Предлагаемое изобретение относится к металлургии, а именно к процессу изготовления аморфной ленты, например, для сердечников силовых трасформаторов.
Производство аморфной ленты осуществляется за счет высокой скорости охлаждения расплава. Для этого используются барабанные кристаллизаторы с окружной скоростью до 25…30 м/сек. Проблема смотки ленты, сходящей с барабана с такой скоростью, до настоящего времени остается нерешенной.
Известен способ смотки ленты на барабан моталки с использованием заправки переднего конца ленты под первый виток сматываемой ленты с помощью ременных захлестывателей, обеспечивающих захват переднего конца, прижатие его к поверхности намоточного барабана, подачу под движущуюся ленту (см. Л.В.Поляков, Б.Г.Устинов. «Автоматический захлестыватель полосы с быстрозаменяемыми ремнями» - Металлургическое оборудование, НИИИНФОРМТЯЖМАШ, 1969, №7, с.21).
Этот способ предполагает захват ориентированного переднего конца полосы толщиной 0,5…2,5 мм, выходящего из последней клети прокатного стана, или других агрегатов обработки полосового проката и последующую смотку полосы в рулон на барабан моталки. Скорость полосы при этом не превышает 0,75…1,5 м/с.Использование такого способа с применением ременного захлестывания для смотки аморфной ленты толщиной от 0,02 до 0,05 мм в потоке с литейной машиной не возможно из-за хаотичного схода ее переднего конца с литейного барабана, усугубляющегося высокой скоростью (25…30 м/с), а также из за неопределенности характера закрепления переднего конца ленты на намоточном барабане и, следовательно, обеспечения смотки ленты с требующимся натяжением.
Наиболее близким к предлагаемому изобретению по технической сущности является способ смотки тонкой аморфной ленты, сходящей с литейного барабана, включающий ориентирование ленты относительно намоточного барабана и смотку ленты в рулон (см., например, SU 1570839 А1 1990 г.), при котором сходящую с литейного барабана ленту с помощью воздушной проводки направляют в зазор между рабочей шершавой поверхностью вращающегося барабана и охватывающей его скользкой неподвижной ленты, которая захватывается барабаном почти на полный его оборот, струей воздуха воздушной проводки прижимают передний конец ленты к барабану, завершая процесс захвата ленты на барабане с последующей ее смоткой.
Необходимым условием захвата и смотки ленты этим способом должно быть, чтобы величина силы трения захватываемой ленты по барабану, безусловно, превосходила силу трения этой ленты по ленте, охватывающей барабан моталки. Но это условие может быть выполнено лишь при плотном прилегании ленты к поверхности намоточного барабана, что трудно достижимо при задаче переднего конца ленты в струе воздуха, когда неизбежно его трепетание.
Техническим результатом предлагаемого изобретения является возможность приема, ориентирования, захвата быстролетящей ленты в результате:
- ориентирования в проводке сходящего с литейного барабана переднего конца ленты, подачи его в разведенные тянущие ролики;
- захвата ленты тянущими роликами с вытягиванием ее «слабины»;
- образования петли из поступающей с литейного барабана движущейся ленты;
- захвата петли под движущейся лентой и вращающимся намоточным барабаном;
- отсечки переднего конца ленты и удаления его тянущими роликами;
- смотки ленты на намоточный барабан с автоматически регулируемыми скоростью и натяжением на весь объем плавки.
Технический результат достигается за счет поворота на 280…290 градусов располагающегося выше движущейся ленты обводящего приводного ролика, установленного на обойме с центром вращения, эксцентрично расположенным относительно оси намоточного барабана, обеспечивая прижатие петли к поверхности намоточного барабана под движущуюся ленту для ее захвата с одновременной отсечкой захваченного тянущими роликами переднего конца ленты, сбрасываемого в отходы, смотку ленты на барабане с регулируемыми скоростью и натяжением на весь объем плавки,
Заявляемый способ смотки тонкой ленты и установка для его осуществления иллюстрируется на фиг.1, 2, 3, 4, где:
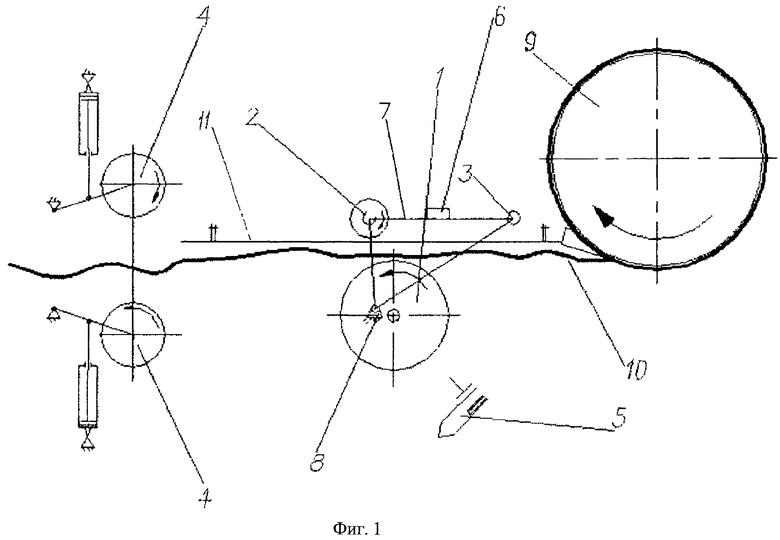
- на фиг.1 схематично показано разведенное положение тянущих приводных роликов, исходное положение обводящего приводного ролика в момент схода переднего конца ленты с литейного барабана.
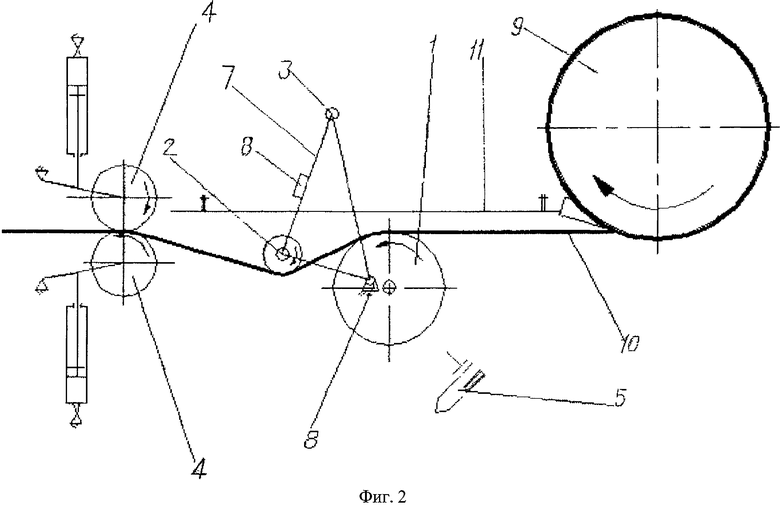
- на фиг.2 показано положение тянущих роликов в момент захвата ими переднего конца ленты и положение обводящего приводного ролика в начале образования петли на движущейся ленте.
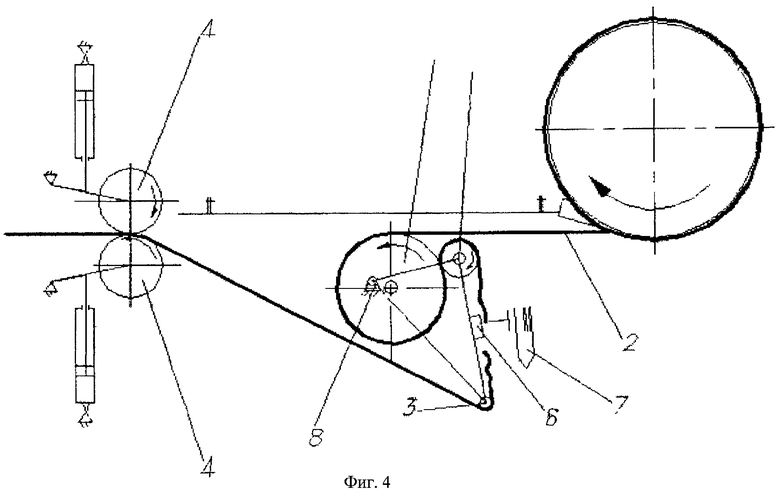
- на фиг.3 показано положение обводящего ролика в конце обводки петли вокруг намоточного барабана.
- на фиг.4 показан момент отсечки переднего конца ленты отсекателем и захлестывание конца ленты под движущуюся ленту.
Устройство для смотки тонкой ленты содержит намоточный барабан 1, приводной ролик 2, приводной ролик 3, приводные тянущие ролики 4 и отсекатель 5. Приводной ролик 2, приводной ролик 3 и наковальня 6 смонтированы на обойме 7 с центром вращения 8. Намоточный барабан 1, все ролики и механизм вращения обоймы снабжены индивидуальными регулируемыми электроприводами, отсекатель 5 снабжен индукционно-динамическим приводом мгновенного действия. Автоматизация системы элактроприводов обеспечивается системой адаптивного регулирования крутящего момента в системе обратной связи приводов литейного барабана 9 и намоточного барабана 1. Для предварительного ориентирования слетающей с литейного барабана ленты 10 предусматривается откидывающаяся проводка 11. Направляющая проводка 11, намоточный барабан 1 и разводные тянущие ролики 4 установлены на станине.
Заявляемый способ осуществляется следующим образом, при этом устройство для смотки ленты размещается непосредственно у литейного барабана установки для производства тонкой ленты.
Слетающий с литейного барабана 9 передний конец ленты 10 по проводке 11 направляется в разводные тянущие ролики 4, по команде оператора ролики сводятся и лента захватывается роликами. Далее, в автоматическом режиме проводка 11 откидывается, обойма 7 с обводящим приводным отклоняющим роликом 2 и холостым отклоняющим роликом 3 поворачивается от отдельного привода (на схеме не показан) вокруг оси 8 на угол 280…290 градусов. При этом в конце поворота отклоняющий ролик 2 займет положение под движущейся лентой, прижимаясь к намоточному барабану 1. В этот момент отсекателем 5 на наковальне 6 производится отсечка переднего конца ленты. Свободный конец в виде петли захватывается, сжимается между движущейся лентой и вращающимся намоточным барабаном и начинается процесс смотки ленты. Захваченный разводными тянущими роликами 4 передний некондиционный конец ленты отрезается и направляется в отходы.
Пример выполнения: при производстве аморфной ленты, например, с толщиной 0,03 мм, шириной 30 мм и окружной скоростью литейного барабана 25 м/с обеспечивается захват переднего конца ленты разводными тянущими роликами, обводка петли движущейся ленты вокруг намоточного барабана, захват отсеченной петли основной лентой и смотка ленты в рулон.
Таким образом, предлагаемый способ смотки тонкой ленты и устройство для его осуществления позволяют осуществить захват разводными тянущими роликами сходящий с литейного барабана передний конец ленты, образовать из движущейся ленты петлю, обвести ее вокруг намоточного барабана, обеспечить прижатие ленты к поверхности барабана, с одновременной отсечкой переднего конца подать петлю под движущуюся ленту, захватить ее намоточным барабаном и смотать в рулон весь объем плавки.
Система автоматического регулирования крутящего момента привода намоточного барабана обеспечит получение рулонов необходимой плотности смотки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАМОТКИ ТОНКОЙ ЛЕНТЫ В РУЛОН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2256519C1 |
| ТЯНУЩЕ-ЗАДАЮЩИЕ РОЛИКИ МОТАЛКИ ГОРЯЧЕЙ ПОЛОСЫ | 2001 |
|
RU2226440C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМОРФНОЙ ЛЕНТЫ | 2013 |
|
RU2536846C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Агрегат продольной резки рулонного материала | 1985 |
|
SU1287380A1 |
| Агрегат продольной резки рулонного материала | 1987 |
|
SU1750864A1 |
| Агрегат для резки рулонного материала | 1987 |
|
SU1466116A1 |
| Устройство для размотки рулонов | 1973 |
|
SU501796A1 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
Изобретение относится к металлургии. Устройство содержит направляющую проводку, приводной намоточный барабан, разводные тянущие ролики, обойму с закрепленными на ней приводным отклоняющим роликом, расположенным выше линии подачи ленты, и холостым отклоняющим роликом, отсекателем. Обойма установлена с возможностью вращения вокруг центра, расположенного эксцентрично относительно центра вращения намоточного барабана. Способ включает выброс ленты с литейного барабана, ее направление и захват тянущими роликами. С помощью приводного отклоняющего ролика из движущейся ленты образуют петлю, обводят ее вокруг намоточного барабана на неполный оборот, обеспечивают прижатие ленты к поверхности барабана, подают петлю под движущуюся ленту и начинают смотку ленты в рулон. Захваченный тянущими роликами передний конец ленты отрезают. Обеспечивается надежность процесса направления, захвата и смотки ленты, сходящей с литейного барабана с высокой скоростью. 2 н. и 1 з.п. ф-лы, 4 ил.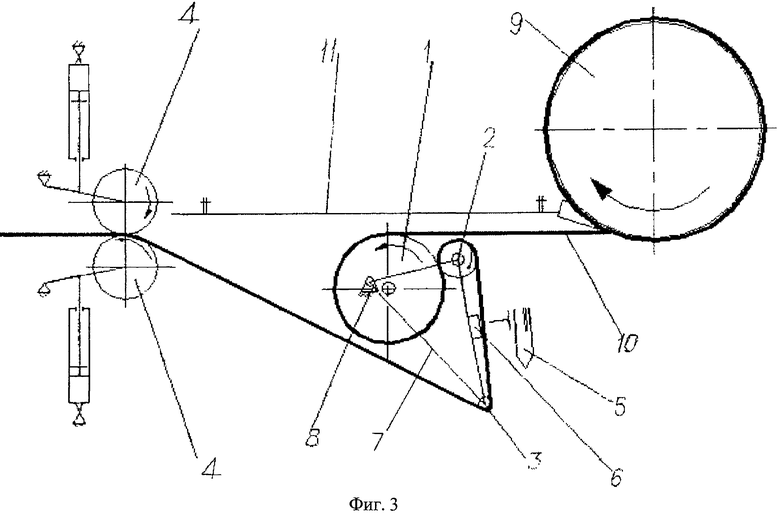
1. Способ для смотки тонкой аморфной ленты, сходящей с литейного барабана, включающий выброс ленты с литейного барабана, ориентирование ленты относительно намоточного барабана и смотку ленты в рулон, отличающийся тем, что сходящий с литейного барабана передний конец ленты захватывают разводными тянущими роликами, с помощью располагающегося выше ленты приводного отклоняющего ролика образуют из движущейся ленты петлю, обводят ее вокруг намоточного барабана на неполный оборот, обеспечивают прижатие ленты к поверхности барабана, подают петлю под движущуюся ленту и одновременно отрезают захваченный тянущими роликами передний конец ленты, сбрасываемый в отходы, осуществляют смотку поступающей с литейного барабана ленты в рулон.
2. Способ для смотки тонкой аморфной ленты, сходящей с литейного барабана по п.1, отличающийся тем, что обводку петли, образованной из движущейся от литейного барабана ленты, вокруг намоточного барабана осуществляют обводкой приводного отклоняющего ролика вокруг намоточного барабана на угол 280…290°.
3. Устройство для смотки тонкой аморфной ленты, сходящей с литейного барабана, содержащее направляющую проводку, установленную на станине, приводной намоточный барабан, отличающееся тем, что оно снабжено разводными тянущими роликами, обоймой, установленной с возможностью вращения вокруг центра, расположенного эксцентрично относительно центра вращения намоточного барабана, закрепленными на обойме приводным отклоняющим роликом, расположенным выше линии подачи ленты, и холостым отклоняющим роликом, отсекателем, установленным перед намоточным барабаном, при этом приводной намоточный барабан и разводные тянущие ролики установлены на станине.
| Устройство для захвата и намотки быстрозакаленной ленты | 1988 |
|
SU1570839A1 |
| Способ намотки полосы на барабан моталки | 1987 |
|
SU1489875A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| US 4239187 A, 16.12.1980 | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| KR 20030092369 A, 06.12.2003. | |||

