200069 от 14.07.1988), включающая матрицу и пуансоны, представляющие собой ножи, образующие просечки в заготовке.
Известные автоматические линии для получения перфорированного профиля содержат расположенные в технологической последовательности: разматыватели рулона, петлевые компенсаторы, штампы, профилегибочные станы, устройства отрезки.
Наиболее близким аналогом является “Линия для изготовления просечно-вытяжной сетки” RU 2117543, В 21 D 31/02, 47/02. Линия состоит из просечного станка с полноприводным просечным устройством с блоком ножей для просечки-вытяжки заготовки из ленты или полосы, механизма привода и регулирования положения пакетов ножей верхнего и нижнего валов относительно друг друга в просечном устройстве станка для растяжки сетки из заготовки, полученной на просечном станке с устройством растяжным.
К недостаткам этого аналога относится невозможность изготовления сетчатых профилей.
Задачей, решаемой настоящим изобретением, является создание линии, позволяющей изготавливать на ней сетчатые профили, при этом должна быть обеспечена автоматизация процесса изготовления профиля и его высокое качество при высокой производительности линии и снижении себестоимости профиля, а также должно быть обеспечено расширение технологических возможностей линии за счет расширения номенклатуры выпускаемых изделий.
Технический результат обеспечивается тем, что расположение агрегатов линии и рабочих инструментов клетей профилегибочного стана выполнено в предложенной технологической последовательности, что обеспечивает полную автоматизацию процесса изготовления профиля, исключает появление случайных дефектов геометрии поперечного сечения, что в свою очередь обеспечивает высокое качество изделия.
Исключение из линии пресс-автомата, штампов для перфорации, безотходность, уменьшение расхода металла на изделие, унификация рабочих клетей профилегибочного стана позволяют уменьшить себестоимость изделия и расширить технологические возможности линии.
Плавная непрерывная работа общего для всех клетей профилегибочного стана, электромеханического привода и отрезного устройства непрерывного действия обеспечивают непрерывность и плавность работы всей линии, повышение производительности.
Предложенная конструкция линии позволяет за счет добавления одной унифицированной рабочей клети для выравнивания вытяжек сетки расширить номенклатуру выпуска изделий (под шпаклевочные работы).
За счет унифицированной конструкции рабочих клетей многоклетьевого профилегибочного стана, имеющих общий привод, нижние неподвижные корпуса и верхние подвижные корпуса, в которых установлены приводные валы, снабженные рабочими инструментами в виде дисков, смена рабочих инструментов клетей профилегибочного стана позволяет изготовить различную конфигурацию поперечного сечения профиля сетчатого (например, углового, маячкового).
Характеристика изготавливаемого изделия - профиля углового. Профиль угловой сетчатый имеет две полки, ориентированные под углом от 70 до 90° друг к другу; на каждой из них по длине профиля образованы прорези, симметричные относительно продольной оси профиля, ряды которых расположены в шахматном порядке со смещением каждого ряда на половину шага. После вытяжки просечки образуют сетчатую ребристую поверхность с ромбовидными ячейками. В месте соединения полок образован переходной участок, имеющий в сечении две параллельные стенки, сопряженные цилиндрической поверхностью, обращенной наружу профиля и имеющей радиус около 1,9 мм. Расстояние между стенками около 5 мм. На участке от 30 до 50% общей длины полки поверхность профиля выполнена сплошной, а дальше до края полки - сетчатая.
Характеристика изготавливаемого изделия - профиля маячкового. Профиль маячковый сетчатый имеет две полки, развернутые в горизонтальной плоскости, на каждой из них по длине профиля образованы прорези, симметричные относительно продольной оси профиля, ряды которых расположены в шахматном порядке со смещением каждого ряда на половину шага. После вытяжки просечки образуют сетчатую ребристую поверхность с ромбовидными ячейками. В месте соединения полок образован переходный участок, имеющий в сечении две параллельные стенки, сопряженные цилиндрической поверхностью, обращенной наружу профиля и имеющей радиус около 3,5 мм, расстояние между стенками около 7,5 мм. На участке от 10 до 15% длины полки поверхность профиля выполнена сплошной, а дальше до края полки - сетчатой.
Профили угловой и маячковый могут изготавливаться из стальной заготовки - оцинкованной ленты, ленты из нержавеющей стали, алюминиевых сплавов, при этом ширина ленты равна длине полки.
Изобретение поясняется чертежами, на которых изображено:
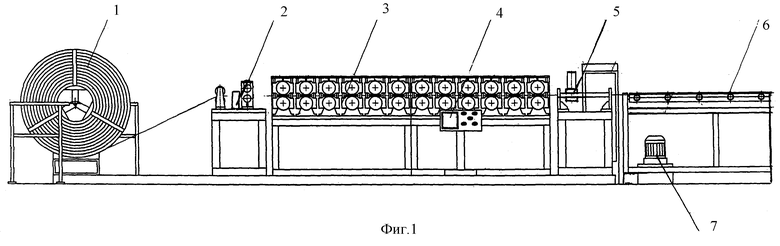
на фиг.1 - общий вид линии;
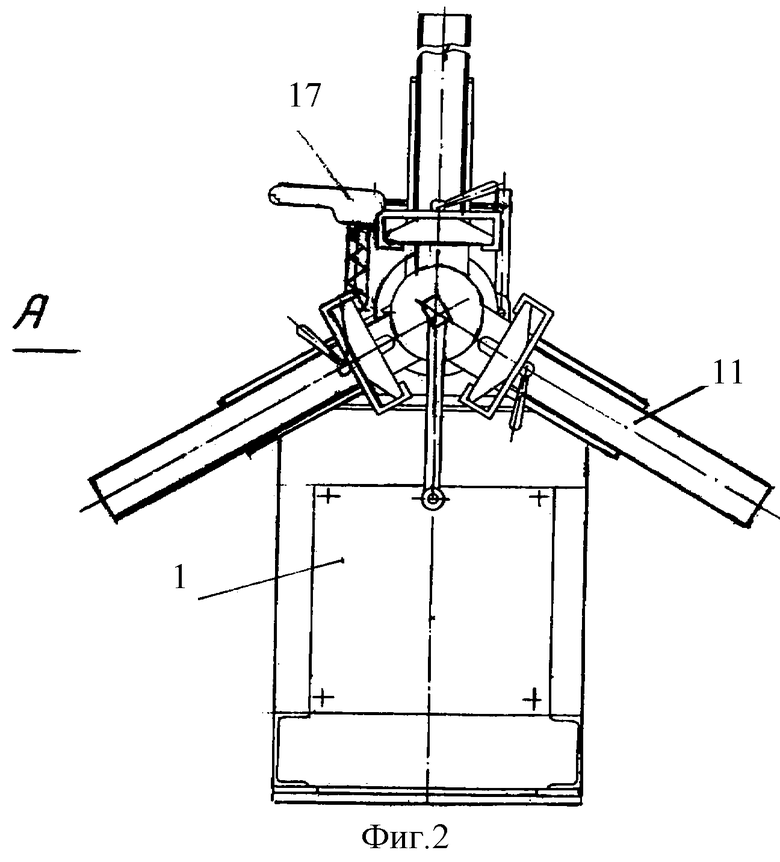
на фиг.2 - разматыватель рулона консольного типа;
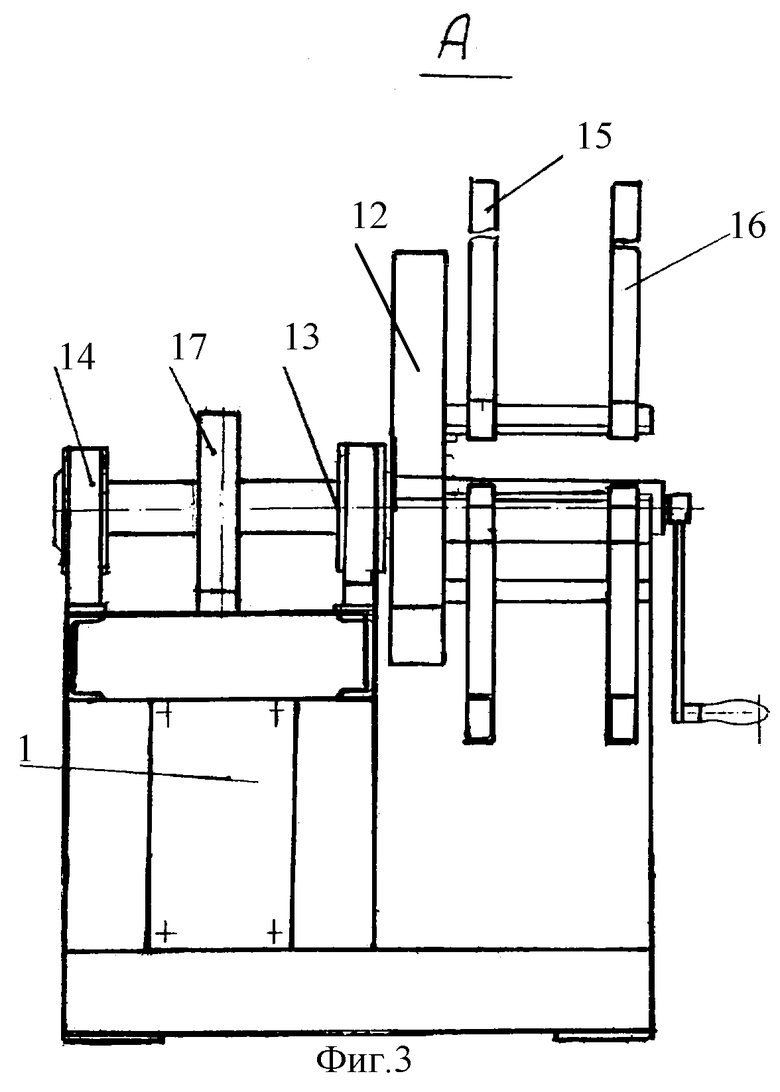
на фиг.3 - вид А на фиг.2;
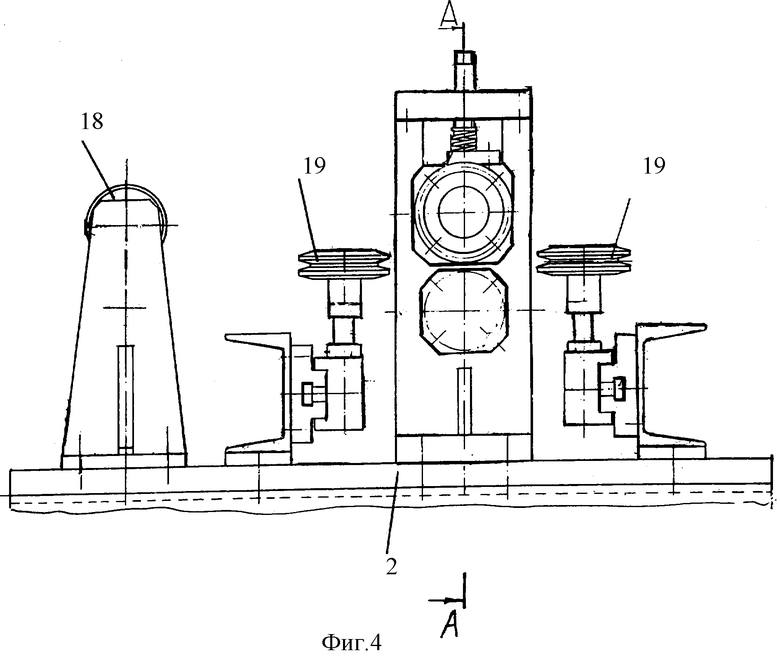
на фиг.4 - устройство ориентирующее с узлом счетчика подачи ленты;
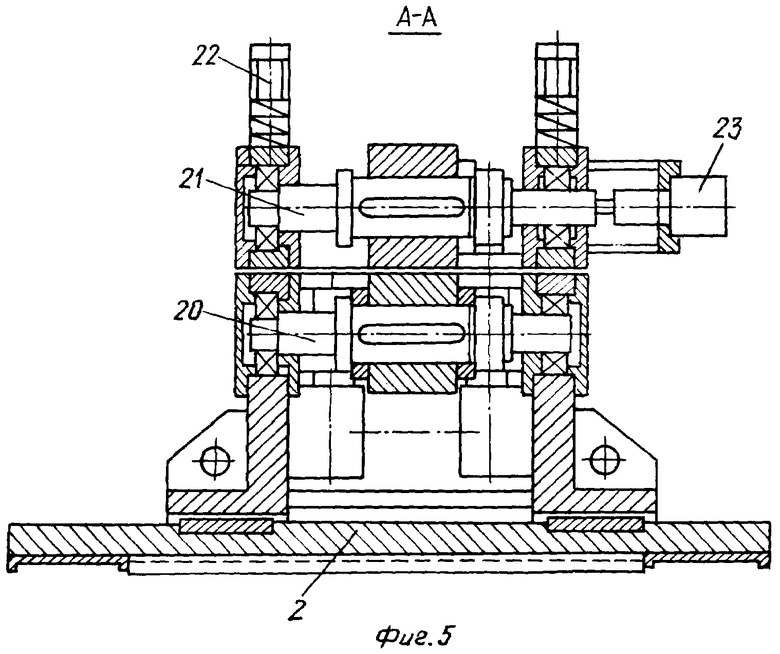
на фиг.5 - разрез А-А на фиг.4;
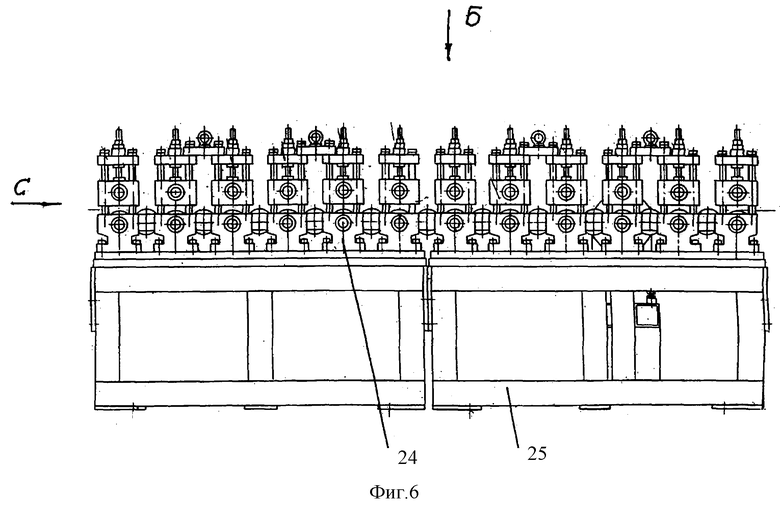
на фиг.6 - многоклетьевой профилегибочный стан;
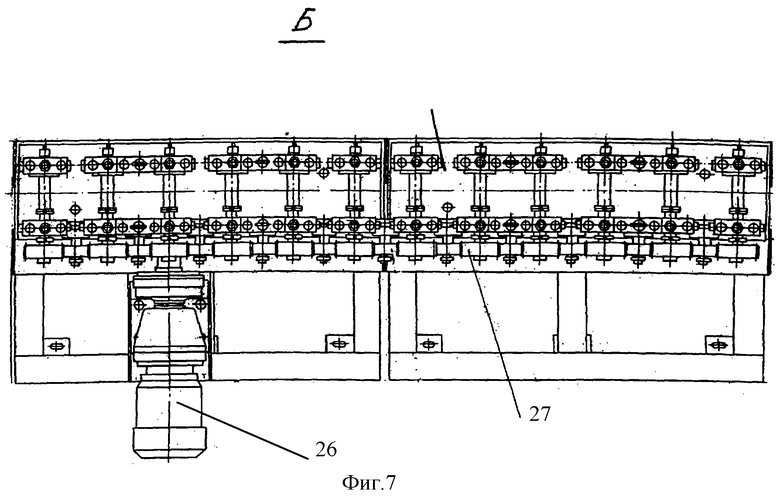
на фиг.7 - вид Б на фиг.6;
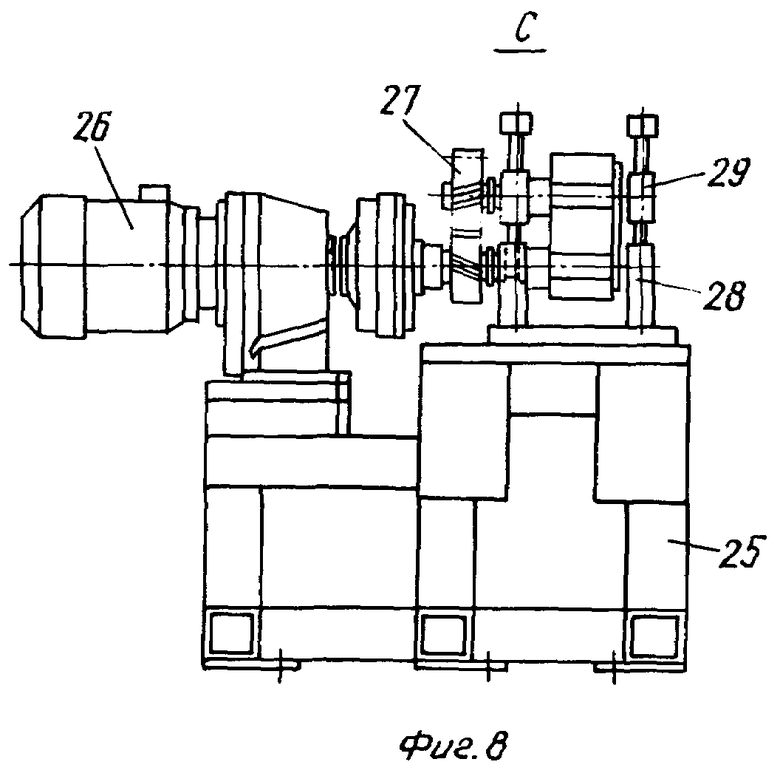
на фиг.8 - вид С на фиг.6;
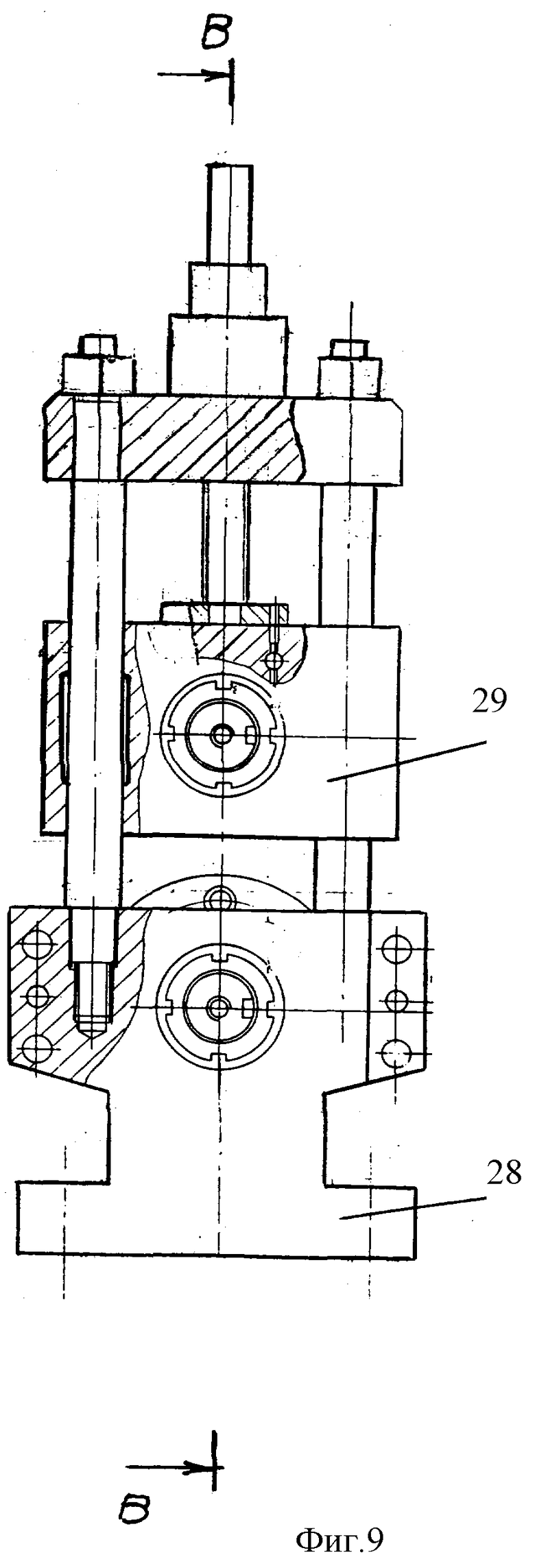
на фиг.9 - рабочая клеть профилегибочного стана;
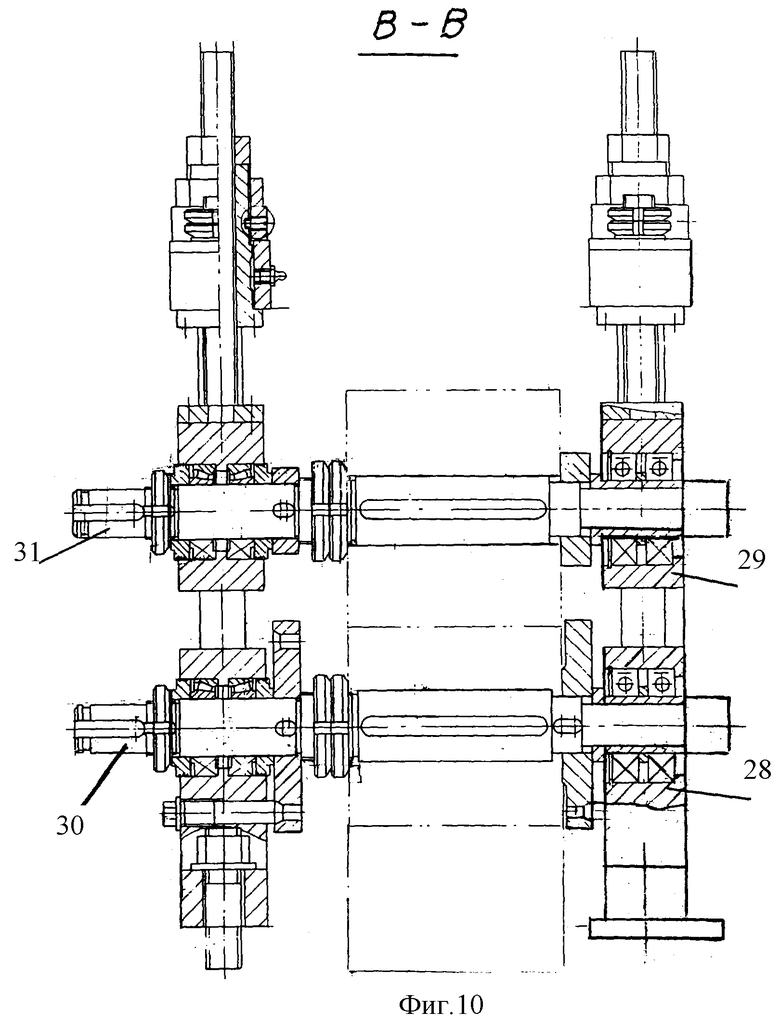
на фиг.10 - разрез В-В на фиг.9;
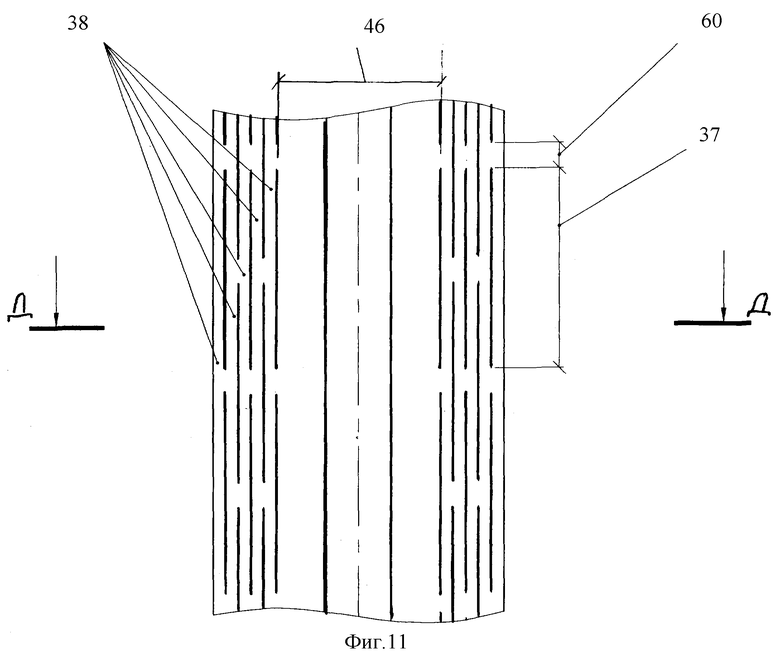
на фиг.11 - вид заготовки в плане после нанесения просечек режущими дисками во второй клети профилегибочного стана;
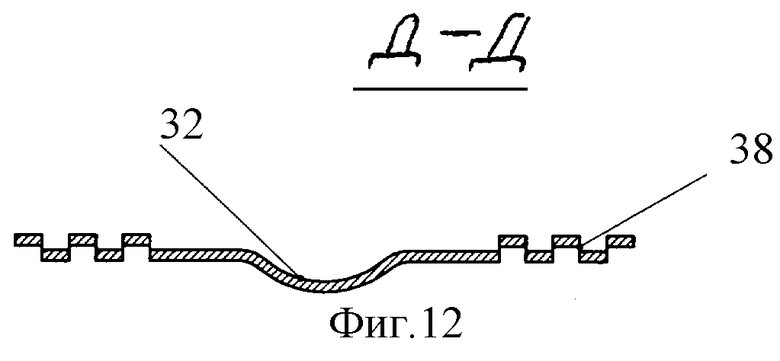
на фиг.12 - разрез Д-Д на фиг.11;
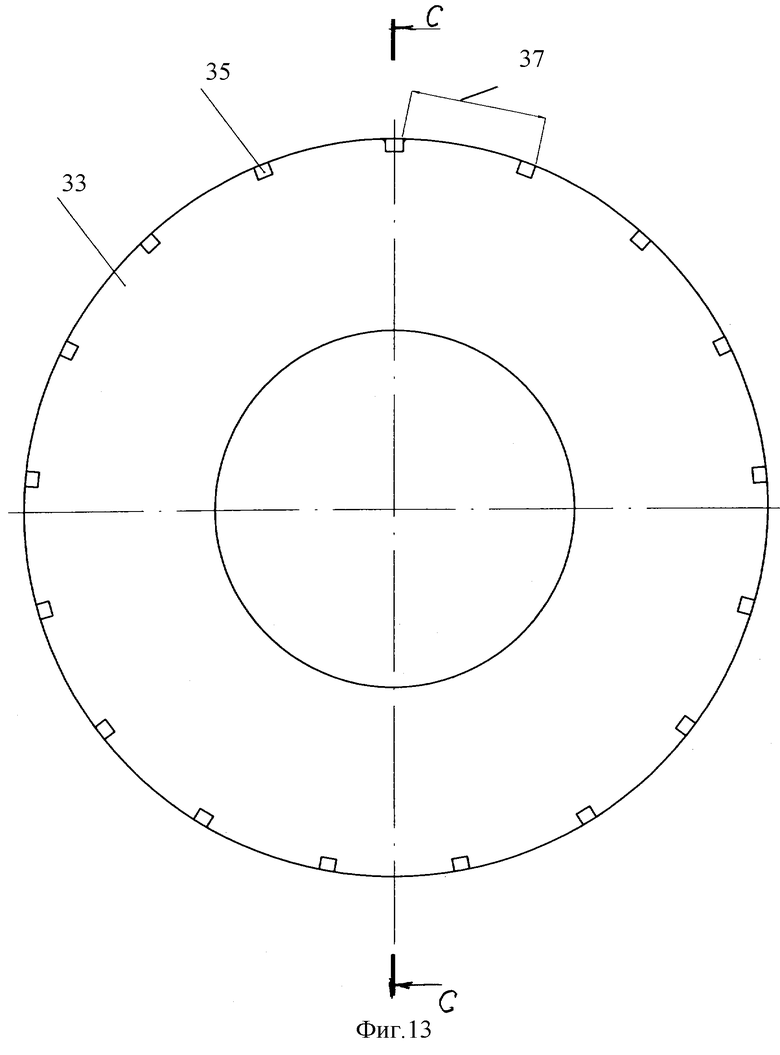
на фиг.13 - конструкция режущего диска для нанесения просечек;
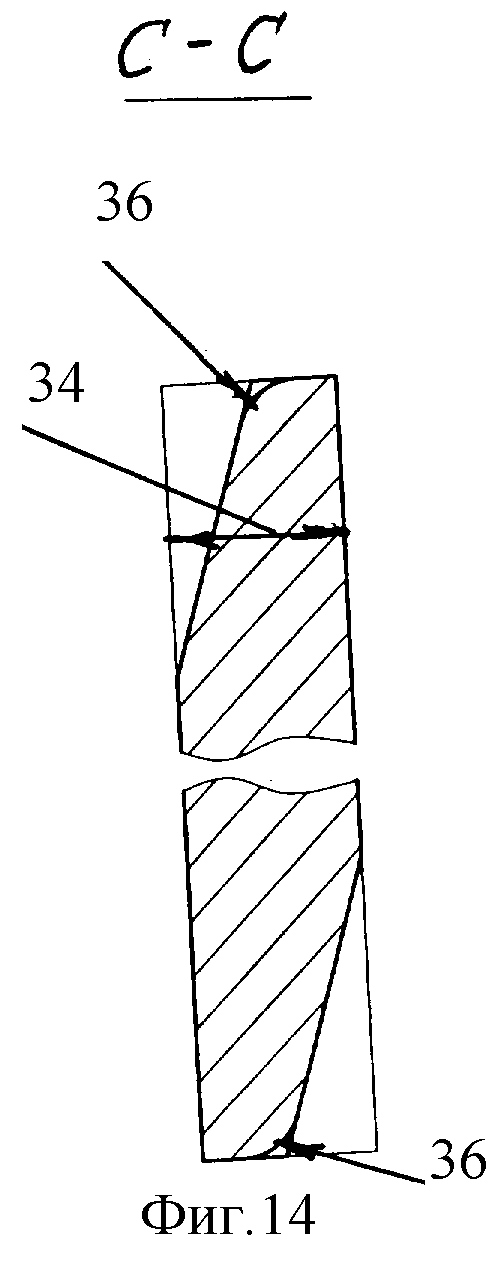
на фиг.14 - разрез С-С на фиг.13;
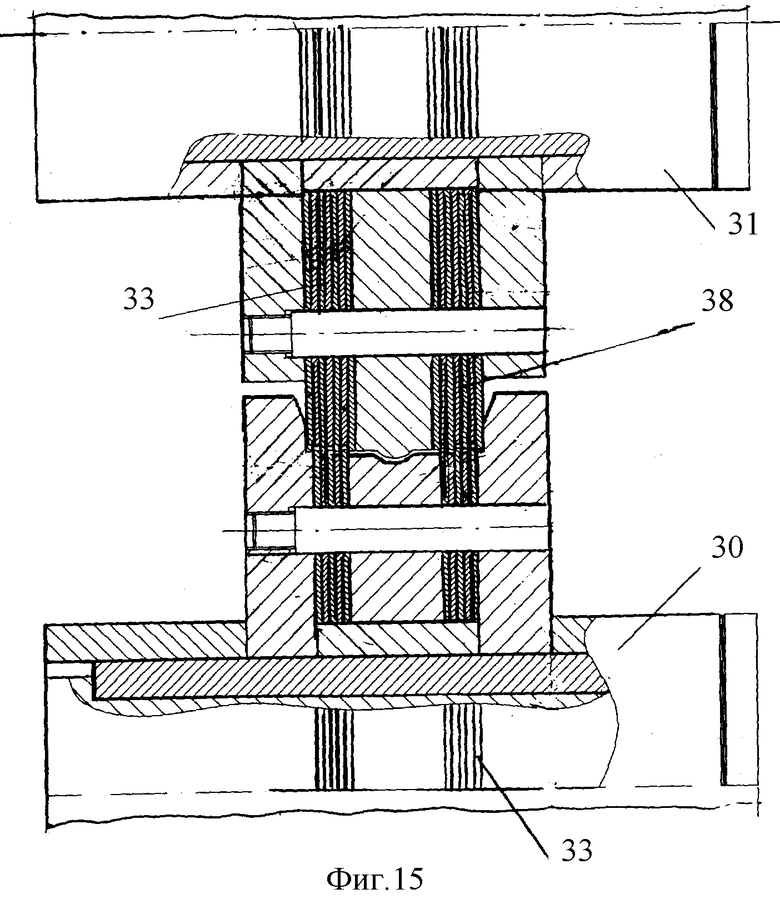
на фиг.15 - установка верхнего и нижнего пакетов с режущими дисками на валах рабочей клети;
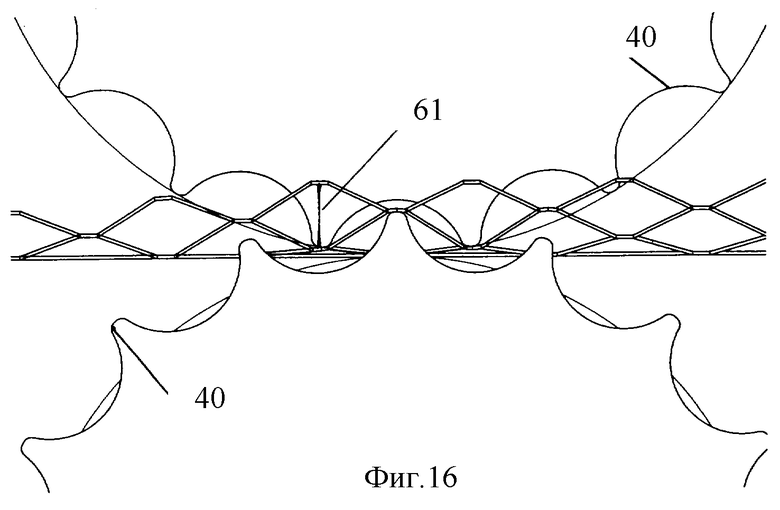
на фиг.16 - схема размещения верхних и нижних зубчатых дисков при вытяжке просечек одного ряда заготовки;
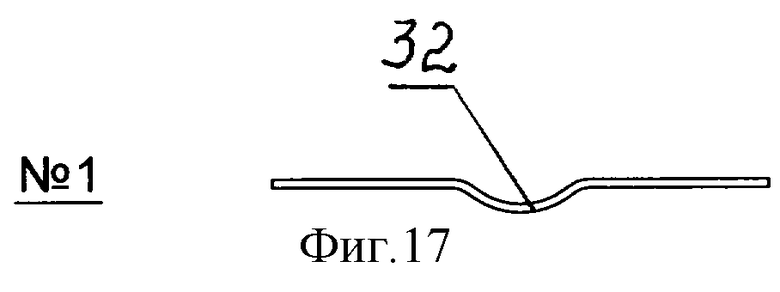
на фиг.17 - поперечное сечение заготовки на выходе из первой клети с изготовлением продольного желоба профилегибочным инструментом;
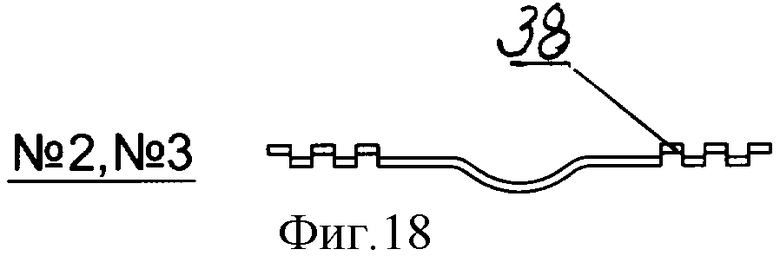
на фиг.18 - поперечное сечение заготовки с просечками после третьей клети профилегибочного стана;
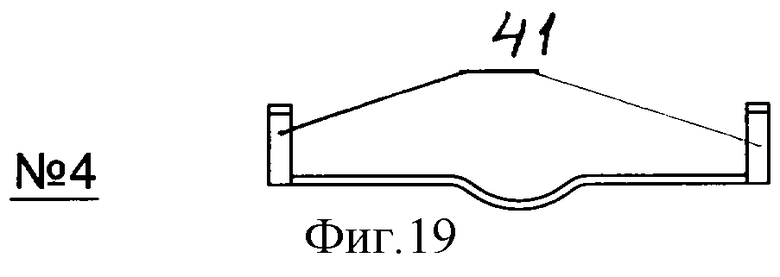
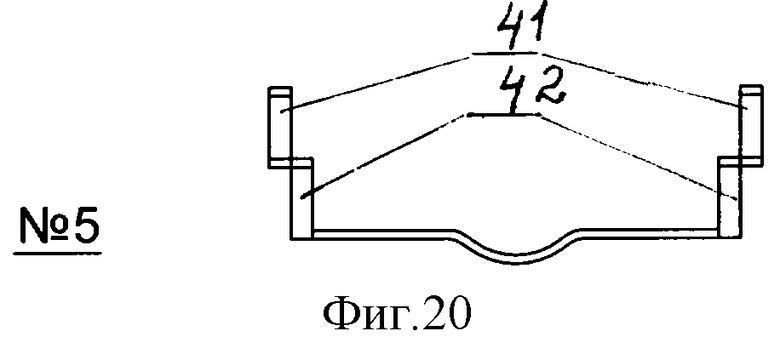
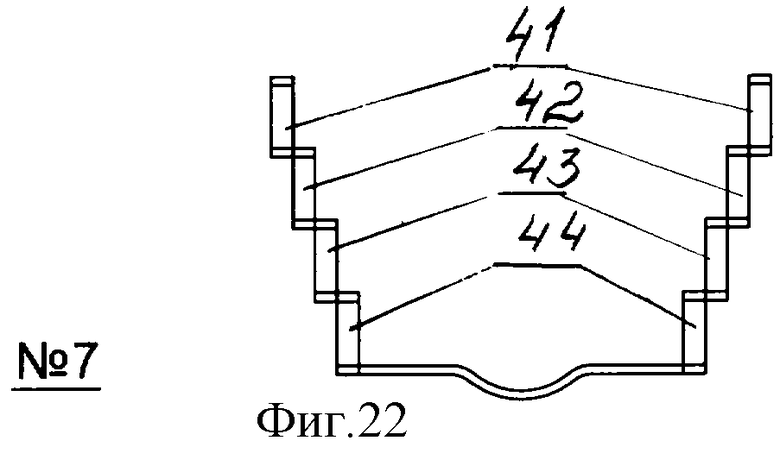
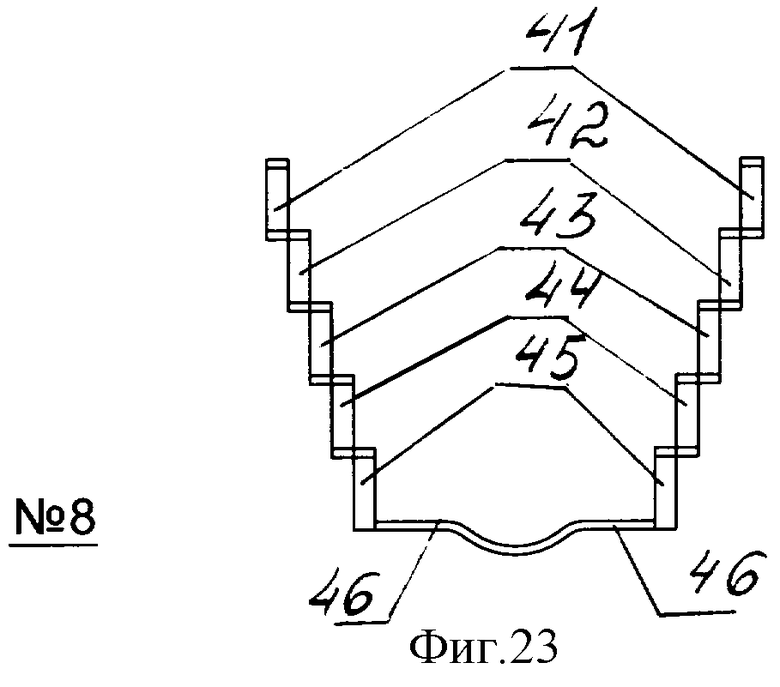
на фиг.19-23 - поперечное сечение заготовки при последовательном перемещении ее по клетям профилегибочного стана с третьей по девятнадцатую при изготовлении углового профиля;
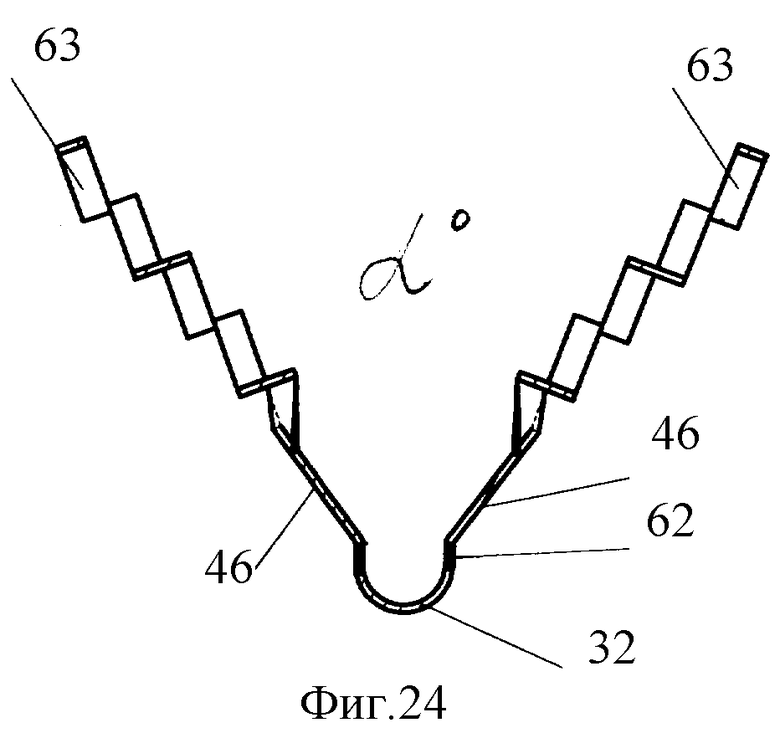
на фиг.24 - поперечное сечение профиля углового сетчатого на выходе из профилегибочного стана;
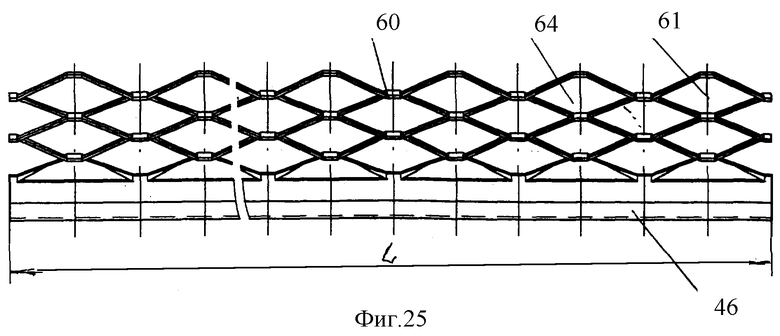
на фиг.25 - общий вид профиля углового сетчатого;
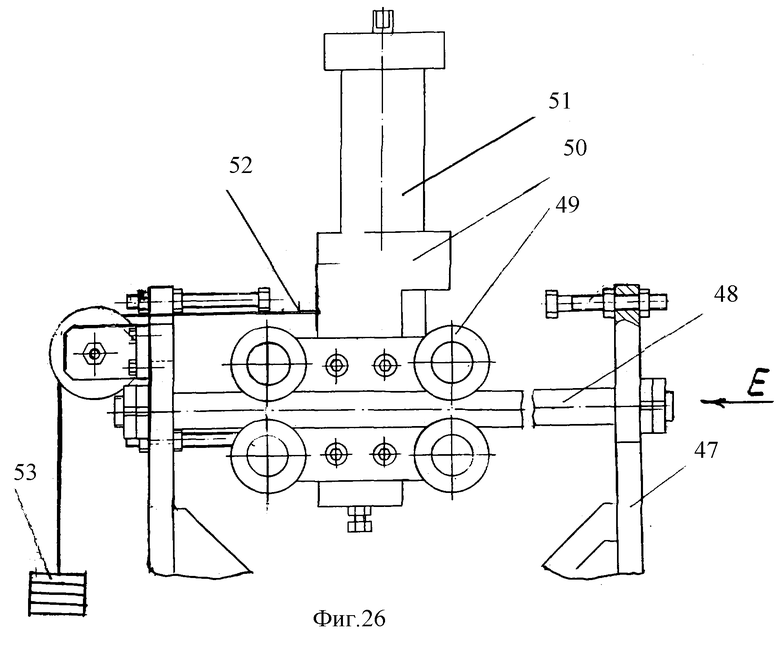
на фиг.26 - устройство отрезное;
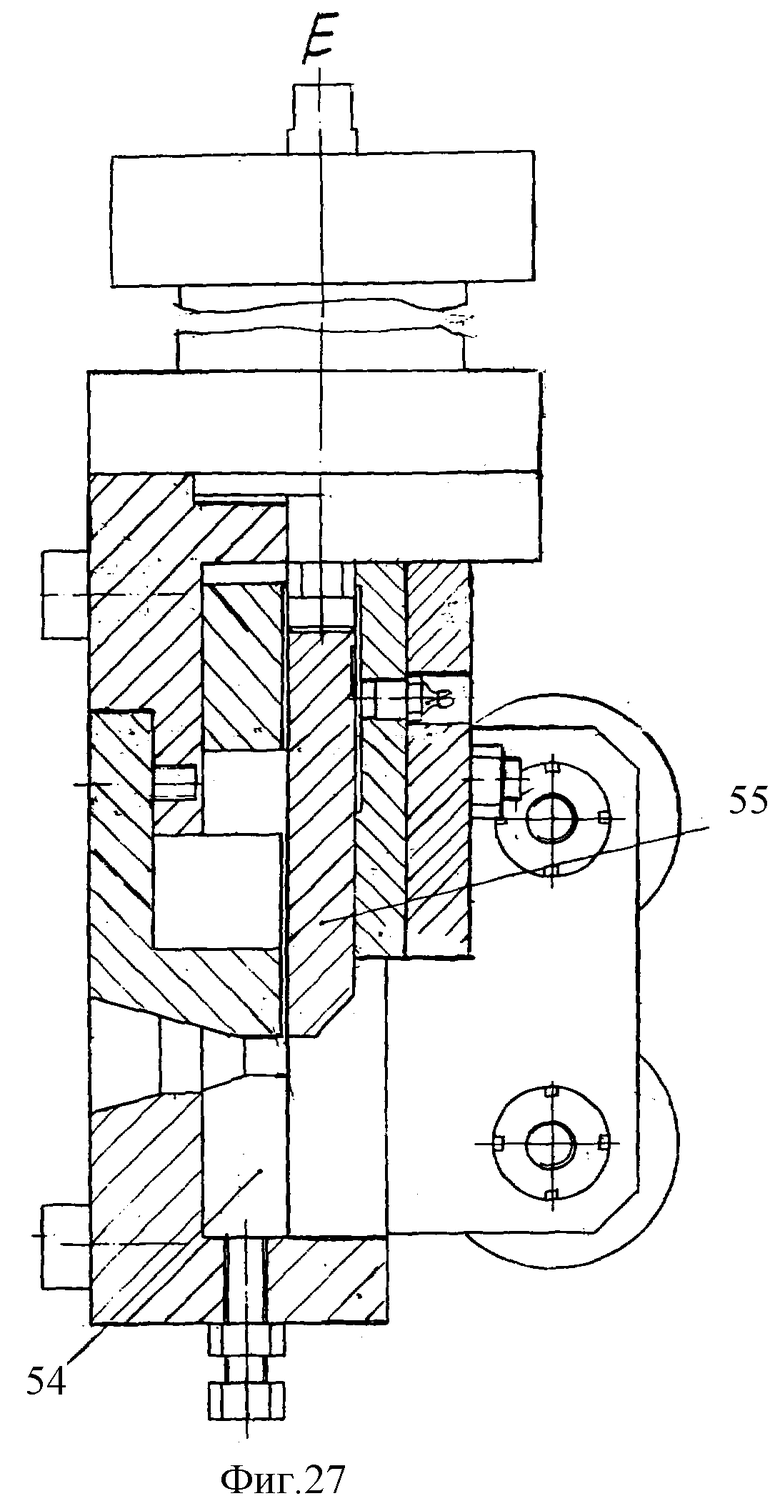
на фиг.27 - вид Е на фиг.26;
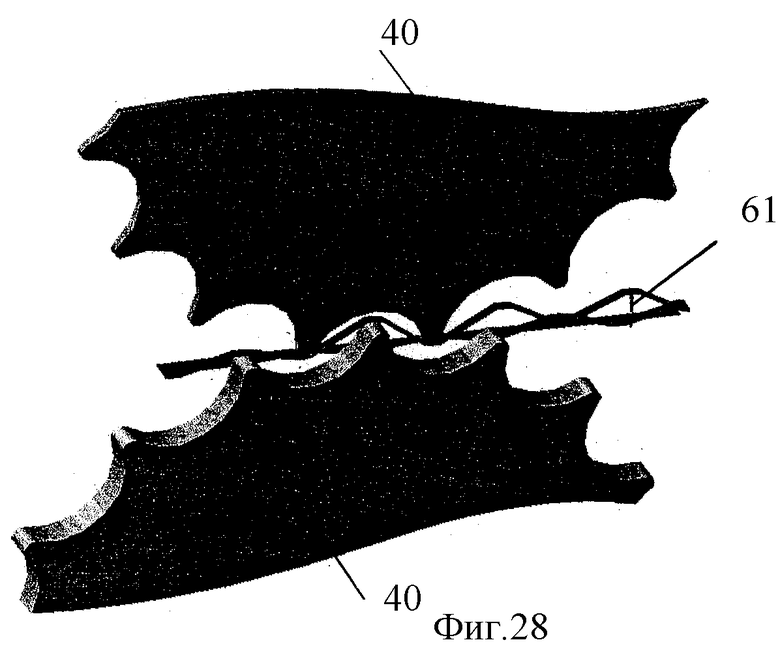
на фиг.28 - фрагмент аксонометрии при вытяжке верхними и нижними зубчатыми дисками одного ряда просечек заготовки;
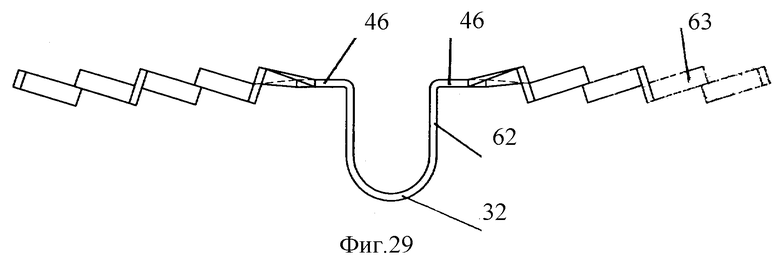
на фиг.29 - вид маячкового сетчатого профиля сбоку;
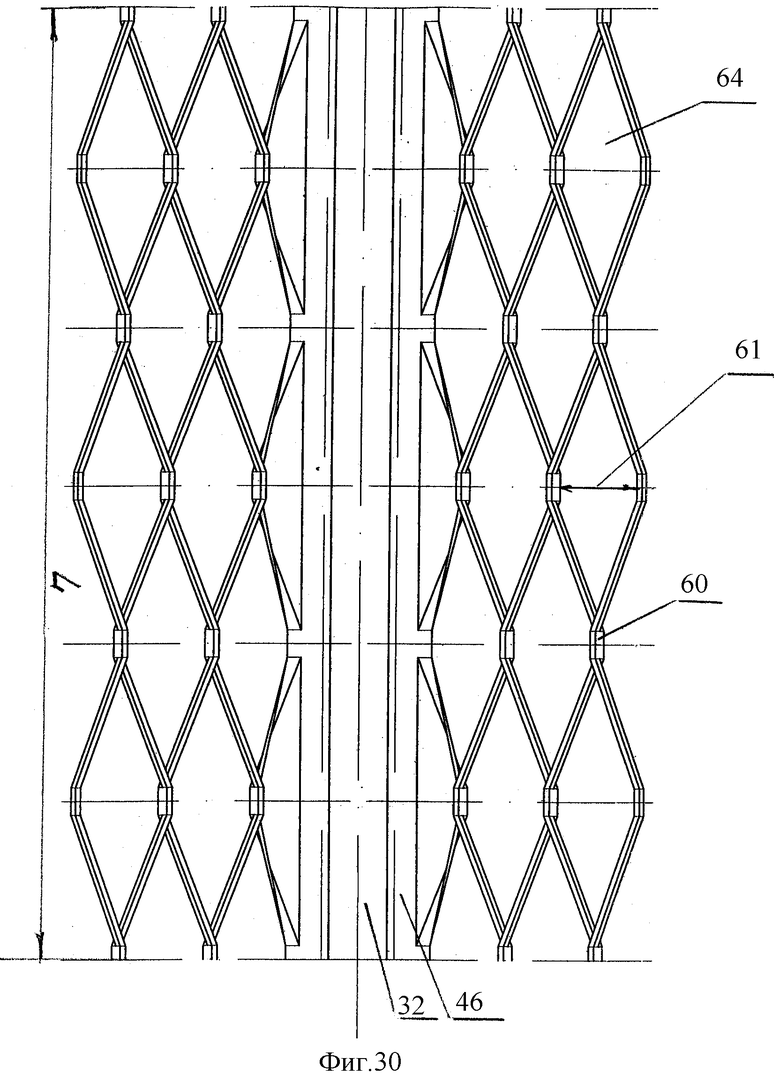
на фиг.30 - вид маячкового профиля в плане.
Линия для изготовления профиля сетчатого содержит: разматыватель консольного типа 1, ориентирующее устройство с узлом счетчика подачи ленты 2, многоклетьевой профилегибочный стан 3, пульт управления 4, устройство отрезное 5, приемный стол 6, гидростанцию 7, электропривод 26.
Разматыватель консольного типа 1 содержит радиально-подвижные сегменты 11 барабана 12, установленного на валу 13 в подшипниковых опорах 14. Барабан предназначен для установки рулона с заготовкой и фиксации его поджатием ограничителями осевого смещения 16 к стойке 15, причем вал разматывателя имеет ленточный тормоз 17.
Ориентирующее устройство с узлом счетчика подачи ленты 2 содержит два направляющих ролика 18, закрепленных на кронштейне; два ориентирующих ролика 19, один до входа ленты в узел счетчика, другой - на выходе, причем ролики установлены в кронштейнах с возможностью регулировки по вертикали и горизонтали, в зависимости от уровня подачи ленты. Упомянутое ориентирующее устройство также содержит нижний ролик, установленный на валу 20 в неподвижных корпусах подшипников, и верхний ролик на валу 21, корпуса подшипников которого имеют возможность вертикальной регулировки подпружиненными упорами 22, то есть регулировки зажатия ленты между роликами. Для фиксации определенной длины заготовки ориентирующее устройство на верхнем валу имеет электрический счетчик длины, измеряющий перемещение ленты 23.
Многоклетьевой профилегибочный стан 3 содержит рабочие клети 24, каждая из которых выполняет определенную технологическую операцию согласно схеме переходов по клетям для образования поперечного сечения профиля. Рабочие клети имеют унифицированную конструкцию и установлены на общей станине 25. Имеется общий для всех клетей электромеханический привод 26, вращение от которого через редуктор, муфту, зубчатую передачу передается на зубчатые шестерни, которыми оснащены все приводные валы рабочих клетей профилегибочного стана (фиг.7, 8). Конструкция рабочих клетей унифицирована, все детали взаимозаменяемые. Для регулировки технологических размеров рабочая клеть 24 имеет нижние неподвижные корпуса 28 и верхние подвижные 29, в корпусах на подшипниках качения установлены приводные валы 30 и 31, которые снабжены рабочими инструментами в виде дисков, выполняющих последовательные операции по формированию сетчатого профиля. При этом в первой рабочей клети инструмент формирует продольный центральный желоб 32.
Вторая рабочая клеть имеет рабочий инструмент из режущих дисков 33 - нижних на нижнем валу, верхних на верхнем валу. Диски толщиной 34 имеют выемки 35 с режущими кромками 36, выемки расположены по окружности режущего диска с шагом, равным длине просечек 37. Режущей частью является вся наружная поверхность диска, а выемка обеспечивает перемычку между просечками.
Диски отстоят друг от друга на валах на толщину разделительных колец 38.
В третьей рабочей клети установлен “гладильный” рабочий инструмент в виде цилиндрических дисков, причем образующей цилиндрической поверхности диска является прямая линия.
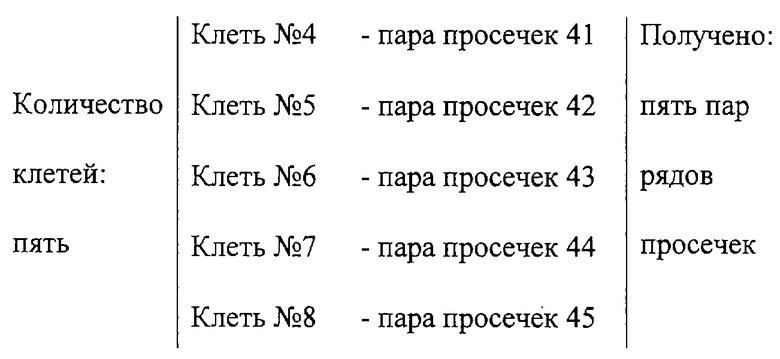
С четвертой по восьмую клеть на верхних и нижних валах клетей попарно симметрично относительно центральной оси симметрии установлены идентичные зубчатые диски 40 для вытяжки просечек. Размещение дисков на валах клетей соответствует схеме технологической поклетьевой вытяжки просечек с последовательным смещением дисков в каждой последующей клети на шаг между просечками от краев к центру, обеспечивая образование сплошной полосы 46.
Изменение поперечного сечения заготовки в процессе вытяжки просечек и порядок образования парных просечек 41, 42, 43, 44, 45 обеспечивают рабочий инструмент (зубчатые диски) клетей с четвертой по восьмую (фиг.17-23).
С девятой по двенадцатую рабочие клети содержат рабочие профилегибочные диски, при помощи которых доформовывают поперечное сечение углового сетчатого профиля (фиг.24).
В случае назначения профиля для шпаклевочных работ в профилегибочном стане устанавливают дополнительную рабочую клеть с рабочим инструментом в виде цилиндрических прямых дисков (роликов) для приглаживания наружной поверхности профиля.
Автоматическая линия содержит отрезное устройство 5, на корпусе 47 которого закреплены цилиндрические направляющие 48, по которым готовый профиль, выходящий из профилегибочного стана, перемещает (толкает) каретку 50 на катках 49 из исходного положения (крайнего), в котором она находится, под действием груза 53 на тросе 52, прикрепленном к каретке, на длину хода, равную длине профиля, до отрезки его ножами 55 и 54.
Линия имеет стол накопительный 6, гидростанцию 7, электропривод 26 с муфтой и зубчатой передачей по клетям.
Линия работает следующим образом.
В программное устройство вводят рабочие параметры профиля, режим работы линии.
Рулон ленты подают кран-балкой и устанавливают на подвижные сегменты 11 барабана 12 на валу 13, затем рулон фиксируется в рабочем положении поджатием ограничителями осевого смещения 16 к стойкам 15.
Конец ленты вручную заводят между направляющими роликами 18 ориентирующего устройства 2, затем через ориентирующий ролик 19 выводят ленту между нижним роликом 20 и верхним роликом 21 через ориентирующий ролик 19 на профилегибочный стан до отрезного устройства 6. Затем при помощи пульта управления 4 линию включают в автоматический режим работы.
Заготовка в виде ленты перемещается из рулона, установленного на разматывателе консольного типа 1 на ориентирующее устройство с узлом счетчика подачи ленты 2, на валу разматывателя установлен ленточный тормоз 17 для гашения маховых моментов при разматывании рулона.
Из ориентирующего устройства заготовку подают на профилегибочный стан 3, где электропривод 26 через зубчатую передачу 27 к роликам рабочих клетей производит дальнейшее перемещение ленты по клетям согласно схеме переходов.
В первой клети рабочий инструмент выполняет на заготовке продольный желоб 32 с исходными параметрами, которые остаются без изменений до клети 9.
Во второй рабочей клети режущие диски 33, имеющие толщину, обозначенную позицией 34, с режущими кромками 37 (фиг.13, 14) наносят на заготовку прерывистые просечки с количеством рядов просечек, равным количеству пар дисков (верхних и нижних).
Шаг между выемками на диске определяет длину просечки 37. Расстояние между дисками определяет расстояние между рядами просечек 38 (фиг.11). Расстояние между просечками в ряду определяет ширину перемычек, равную ширине выемок 35.
Во второй клети на заготовке по обе стороны от продольного желоба оставляют сплошную полосу металла 46.
В третьей рабочей клети рабочий инструмент в виде гладких дисков “приглаживает” просечки для последующей качественной вытяжки.
В четвертой, пятой, шестой, седьмой и восьмой клетях рабочие инструменты в виде зубчатых дисков 40 производят попарную вытяжку просечек со смещением вытяжки на ряд в каждой последующей клети от края к центру заготовки 41, 42, 43, 44, 45, завершая образование ромбов сетки до расчетной величины 61.
При этом количество рабочих клетей стана по вытяжке просечек соответствует количеству симметричных относительно продольной оси симметрии заготовки пар рядов просечек.
С девятой по двенадцатую клеть рабочие диски доформовывают поперечное сечение профиля до заданных расчетных параметров угловых параметров.
Таким образом, профиль имеет две равные полки 63, ориентированные под углом, равным от 70 до 90° друг к другу; на каждой полке выполнена сплошная полоса 46, равная от 30 до 50% длины полки, остальная поверхность полки выполнена сетчатой с ромбовидными ячейками длиной 27 мм, шириной 10 мм. Ряды ячеек смещены на половину шага. В месте соединения полок образован переходный участок, имеющий в сечении две параллельные стенки 62, между ними расстояние 5 мм, высота 1 мм, сопряженные цилиндрической поверхностью, обращенной наружу профиля и имеющей радиус 1,9 мм.
На автоматической линии, предназначенной для выпуска маячкового сетчатого профиля, делают переналадку рабочих инструментов клетей профилегибочного стана и выполняют профиль (фиг.29, 30), имеющий две полки, развернутые в горизонтальной плоскости, на каждой полке выполнена сплошная полоса 46, равная от 10 до 15% длины полки, остальная поверхность полки выполнена сетчатой с ромбовидными ячейками длиной 27 мм, шириной 10 мм. Ряды ячеек смещены на половину шага. В месте соединения полок образован переходный участок, имеющий в сечении две параллельные стенки с расстоянием между ними 7,5 мм, сопряженные цилиндрической поверхностью с радиусом 3,5 мм.
Длина профиля задается, исходя из необходимости получения профиля определенной длины.
Профили могут изготавливаться из стальной или алюминиевой полосы толщиной 0,4-0,6 мм.
Профилегибочный стан выдает заготовку на отрезное устройство 5, которое работает в варианте непрерывного “летучего” реза, то есть в процессе отрезки мерной длины, по получении команды на отрезку заданной длины, например 3 м, гидроцилиндр 51, размещенный внутри каретки 50, приводит в действие верхний 55 и нижний 54 ножи, при этом каретка 50 под действием движущегося профиля (профиль толкает каретку) перемещается по цилиндрическим направляющим 48, закрепленным на корпусе 47.
После отрезки профиля каретка 50, связанная через блок с тросом 52, возвращается под действием груза 53 на исходную позицию, а так как профиль продолжает поступать, операция повторяется. Скорость возврата регулируется массой груза.
Готовый профиль подают на приемный стол 6 для передачи на упаковку. Отрезное устройство непрерывного действия не снижает производительности автоматической линии, так как не прерывает выдачу готового профиля из профилегибочного стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ТЕРМОПРОФИЛЬ СЕТЧАТЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2342504C1 |
| ПРОФИЛЬ МАЯЧКОВЫЙ СЕТЧАТЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2395653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ ИЛИ СЕТЧАТОГО ПРОФИЛЯ | 2003 |
|
RU2275268C2 |
| УГОЛОК СЕТЧАТЫЙ РАВНОПОЛОЧНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2379444C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| СЕТЧАТЫЙ ПРОФИЛЬ ДЛЯ КАРКАСА МЕЖКОМНАТНЫХ ПЕРЕГОРОДОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2393041C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |

Изобретение предназначено для производства внутренних, внешних, теплоизоляционных и шпаклевочных работ в строительстве из перфорированных профилей. Линия содержит установленные в технологической последовательности разматыватель заготовки, многоклетьевой профилегибочный стан и отрезное устройство, при этом рабочие клети многоклетьевого профилегибочного стана установлены на станине и имеют общий привод, а также нижние неподвижные корпуса и верхние подвижные корпуса, в которых установлены приводные валы, снабженные рабочими инструментами в виде дисков, при этом первая рабочая клеть содержит диски для образования на заготовке продольного центрального желоба, диски второй рабочей клети выполнены режущими и предназначены для образования просечек, диски третьей рабочей клети выполнены в виде цилиндров с образующей в виде прямой линии, диски последующих клетей выполнены зубчатыми и предназначены для вытяжки просечек, причем количество рабочих клетей стана по вытяжке просечек соответствует количеству симметричных относительно продольной оси симметрии заготовки пар рядов просечек, а диски рабочих клетей, в которых производится вытяжка просечек, предназначены для формирования поперечного сечения сетчатого профиля, при этом отрезное устройство линии выполнено с возможностью работы без остановки перемещения готового профиля. Расширяются технологические возможности, повышается производительность. 5 з.п. ф-лы, 30 ил.
| ТРИШЕВСКИЙ И.C | |||
| и др | |||
| Перфорированные профили | |||
| - М.: Металлургия, 1972, с.89-92 | |||
| Способ изготовления из полосы просечно-вытяжных сеток | 1988 |
|
SU1581427A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
| GB 1313308 A, 28.07.1969. | |||

