Изобретение относится к машиностроению, в частности - к станкостроению. Целью является повышение точности положения оси шпинделя, следовательно, шлифования как в остановленном состоянии, так и в процессе вращения с различной частотой, и, кроме того - при наличии малопроизводительного источника циркуляции смазки, малого количества выделяемого тепла и малых радиальных габаритах узла при возможно большем диаметре шпинделя.
Известен подшипниковый узел в котором имеются две втулки, упорный подшипник скольжения, требуется система внешней принудительной подачи смазки. Втулки размещены в герметичном корпусе.
Однако главной целью является повышение работоспособности за счет увеличения циркуляции смазки в осевом направлении рабочей поверхности втулок и не предусматриваются специальные элементы конструкции для повышения стабильности положения оси шпинделя, тем более при остановленном и вращающемся в большом диапазоне частот вращения шпинделе.
Задачей изобретения является достижение высокой круглости шлифуемых на универсальных круглошлифовальных станках деталей за счет создания максимального простого шпиндельного узла, не требующего источника высокого давления для подачи смазки, сложных устройств для распределения смазки, а также дорогостоящих подшипников качения, уступающих по точности обработки образцов на станке по сравнению с подшипниками жидкостного трения, но требующих повышенных технологических затрат.
Технический результат заключается в достижении высокой точности шлифования при достаточно простой передней бабке круглошлифовального станка, подшипники шпинделя которого не нуждаются в подаче смазки под высоким давлением.
Повышение точности возможно благодаря признакам, использование которых обеспечивает точность положения оси шпинделя как в широком диапазоне частот вращения, так и при остановленном шпинделе, так как:
гарантируется стабильное образование несущих масляных клиньев на рабочих поверхностях радиальных и осевого подшипников;
достаточная жесткость узла также и при невращающемся шпинделе;
стабильность зазоров в радиальных подшипниках на различных режимах работы узла;
стабильность жесткости осевого подшипника на различных частотах вращения шпинделя.
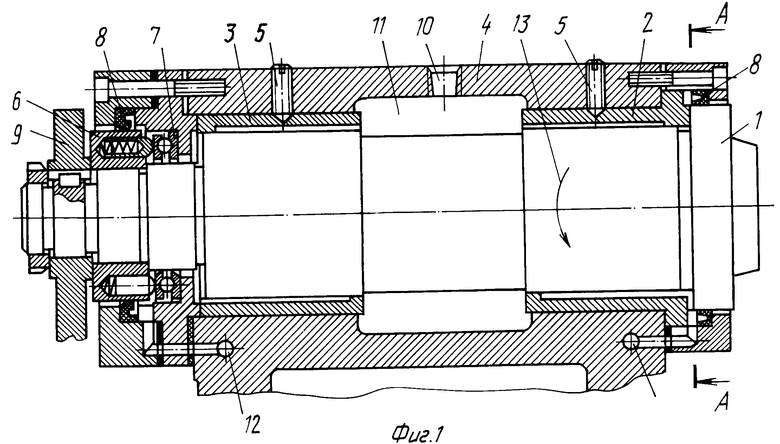
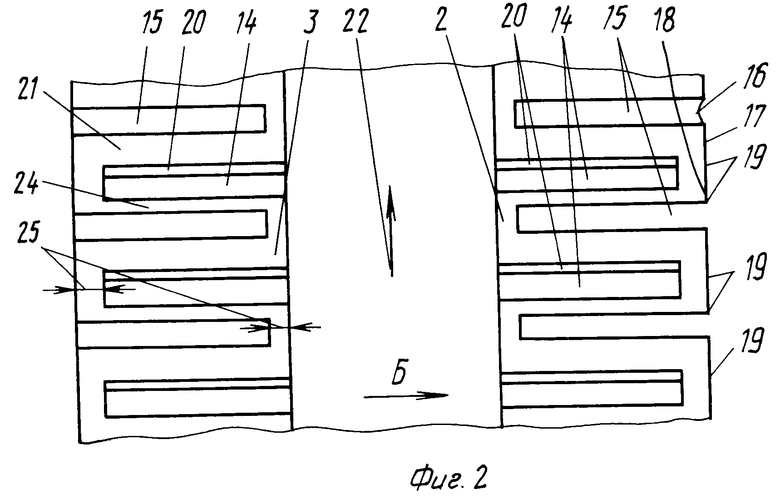
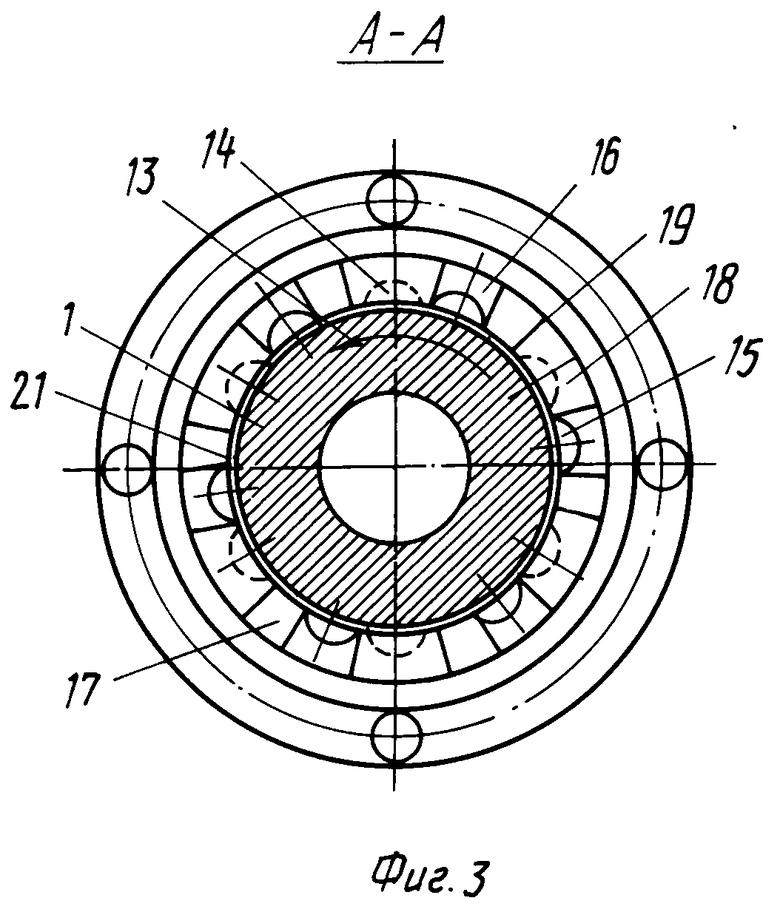
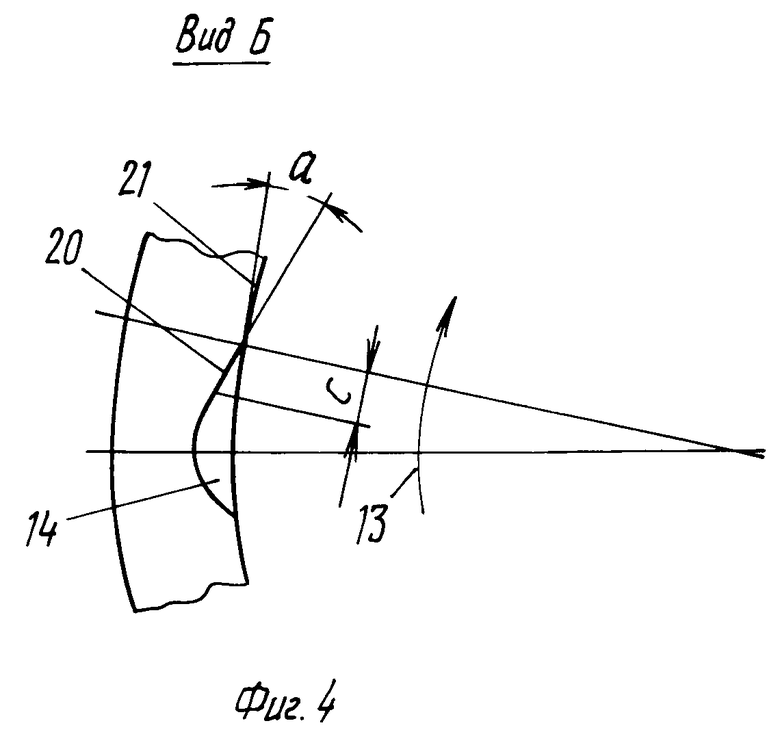
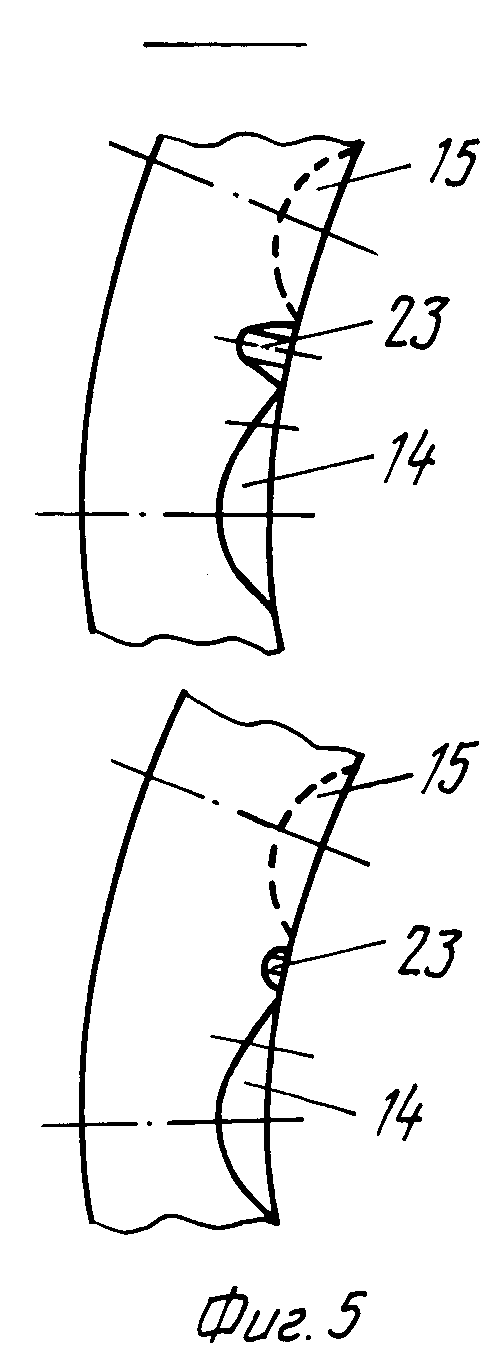
На фиг.1 изображен общий вид шпиндельного узла, представленный продольным разрезом по принципиально важным элементам; на фиг.2 - развертка рабочих поверхностей подшипников; на фиг.3 - поперечный разрез по плоскости контакта торца шпинделя с осевым подшипником; на фиг.4 в увеличенном масштабе изображен канал подачи смазки на один из несущих участков внутренней поверхности подшипника и фаска для содействия образованию несущего масляного клина на указанном участке; на фиг. 5 - эпюры давлений несущих масляных клиньев на рабочих поверхностях подшипника; сверху - при вращении шпинделя на максимальной частоте, внизу - на минимальной.
Шпиндель 1 установлен в радиальных подшипниках 2 и 3. Причем радиальный подшипник 2 имеет торцовую поверхность, которая представляет собой упорный подшипник шпинделя.
Подшипники запрессованы в корпус 4 и закреплены винтами 5.
В осевом направлении шпиндель поджимается к опоре с помощью упругой системы, состоящей из обоймы 6, снабженной подпружиненными подвижными упорами.
Упругая система опирается на фланец, связанный с корпусом, через упорный подшипник качения 7, между шпинделем и кольцами которого имеется гарантированный зазор.
Полости, из которых возможны утечки смазки, уплотняются манжетами 8.
На шпинделе установлены детали привода 9.
Смазка подводится к отверстию 10, поступая в полость между подшипниками 11. Отработавшая смазка отводится через каналы 12.
Шпиндельный узел нереверсируемый. Возможное направление его вращения показано стрелкой 13.
Подшипники 2 и 3 имеют чередующиеся продольные, закрытые с одной стороны каналы для подачи смазки 14, а для сброса смазки 15.
Каналы 16 на торце подшипника 2, соединенные с каналами 15, предназначены для обеспечения протока смазки по закрытому шпинделем торцу подшипника и для подачи утечек на смазку рабочих поверхностей торца.
Рабочие поверхности торца состоят из плоских поверхностей 17 и примыкающих к ним скосов 18, обеспечивающих образование устойчивых динамических масляных клиньев на плоских поверхностях.
Скосы имеют ограничения протяженности 19 в направлении вращения шпинделя в расчете оставления длины плоских поверхностей в половину длины скосов (т.е. - длина скоса 2/3 длины рабочей поверхности).
Скосы формируются с уклоном 0,1-0,5о.
Каналы 14 подачи смазки имеют на входных кромках фаски 20 с размерами:
с = 0,02-0,03 dшп (dшп - диаметр шпинделя);
а = 15-20о.
Фаски 20 переходят в несущие 21 поверхности радиального подшипника.
При диаметре шпинделя 100 мм номинальные параметры подшипника следующие:
количество рабочих (несущих) поверхностей подшипников, следовательно, каналов подачи смазки и каналов сброса смазки - по 6 шт.
протяженность перемычек между каналами подачи и сброса смазки в направлении, обратном вращению шпинделя - 0,05 dшп (5 mm);
расстояния от торца подшипника до закрытых каналов - 0,08 dшт (8 mm);
диаметральный зазор в подшипниках 0,00020-0,00025dшп (0,020-0,025 mm);
длина (в направлении вращения шпинделя) рабочих участков радиальных подшипников - 0,16dшп (16 mm);
материал подшипников - бронза любой марки с коэффициентом линейного расширения не менее 0,000017;
материал шпинделя - сталь с высокой твердостью рабочих поверхностей;
испытанный диапазон частот вращения шпинделя - 20-500 об/мин;
количество циркуляции масла 2 л/мин (через два подшипника) при давлении около 1 кгс/см2.
Шпиндельный узел работает с использованием гидродинамического эффекта на рабочих поверхностях подшипников. Для усиления этого эффекта, особенно на малых скоростях скольжения в направлении 22 (фиг.2) относительно подшипника, число рабочих поверхностей выбирается наибольшим из возможных за счет сокращения длин (в направлении вращения) этих поверхностей, при этом возможность контактного трения практически исключена.
Кроме того рабочие поверхности подшипников начинаются пологими фасками со стороны набегания шпинделя, что способствует образованию несущих масляных клиньев.
То же имеется на торцовых поверхностях осевого подшипника, на которые сформированы пологие скосы. Этим достигаются наиболее благоприятные условия образования масляных клиньев на плоских участках, что необходимо в связи с малым поступлением смазки на указанные участки, так как к ним поступают только утечки смазки с основной (радиальной) части подшипника.
Жесткость узла должна обеспечиваться и при остановленном шпинделе, так как часть рабочих операций выполняется и при таком его состоянии. Это достигается малыми радиальными зазорами в подшипниках, при которых четко проявляется свойство облитерации (прилипания масла к смазанным им поверхностям).
Важным качеством является сохранение постоянного рабочего зазора в подшипниках на различных режимах эксплуатации, когда температура взаимодействующих деталей подшипника может изменяется в широких пределах.
С этой целью материал подшипника выбирается с линейным расширением на 65-75% большим, чем материал шпинделя, нагревающегося больше (вследствие затрудненной теплоотдачи) примерно в том же соотношении.
С целью исключения технических проблем и излишних затрат, связанных с применением источников повышенного давления подачи смазки, как это требуется для узлов аналогичного назначения, в предлагаемом шпиндельном узле решена задача обеспечения его смазкой под низким давлением и небольшим ее количеством.
Это достигается образованием устойчивых гидродинамических клиньев на рабочих поверхностях, при которых первоначальное давление смазки не имеет решающего значения, а также тем, что смазка выносится из подшипников практически только через несущие поверхности, интенсивно на них заменяясь.
Благодаря применению упругой системы для выборки осевого люфта шпинделя с использованием подшипника качения, поддерживается постоянная осевая жесткость узла на различных частотах вращения шпинделя и обеспечивается уменьшение потерь на трение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2014202C1 |
| Шпиндельный узел шлифовального круга | 1986 |
|
SU1313674A1 |
| Шпиндельный узел шлифовального станка | 1986 |
|
SU1423358A1 |
| Шпиндельный узел | 1982 |
|
SU1051340A1 |
| ЛЮНЕТ ШЛИФОВАЛЬНОГО СТАНКА | 1992 |
|
RU2008164C1 |
| Шпиндельный узел | 1987 |
|
SU1423288A1 |
| Шпиндельный узел | 1979 |
|
SU872186A1 |
| Опорный узел жидкостного трения | 1981 |
|
SU986758A1 |
| Шпиндельный узел | 1980 |
|
SU933273A1 |
Изобретение относится к машиностроению, в частности, может быть использовано в прецизионных станках, преимущественно в круглошлифовальных, а также может быть использовано в других машинах, где требуется точное положение оси вала. Сущность изобретения: рабочая поверхность радиальных и упорного подшипников имеет по крайней мере шесть несущих поверхностей, которые имеют входные фаски с определенными размерами для облегчения образования несущих маслянных клиньев. Высокая жесткость узла достигается уменьшенными как осевыми, так и радиальными зазорами в подшипниках. Первое достигается применением упругой системы, действующей на шпиндель в осевом направлении для поджима его к жесткому торцу подшипника, а второе - назначением малых зазоров. Снабжение подшипников смазочным материалом под малым давлением и в небольшом количестве обусловлено тем, что перенос смазки из каналов подачи в каналы сброса практически осуществляется только через несущие поверхности подшипников, так как чередующиеся каналы указанных назначений закрыты со стороны каналов и полостей противоположного назначения. Постоянство рабочего зазора в подшипниках обеспечивается выбором материала для подшипников, который должен обладать большим, чем шпиндель, коэффициентом линейного расширения. 4 з.п.ф-лы, 5 ил.
| Подшипниковый узел | 1972 |
|
SU470671A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
