Изобретение относится к области металлургии и может быть использовано при производстве металлических лент с аморфной структурой методом непрерывного литья расплавленного металла на быстровращающийся охлажденный диск. Специфика намотки при таком способе получения лент заключается в высокой заправочной скорости. При этом передний конец отливаемой ленты представляет собой произвольно ориентированные в пространстве отдельные полосы, что затрудняет транспортировку и заправку ленты на барабан моталки. Поэтому перед заправкой некондиционный передний конец ленты нужно удалять.
Известен способ заправки ленты в моталку и устройство для его осуществления, по которому быстродвижущаяся лента попадает в захват, образованный двумя вращающимися навстречу друг другу щеточными роликами, перемещается вместе со щеточными роликами по предварительно заданному пути над барабаном моталки, создает угол охвата лентой барабана моталки, после чего с помощью специального приспособления производится обрезка переднего конца и закрепление ленты на поверхности намотки.
Недостатками указанного способа при высоких скоростях заправки ленты (свыше 15-20 м/с) являются, во-первых, возможное притормаживание ленты при попадании в щеточные ролики из-за хаотичности движения переднего конца ленты и, во-вторых, сложность согласования режущего и закрепляющего устройства с положением его относительно ленты на барабане.
Известен способ намотки тонкой ленты, выбранной в качестве прототипа, включающий операции подачи переднего конца, его обрезку и захлестывание на барабане моталки. Устройство, на котором реализуется данный способ, содержит намоточный барабан с захлестывателем подающую проводку, криволинейную проводку с закрепленным на ней подвижным ножом. При этом подача ленты осуществляется сначала прямолинейно, затем при обрезке переднего конца направление движения ленты изменяется и осуществляется ее захлестывание.
Недостаток такого способа и устройства заключается в низкой надежности при работе на высоких скоростях, так как обрезка переднего конца, движущегося прямолинейно, приводит к его кратковременному останову, что вызывает появление складок ленты и ее забуривание перед входом в захлестыватель.
Целью изобретения является повышение надежности при намотке на высоких скоростях. Под повышением надежности намотки подразумевается надежность захвата переднего конца, отсутствие перекручивания, смятия и обрывов ленты.
Указанная цель достигается тем, что в способе подачи тонкой ленты к намоточному барабану, включающем подачу переднего конца ленты посредством подающей прямолинейной и криволинейной проводок, его обрезку и захлестывание ленты на намоточный барабан, подачу переднего конца ленты осуществляют вначале по криволинейной проводке, которую затем смещают с образованием зазора относительно прямолинейной проводки, складывают ленту вдвое и осуществляют ее захлестывание на намоточный барабан, после чего производят обрезку переднего конца ленты.
Поставленная цель достигается также тем, что в устройстве для намотки тонкой ленты, содержащем намоточный барабан с захлестывателем, подающую и криволинейную проводки и средство для обрезки переднего конца ленты, криволинейная проводка установлена с возможностью поворота вокруг центра ее кривизны и контакта в крайнем верхнем положении с подающей прямолинейной проводкой, а средство для обрезки переднего конца ленты выполнено в виде острой кромки криволинейной проводки, контактирующей с подающей проводкой.
Сравнение предлагаемых технических решений с прототипом показывает, что заявляемый способ отличается от известного тем, что подачу переднего конца ленты осуществляют вначале по криволинейной проводке, которую затем смещают с образованием зазора относительно криволинейной проводки, складывают ленту вдвое и осуществляют ее захлестывание на намоточный барабан, после чего производят обрезку переднего конца.
Данное устройство отличается тем, что криволинейная проводка установлена с возможностью поворота вокруг центра ее кривизны и контакта в крайнем верхнем положении с подающей криволинейной проводкой, а средство для обрезки переднего конца ленты выполнено в виде острой кромки криволинейной проводки, контактирующей с подающей проводкой.
Таким образом, заявляемые технические решения соответствуют критерию "новизна".
При изучении других известных технических решений в этой области техники обнаружено устройство для обрезки и закрепления подаваемой ленты на барабане моталки, однако, при больших скоростях заправки ленты (свыше 15-20 м/с) необходимое время срабатывания режущего и закрепляющего механизма, значительно уменьшается, что понижает надежность намотки.
Других технических решений, близких к заявляемым не выявлено, что позволяет сделать вывод о соответствии заявляемых технических решений критерию "существенные отличия",
Сущность изобретения поясняется чертежом, на котором представлено устройство для подачи тонкой ленты к намоточному барабану.
Устройство для реализации способа подачи тонкой ленты к намоточному барабану содержит подающую проводку 1, криволинейную поворотную проводку 2, намоточный барабан 3 с захлестывателем 4.
Передняя кромка криволинейной проводки 2 прилегает в начальный момент к подающей проводке 1 и выполнена заостренной. Смещение криволинейной проводки 2 может осуществляться, например, посредством пневмоцилиндра (не показан).
Пример осуществления способа.
В исходном положении криволинейная проводка 2 находится в крайнем верхнем положении, примыкая к подающей проводке 1. Намоточный барабан 3 с захлестывателем 4 разгоняется до скорости, на 0,2-0,8 м/с меньшей скорости подачи отливаемой ленты, и находится в состоянии готовности к намотке. Передний дефектный конец подаваемой с разливки ленты движется по криволинейной проводке 2 в короб (не показан). После стабилизации процесса разливки и установившегося движения ленты подается команда на смещение криволинейной проводки. В процессе опускания криволинейной проводки между ее верхней кромкой и подающей проводкой 1 образуется зазор, в который направляется вдвое сложенная подаваемая лента к намоточному барабану 3 с захлестывателем 4. При захлестывании ленты, ее нижний конец, движущийся по криволинейной проводке 2 в короб (не показан) резко меняет направление движения на противоположное, в результате чего лента натягивается, прижимаясь к острой кромке 5 криволинейной проводки 2, и происходит ее обрыв.
На этом процесс захлестывания ленты завершается.
Способ реализован на экспериментальной установке для скоростной намотки тонких лент на скорости до 25 м/с при толщине наматываемых лент 0,02-0,025 мм.
Эффективность использования предлагаемого изобретения заключается в повышении надежности при намотке с высокими скоростями тонких лент, что способствует увеличению выхода годного.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМОТКИ ТОНКОЙ АМОРФНОЙ ЛЕНТЫ, СХОДЯЩЕЙ С ЛИТЕЙНОГО БАРАБАНА | 2010 |
|
RU2428277C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ТОНКОЙ ПОЛОСЫ | 1990 |
|
RU2057605C1 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| Устройство для съема рулонов с барабана моталки | 1981 |
|
SU995965A1 |
| Агрегат продольной резки | 1988 |
|
SU1637961A1 |
| ПНЕВМАТИЧЕСКИЙ ЗАХЛЕСТЫВАТЕЛЬ ВЕРТИКАЛЬНОГОТИПА | 1968 |
|
SU206513A1 |
| ПНЕВМАТИЧЕСКИЙ ЗАХЛЕСТЫВАТЕЛЬ ДЛЯ НАМОТКИ ПОЛОСЫ НА БАРАБАН МОТАЛКИ | 1992 |
|
RU2036033C1 |
| Агрегат продольной резки рулонного материала | 1985 |
|
SU1287380A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РУЛОНА И ЗАКРЕПЛЕНИЯ КОНЦА ПОЛОСЫ НА БАРАБАНЕ МОТАЛКИ ПРИ НАМОТКЕ ТОНКИХ ПОЛОС | 1992 |
|
RU2036034C1 |
| Устройство для задачи полосы в моталку | 1981 |
|
SU986539A1 |
В способе намотки тонкой ленты, содержащем операции подачи переднего конца, обрезки и захлестывания на барабан моталки, подачу переднего конца, обрезки и захлестывания на барабан моталки, подачу переднего конца ленты осуществляют вначале по криволинейной проводке, которую затем смещают с образованием зазора относительно прямолинейной проводки, складывают ленту вдвое и осуществляют ее захлестывание на намоточный барабан, после чего производят обрезку переднего конца. В устройстве для реализации данных способа, содержащем намоточный барабан 3 с захлестывателем 4, подающую проводку 1 и криволинейную проводку 2, последняя установлена с возможностью поворота вокруг центра ее кривизны. Кроме того, передняя кромка криволинейной проводки 2, прилегающая в начальный момент к подающей проводке 1, выполнена заостренной. 2 с.п.ф-лы, 1 ил.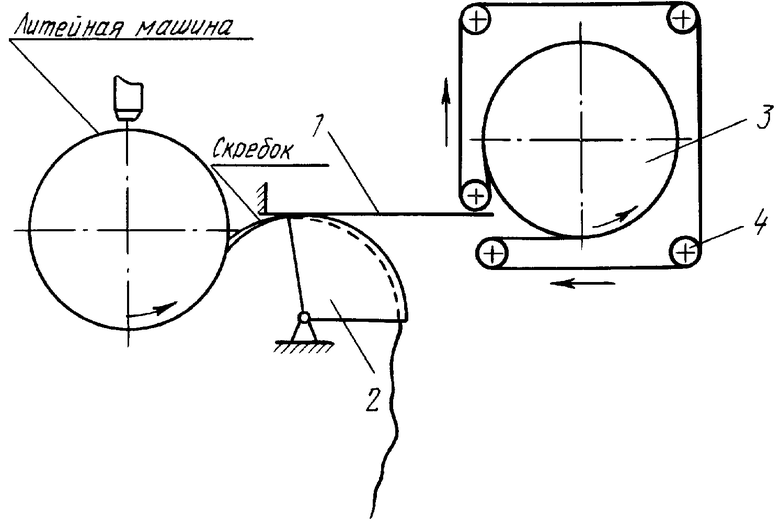
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4389868, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
