Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Сущность изобретения заключается в том, что в кристаллизатор подают металл, вытягивают из него слиток с переменной скоростью, измеряют уровень металла в кристаллизаторе, регулируют расход металла в кристаллизатор и скорость вытягивания слитка, охлаждают поверхность слитка в зоне вторичного охлаждения охладителем, распыливаемым форсунками, регулируют расходы охладителя в зависимости от скорости вытягивания слитка.
В процессе непрерывной разливки периодически прекращают подачу металла в кристаллизатор на период 2-20 с, измеряют скорость перемещения мениска металла в кристаллизаторе, сравнивают полученное значение скорости со скоростью вытягивания слитка, определяют разницу в значениях этих скоростей и соответственно изменяют скорость вытягивания слитка на величину полученной разницы, после чего возобновляют подачу металла в кристаллизатор.
Улучшение качества непрерывно-литых слитков будет происходить вследствие приведения текущего значения скорости вытягивания слитка, измеренной при помощи приборов, к фактическому значению, полученному посредством прямого измерения скорости перемещения мениска или уровня металла в кристаллизаторе. Сказанное позволяет устанавливать расходы охладителя в зоне вторичного охлаждения в соответствии с фактическим значением скорости вытягивания слитка, что устраняет образование в слитках внутренних и наружных трещин.
Диапазон значений времени прекращения подачи металла в кристаллизатор из промежуточного ковша в диапазоне 2-20 с объясняется необходимостью повышения точности определения скорости перемещения мениска металла в кристаллизаторе. При меньших значениях длина расстояния перемещения мениска металла в кристаллизаторе будет недостаточной для определения скорости перемещения уровня металла в кристаллизаторе. При больших значениях возможны прорывы металла под кристаллизатором. Кроме того, на мениске металла будет образовываться корочка металла, что приведет к браку слитков по качеству поверхности.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от текущего значения скорости вытягивания слитка, определяемой по приборам.
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения. Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают сталь марки 3сп и вытягивают из него слиток с переменной скоростью. В кристаллизаторе измеряют положение и перемещение уровня металла при помощи радиоактивного датчика. Расход металла в кристаллизатор из промежуточного ковша регулируют при помощи шиберного затвора. Скорость вытягивания слитка измеряют и регулируют на основе показаний тахометра, измеряющего число оборотов электроприводного валка. В зоне вторичного охлаждения поверхность слитка охлаждают водой, распыливаемой форсунками, сгруппированными по секциям. Расходы воды регулируют вдоль зоны вторичного охлаждения по экспоненциальному закону от максимального значения под кристаллизатором до минимального значения в конце зоны охлаждения в зависимости от скорости вытягивания слитка.
В процессе непрерывной разливки, периодически, через 10-20 мин прекращают подачу металла в кристаллизатор на период 2-20 с, измеряют скорость перемещения мениска металла в кристаллизаторе, сравнивают полученное значение скорости со скоростью вытягивания слитка, зафиксированное в данный момент при помощи приборов, определяют разницу в значениях этих скоростей и соответственно изменяют скорость вытягивания слитка на величину полученной разницы, после чего возобновляют подачу металла в кристаллизатор. Определение разницы в значениях скоростей производят при помощи ЭВМ. Активная длина кристаллизатора составляет 1000 мм.
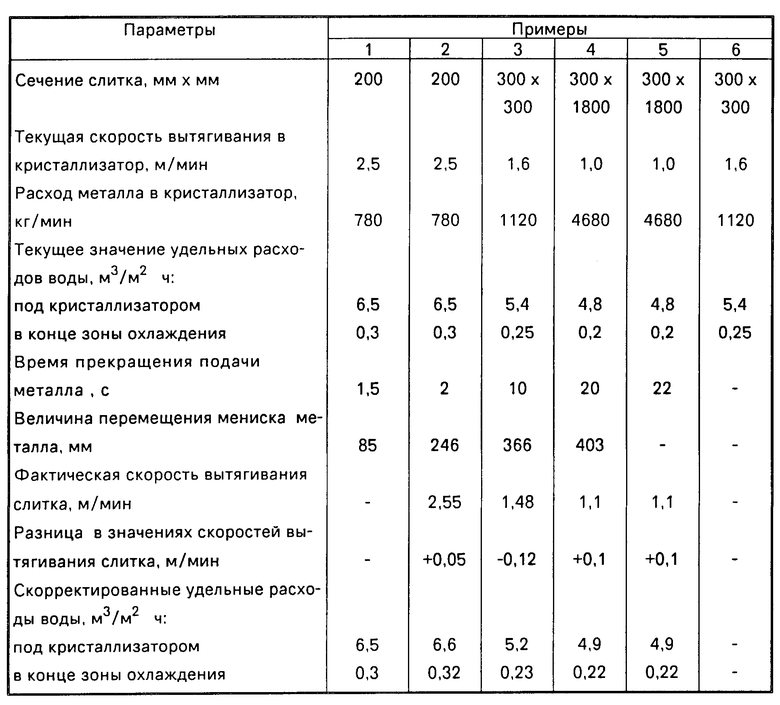
В таблице приведены примеры осуществления способа непрерывной разливки металлов с различными технологическими параметрами процесса разливки.
В первом примере вследствие малого времени прекращения подачи металла в кристаллизатор и недостаточной длины участка перемещения мениска металла невозможно определить с достаточной точностью фактическое значение скорости вытягивания слитка. В этих условиях расходы воды в зоне вторичного охлаждения остаются неизменными, что приводит к браку слитков по внутренним и наружным трещинам.
В пятом примере вследствие длительного прекращения подачи металла в кристаллизатор происходит переохлаждение металла на мениске, что приводит к образованию на поверхности слитков заворотов, поясов, заливин и т.д. Сказанное приводит к браку слитков по качеству поверхности.
В шестом примере (прототипе) вследствие отсутствия корректировки скорости вытягивания слитка и удельных расходов воды происходит увеличение значений термических напряжений и температурных градиентов, действующих в оболочке слитка сверх допустимых значений, что вызывает брак слитков по внутренним и наружным трещинам.
В примерах 2-4 вследствие оптимального значения времени прекращения подачи металла в кристаллизатор на поверхности слитка не образуются завороты, пояса, заливины и т.д., обеспечиваются возможности определения фактического значения скорости вытягивания слитка с необходимой точностью. В этих условиях в оболочке слитков не возникают термические напряжения и температурные градиенты, превышающие допустимые значения. Сказанное снижает брак слитков по внутренним и наружным трещинам.
Применение способа позволяет снизить брак слитков по внутренним и наружным трещинам на 1,6%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1777284A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775935A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015812C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775930A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048962C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048960C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775934A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048964C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Целью изобретения является улучшение качества непрерывнолитых слитков. Способ непрерывной разливки металлов включает подачу металла в кристаллизатор, вытягивание на него слитка с переменной скоростью, измерение уровня металла в кристаллизаторе, регулирование расхода металла в кристаллизаторе и скорости вытягивания слитка, охлаждение поверхности слитка в зоне вторичного охлаждения охладителем, распыливаемым форсунками, регулирование расходов охладителя в зависимости от скорости вытягивания слитка. В процессе непрерывной разливки периодически прекращают подачу металла в кристаллизатор на период 2 ... 20 с, измеряют скорость перемещения мениска металла в кристаллизаторе, сравнивают полученные значения скорости со скоростью вытягивания слитка, определяют разницу в значениях этих скоростей и соответственно изменяют скорость вытягивания слитка на величину полученной разницы скоростей, после чего возобновляют подачу металла в кристаллизатор. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, измерение уровня металла в кристаллизаторе, регулирование расхода металла в кристаллизатор и скорости вытягивания слитка, охлаждение поверхности слитка в зоне вторичного охлаждения охладителем, распыливаемым форсунками, регулирование расходов охладителя в зависимости от скорости вытягивания слитка, отличающийся тем, что, с целью улучшения качества непрерывнолитых слитков, в процессе непрерывной разливки периодически прекращают подачу металла в кристаллизатор на период 2 - 20 с, измеряют скорость перемещения мениска металла в кристаллизаторе, сравнивают полученное значение скорости со скоростью вытягивания слитка, определяют разницу в значениях этих скоростей и соответственно изменяют скорость вытягивания слитка на величину полученной разницы скоростей, после чего возобновляют подачу металла в кристаллизатор.
| Авторское свидетельство СССР N 1677931, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
