Изобретение относится к обработке металлов давлением, в частности к инструментам, используемым на ротационно-ковочных машинах, для формообразования деталей с наружным винтовым регулярным рельефом, например, в виде резьбы.
Известен рабочий инструмент используемый в штампе для радиальной штамповки резьбовой поверхности метчиков, имеющий резьбовую формообразующую поверхность и острые переходные кромки в местах пересечения этой поверхности с поверхностями смыкания инструмента.
Однако, такой инструмент не обеспечивает безотходной обработки металла при формообразовании резьбы в ротационно-ковочных машинах вследствие срезания избытка металла, вытесняемого на поверхности смыкания инструментов, переходными острыми кромками инструмента.
Известен способ формообразования деталей с наружным винтовым регулярным рельефом, например, в виде резьбы, осуществляемый на ротационно-ковочных машинах формообразующим инструментом, имеющим заходный конус, формообразующую резьбовую поверхность с заваленными гладкими краями.
Такие гладкие заваленые края формообразующей резьбовой поверхности не обеспечивают благоприятные условия течения металла при формообразовании резьбовой поверхности детали.
Целью изобретения является оптимизация технологических параметров процесса формообразования деталей с наружным винтовым регулярным рельефом, например, в виде резьбы, улучшение качества получаемой резьбы, повышение стойкости формообразующего инструмента.
Указанная цель достигается тем, что в инструменте для формообразования деталей с наружным винтовым регулярным рельефом, например, в виде резьбы, на ротационно-ковочных машинах, содержащем заходный конус, формообразующую поверхность с винтовым регулярным рельефом и переходные поверхности между формообразующими поверхностями с винтовым регулярным рельефом и плоскостями смыкания инструмента, на переходных плоскостях выполнен винтовой регулярный рельеф, аналогичный рельефу формообразующей поверхности и сопряженный с ним.
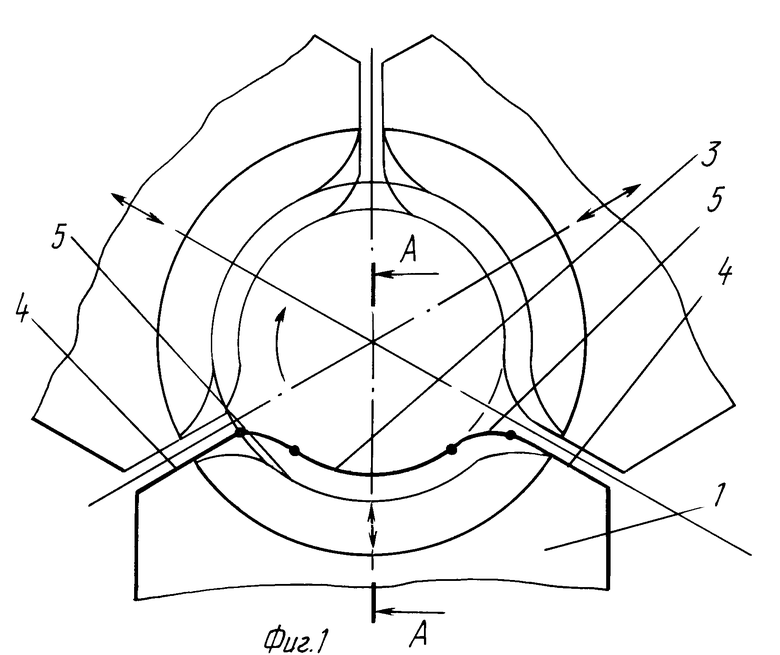
На фиг. 1 изображен инструмент для формообразования деталей с наружным винтовым регулярным рельефом; на фиг.2 - разрез А-А на фиг.1.
Рабочая поверхность инструмента 1 имеет заходный конус 2, формообразующую поверхность с винтовым регулярным рельефом 3, плоскости смыкания инструмента 4 и переходные поверхности 5 с винтовым регулярным рельефом, аналогичным рельефу поверхности 3 и сопрягающимся с ним.
В ротационно-ковочной машине инструмент 1 совместно с другими инструментами комплекта вращается относительно оси вращения шпинделя машины в направлении, соответствующем направлению формообразующей винтовой поверхности, и совершает в радиальном направлении колебательные движения с амплитудой, меньшей высоты профиля винтовой поверхности формообразуемой этим инструментом.
Обрабатываемая заготовка калибруется заходным конусом 2 инструмента 1 с последующим формообразованием на ней винтового регулярного рельефа формообразующей поверхностью 3.
При формообразовании на детали винтового рельефа, в момент смыкания инструмента 1 со смежными инструментами комплекта инструмента по плоскости 4, переходная поверхность 5 врезается в гладкую цилиндрическую поверхность детали, профилируя ее.
Одновременно избыток металла заготовки при ее пластической деформации поступает на переходные поверхности 5, где он также профилируется винтовым рельефом, аналогичным рельефу поверхности 3.
Предлагаемый инструмент облегчает дальнейший процесс формообразования винтовой поверхности детали, так как формообразующая поверхность 3 калибрует уже спрофилированные поверхности. Улучшается качество получаемой резьбы и повышается стойкость формообразующего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования деталей с наружным винтовым регулярным рельефом | 1989 |
|
SU1680430A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ПРОКАТА | 1992 |
|
RU2021065C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНИЧЕСКОЙ РЕЗЬБЫ НА ТРУБАХ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2015 |
|
RU2644837C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ТРУБ С НАРУЖНЫМ ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 1991 |
|
RU2011100C1 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| САМОЗАЧИЩАЮЩИЙ БОЛТ | 2002 |
|
RU2223421C1 |
| Молотковая мельница для тонкого помола шлака и других строительных материалов | 1950 |
|
SU92014A1 |

Использование: инструмент предназначен для формообразования деталей с наружным винтовым рельефом, например, в виде резьбы. Сущность: рабочая поверхность инструмента имеет заходный конус, формообразующую поверхность с винтовым регулярным рельефом, плоскости смыкания инструмента и переходные поверхности. На переходной поверхности выполнен винтовой регулярный рельеф, аналогичный рельефу формообразующей поверхности и сопряженный с ним. Положительный эффект: оптимизация технологических параметров процесса формообразования деталей с наружным винтовым регулярным рельефом, улучшение качества получаемой поверхности и повышение стойкости формообразующего инструмента. 2 ил.
ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ С НАРУЖНЫМ ВИНТОВЫМ РЕГУЛЯТОРНЫМ РЕЛЬЕФОМ, например, в виде резьбы, на ротационно-ковочных машинах, содержащий заходный конус, формообразующую поверхность с винтовым регулярным рельефом и переходные поверхности между формообразующей поверхностью с винтовым регулярным рельефом и плоскостями смыкания инструмента, отличающийся тем, что на переходной поверхности выполнен винтовой регулярный рельеф, аналогичный рельефу формообразующей поверхности и сопрягающийся с ним.
| Способ формообразования деталей с наружным винтовым регулярным рельефом | 1989 |
|
SU1680430A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
