2. Агрйгат по о т л н ч а ю- m и и с я тем, что другой из указанных приводных роликов смонтирован На приводной раме, а прижимной ролик - ма S-образной скобе с возможностью размещения под барабаном моталки.
Изобретение относится к прокатному производству и может быть использовано в заготовительных цехах.
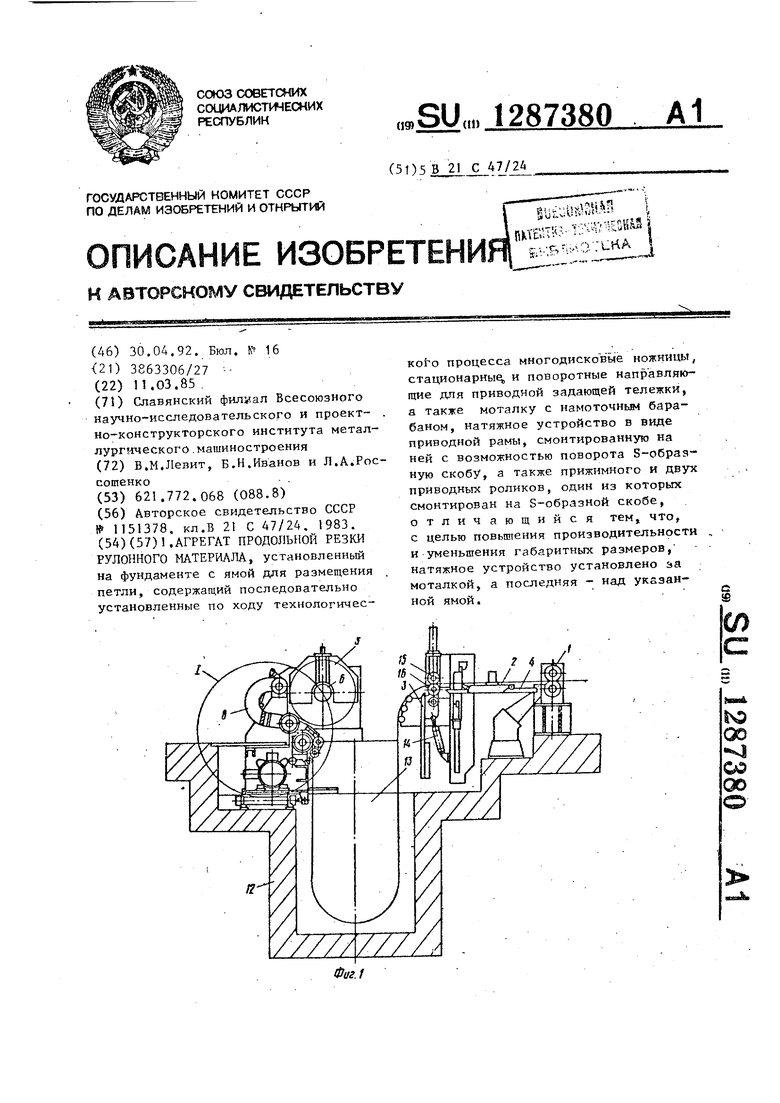
Цель изобретения - повышение производительности и уменьшение габаритных размеров,
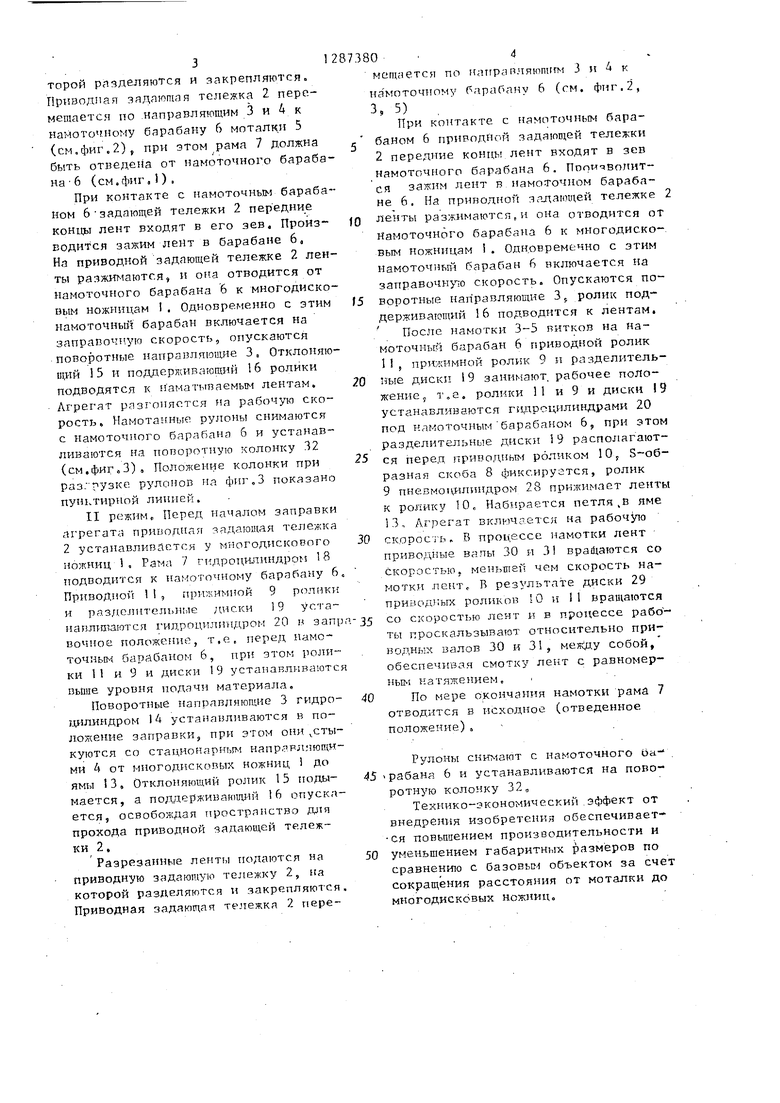
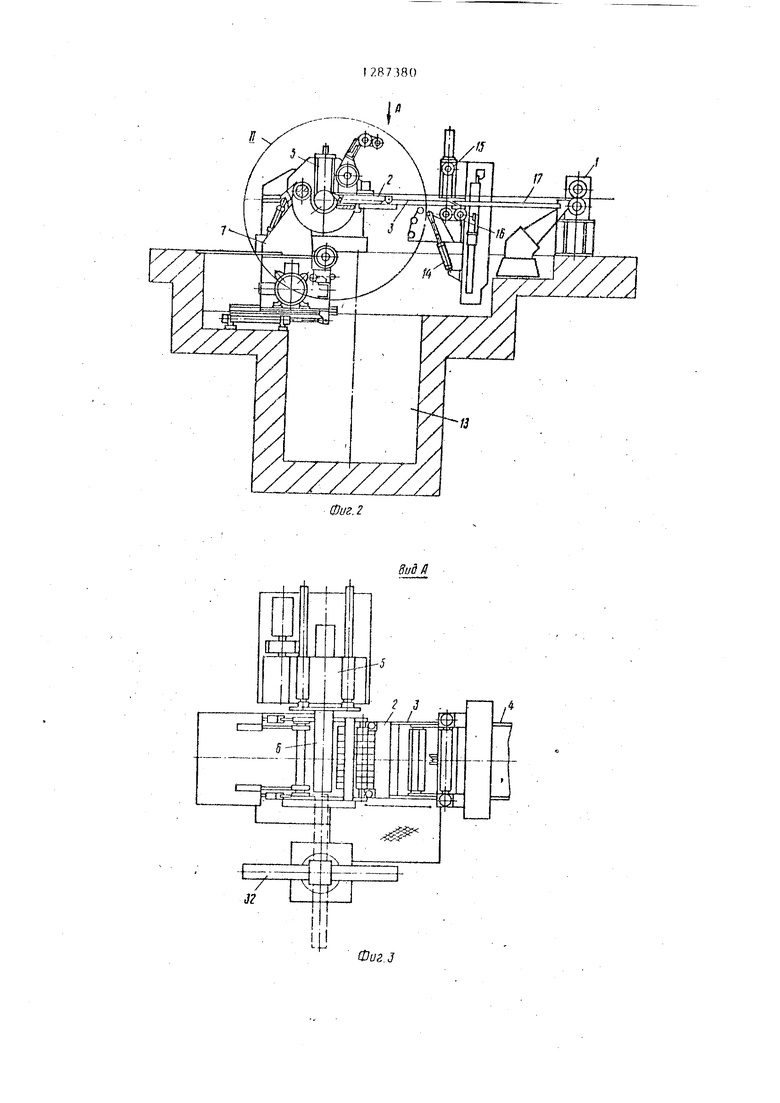
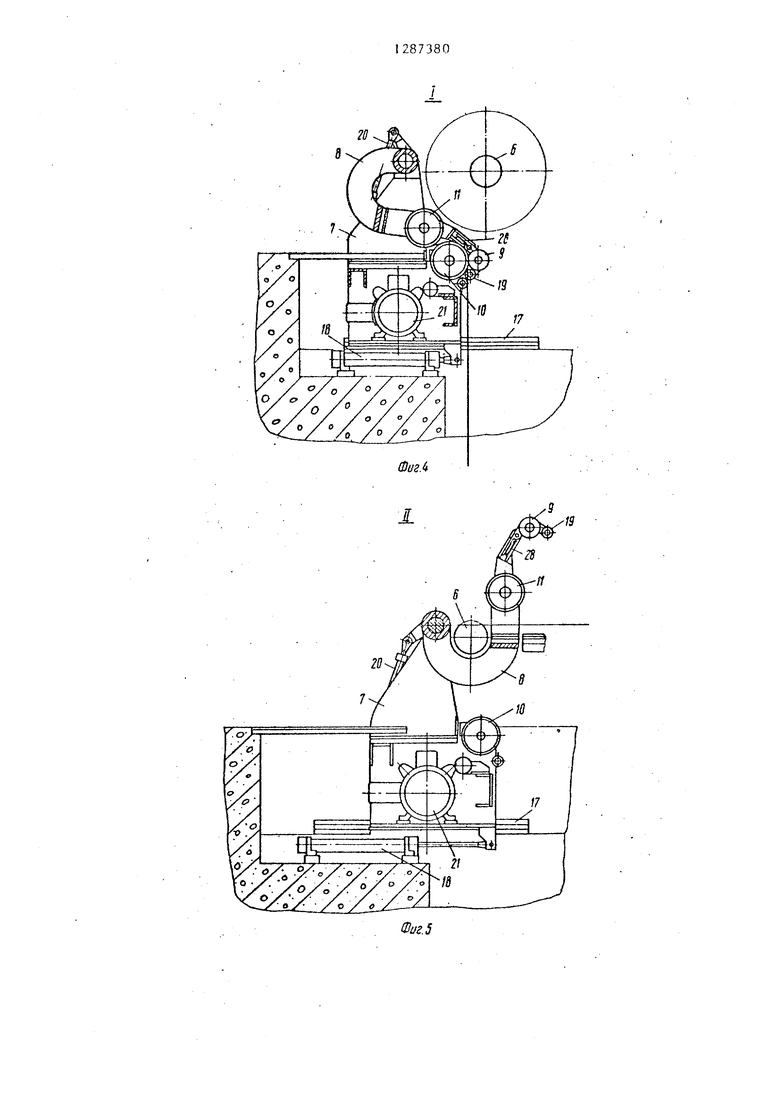
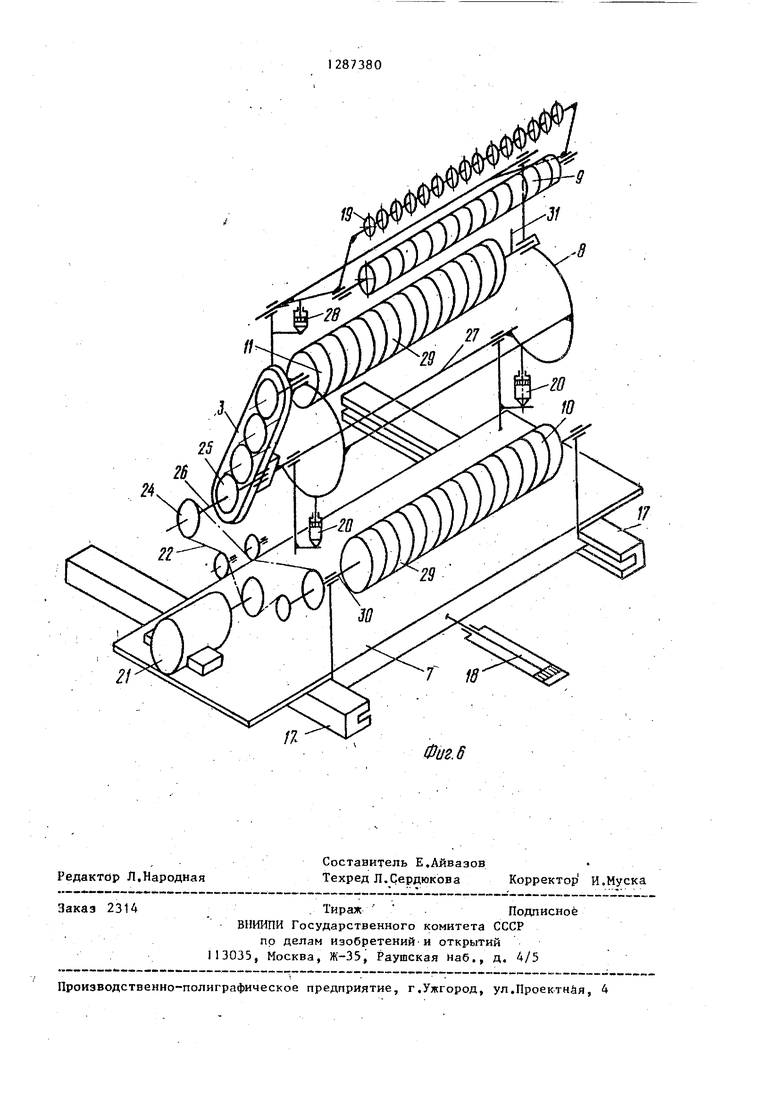
На фиг,1 показан агрегат, общий вид (продольный разрез по оси агрегата в момент Намотки полос на барабан моталки); на фиг,2 - то, же, продоль- Hbiil разрез по оси агрегата в момент заправки полос на барабан моталкиJ на фиг.З - вид по стрелке А на фиг.2 на фи1 „4 -узел 1 на фиг,1; на фиг 4 5 узел II на фиг. 2, на фиг, 6 - кинематическая схема натяжного устройства
8момент заправки полос па барабан моталки.
Агрегат продольной резки рулонного материала . Состоит из мпого;,иско-- вых ножниц 1, приводный задающей тележки 2, поворотных 3 и стационарных 4 направляющих для телелски 2, моталки 5 с намоточным барабаном 6, устано-BJiejfHoro за моталкой 5 натяжного устройства в виде привод Гой рамы 7, смонтированной на раме 7 S-i:i6- разной скобы 8, а также пражимного
9и приводных 10 и Н роликов, .Ролики 9 и И смонтированы на Б-образной скобе 8, а ролик 10 - на раме 7. Агрегат установлен па фувдяменте 12 с ямой 13.
Привод поворотных направляющих 3 осуществляется от гидроцилиндра 1,
Агрег.ат также содержит установленные за стационарными направляю- 4 отклоняющий и поддерживп о- щий .16 ролики.
Рама 7 размеп ена и напрак ляющлх 17 и снабжена приводом перемешенни в виде гидропилинцр, 18, H.-j З-обряз3, Агрсгпт по п.п,1 и 2, о т л и- ч а ю щ и и с-я тем, что поворотные направляющие смонтированы с возможностью размещения над ямой для пере- мещения задающей тележки к барабану моталки и перед ямой при нахождении задающей тележки в зоне многодисковых Ножниц.
5
0
5
0
ной скобе рядом с роликом 9 смонтированы разделительные диски 19, На раме установлен гидроцилиндр 20 привода поворота S-образной скобы 8, При вод роликов 10 и 11 состоит из электродвигателя 2, цепной передачи 22, системы зубчат лх колес 23. Ведомая звездочка 24 цепной передачи 22 и ведущее зубчатое колесо 25 за- креп.пены на валу 26, установленном соосыо с осью 27 поворота S-образной скобы 8 о На последней закреплен пневмоцилиндр 28 поворота ролика 9.
Ролики О и 1 выполнены в виде набора фрикционных дисков 29, смонтированных на валах 30 к 31,
Агрегат также содержит новоротную коло.чку 32,
Ai peraT продольной резки может работать в дв ух режимах:
1 , Лепты наматываются на намоточ- ньи барабан 6 моталки 5 без образования петли,
II, Лепты паматываются на намоточ- ньш барабан 6 моталки 5 с образованием петлио
1 релагм.Приводная задающая тележка 2 устанавливается у многодисковых ножниц 1. Поворотные направляющие 3 гидроцилиндром 14 устанавливается в положение заправки, при этом они стыкуются со стационарньгми направляющими 4,
Отклоняюищй ролик 15 подьотается, а поддерживаго ций 16, ВЕЛполненный заодно с поворотными направляющими 3, опускается, освобождая пространство для прохода приводной задающей тележки 2„. .
Разрезанные ленты иодаются а Приводную злдающук; тележку 2, па которой разделяются и закрепляются. Приводная задающая тележка 2 перемещается по .направляющим 3 и 4 к Намоточ.ному барабану 6 моталкн 5 (см.фиг.2), при этом рама 7 должна быть отведена от намоточного барабана 6 (см.фиг,1).
При контакте с намоточным барабаном 6-задающей тележки 2 передние лент входят в его зев. Производится зажим лент в барабане 6, На приводной задающей тележке 2 ленты разжт-1аются, и она отводится от намоточного барабана 6 к многодисковым ножницам I, Одновременно с этим намоточный барабан включается на запрапочн.ую скорость, опускаются поворотные направляющие 3, Отклоняющий 15 и поддерживающий 16 ролики подводятся к Наматываемым лентам. Агрегат разгоняется на рабочую скорость Намотанные рулоны снимаются с намоточного барабана 6 и устанавливаются на поворотную колонку 32 (см.фиГеЗ), Положение колонки при раз.гузке рулонов на фиг„3 показано пунктирной линией.
II режим. Перед началом заправки агрегата приводная задающая тележка 2 устанавливается у многодис1сового Ножниц 1 , Рама 7 гидpoцшlиндpo 18 подводится к HaMOTo iHoMy бараба ну 6 Приводной 1 5 прижимной 9 реплики и paздeJПtтeльныe диски 19 уста- наплетаются гидроцилггндром 20 в запрвочное положение, т.е. перед намо- точньЕМ барабаном 6, при этом РОЛИКИ П и 9 и диски 19 устанавливаютс выше уровня подачи материала.
Поворотные направляющие 3 гидро- щшиндром 14 устанавливаются в по- ложе1П е заправки, при этом они сты- куются со стационарным напраяляюти- ми 4 от многодисковых ножниц 1 до ямы 13, Отклоняющий ролик 15 подымается, а поддерживающ;Ий 16 опускается, освобождая тфостранство прохода приводной задающей тележки 2,
Разрезанные ленты подаются на приводную задающую тележку 2, на которой разделяются и закрепляются, Приводная задающая тележка 2 перемещается по направляюппгм 3 и 4 к на моточтюму барабану 6 (гм. фиг, 2, 3, 5)
При контакте с намоточньгм бара- баном 6 приводной задающей тележки 2 передние концы лент входят в зев намоточного барабана 6. Попмчволит- ся зажим лент в намоточном барабане 6. На приводной задающей тележке 2
ленты разжимаются,и она отводится от Намоточного барабана 6 к многодиско-, вым ножницам i . Одновременно с этим намоточньм барабан 6 включается на заправочн по скорость. Опускаются поворотные наНравляющие 3 ролик поддерживающий 16 подводится к лентам.
После намотки 3-5 витков на намоточный барабан 6 приводной ролик 1 1 , прижимной рол1- к 9 и разделительные диски 19 занимают, рабочее положение, т,е. ролики 11 и 9 и диски 19 устанавливаются г(щроцилиндрами 20 под намоточным барабаном 6, при этом разделительные диски i 9 располагаются перед приводньм роликом 10 у 5-об- разная скоба 8 фиксируется, ролик 9 пневмоп шиндром 28 прижимает ленты к ролику 10, Набирается петля ,в яме 13, Агрегат включается на рабочую
CKOpocibr В процессе намотки лент приводные вапы 30 и 3 врай1аются со скоростью 5 меньшей чем скорость намотки лент. В результате диски 29 приводных роликов 10 и 11 вращаются
ео скоростью лент и в процессе работы проскальзывают относительно приводных валов 30 и 31, собой, обеспечивая смотку лент с равномер- ньм натяжением.
По мере окончания намотки рама 7 отводится в исходное (отведенное положение).
Рулоны снимают с намоточного он- , рабана 6 и устанавливаются на поворотную колонку 32„
Технико-экономический .эффект от внедрения изобретения обеспечивает- ся повьппением производительности н уменьщеннем габаритных размеров по сравнению с базовым объектом за счет сокращения расстояния от моталки до многодисковых ножницо
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат продольной резки рулонного материала | 1987 |
|
SU1750864A1 |
| Устройство для заправки полос в барабан моталки | 1987 |
|
SU1512716A1 |
| Агрегат продольной резки | 1988 |
|
SU1637961A1 |
| Агрегат продольной резки | 1983 |
|
SU1151378A1 |
| Агрегат для резки рулонного материала | 1982 |
|
SU1085112A1 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| Устройство для торможения полос | 1989 |
|
SU1763066A1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
,
iSti
4f
f
lU
I 3 / I
т
y.J
Фиг. 6
Редактьр Л,Народная
Составитель Е.Айвазов Техред Л.Сердюкова
Заказ 2314
, Тираж Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий N3035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор И.Муска
| Агрегат продольной резки | 1983 |
|
SU1151378A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
