Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Цель - улучшение качества непрерывнолитых слитков.
Сущность изобретения заключается в том, что в кристаллизатор подают металл из промежуточного ковша, вытягивают слиток из кристаллизатора с переменной скоростью, регулируют расход металла в кристаллизатор и скорость вытягивания слитка, измеряют уровень металла в кристаллизаторе, охлаждают слиток в зоне вторичного охлаждения охладителем, распыливаемым форсунками.
В процессе непрерывной разливки при отклонении уровня металла в кристаллизаторе от рабочего значения в пределах ±0,02-0,05 наименьшей толщины слитка изменяют одновременно расход металла в кристаллизатор соответственно на величину ± 4-20% от рабочего значения и скорость вытягивания слитка на величину ±5-10% от рабочего значения и ведут процесс разливки с этими параметрами до достижения уровня металла рабочего значения в кристаллизаторе.
Улучшение качества непрерывно-литых слитков будет происходить вследствие одновременного воздействия на процесс разливки расхода металла из промежуточного ковша и скорости вытягивания слитка. В этих условиях с одной стороны не происходит резкого изменения в процессе формирования оболочки слитка на мениске металла в кристаллизаторе, что устраняет образование на поверхности слитка заливин, поясов, ужимин и т.д. С другой стороны не происходит резкого изменения в стабильности кристаллизации оболочки слитка в зоне вторичного охлаждения, что не вызывает рост температурных градиентов и термических напряжений сверх допустимых значений. Последнее не приводит к браку слитков по внутренним и наружным трещинам.
Диапазон эмпирического коэффициента в пределах ±0,02-0,05 наименьшей толщины слитка объясняется закономерностями формирования оболочки слитка на мениске металла в кристаллизаторе и допустимым изменением уровня металла в кристаллизаторе для определенного размера сечения слитка.
При больших значениях необходимо значительно увеличивать расход металла и скорость вытягивания слитка, что вызовет брак слитков по качеству поверхности, внутренним и наружным трещинам.
При меньших значениях возможна раздельная ликвидация изменения уровня металла: изменением расхода металла при скорости вытягивания слитка. Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины слитка.
Диапазон значений эмпирического значения изменения расхода металла в пределах ±4-20% от рабочего значения объясняется закономерностями образования и формирования оболочки слитка на мениске металла в кристаллизаторе. При меньших значениях будет незначительна величина изменения уровня металла в кристаллизаторе при изменении расхода металла, что значительно увеличит время изменения уровня металла в кристаллизаторе, что вызовет прорыв металла под кристаллизатором или перелив через него металла.
При больших значениях на поверхности слитков будут образовываться завороты, заливины, ужимины, что приведет к браку слитков.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от наименьшей толщины слитка.
Диапазон значений эмпирического значения изменения скорости вытягивания слитка в пределах 5-10% от рабочего значения объясняется закономерностями кристаллизации слитков в зоне вторичного охлаждения.
При меньших значениях увеличится время изменения уровня металла в кристаллизаторе, что может вызвать прорыв металла под кристаллизатором или перелив металла через кристаллизатор.
При больших значениях будет нарушена стабильность кристаллизации слитка в зоне вторичного охлаждения, что вызовет увеличение значений термических напряжений и температурных градиентов сверх допустимых значений. Последнее приведет к браку слитков по внутренним и наружным трещинам.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от наименьшей толщины слитка.
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки подают сталь марки 3сп из промежуточного ковша в кристаллизатор и вытягивают из него слиток с переменной скоростью. В процессе разливки регулируют расход металла из промежуточного ковша при помощи шиберного затвора и скорость вытягивания слитка при помощи приводных валков.
В кристаллизаторе измеряют уровень металла и определяют величину его перемещения посредством радиоактивного датчика. В зоне вторичного охлаждения слиток поддерживают и направляют при помощи роликов, а также охлаждают водой, распыливаемой форсунками.
В процессе непрерывной разливки при отклонении уровня металла в кристаллизаторе вверх или вниз от рабочего значения в пределах 10,02-0,05 наименьшей толщины слитка изменяют одновременно расход металла в кристаллизатор соответственно на величину ±4-20% от рабочего значения и скорость вытягивания слитка соответственно на величине ±5-10% от рабочего значения и ведут процесс разливки с этими параметрами до достижения мениском металла в кристаллизаторе рабочего значения.
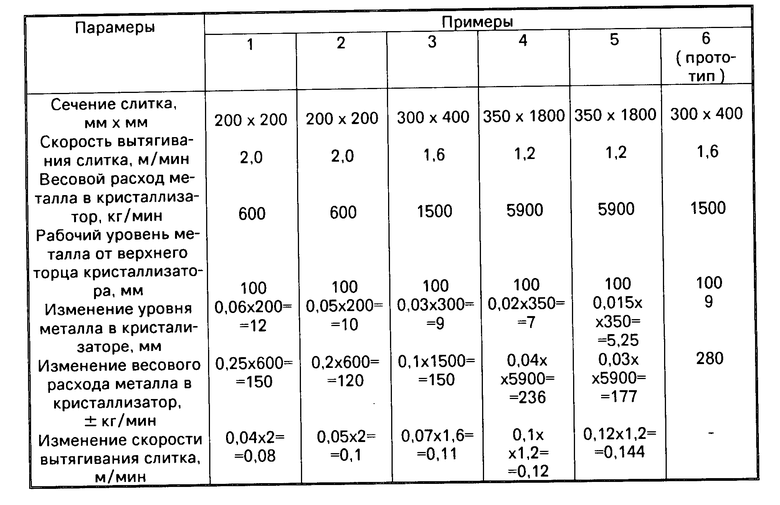
В таблице приведены примеры осуществления способа непрерывной разливки металлов с различными технологическими параметрами.
В первом примере вследствие большого изменения уровня металла производится изменение расхода металла сверх допустимых значений.
В этих условиях на поверхности слитка будут образовываться завороты, заливины ужимины, что приведет к браку слитков.
В пятом примере вследствие изменения скорости вытягивания слитка сверх допустимых значений будет нарушаться стабильность кристаллизации слитка в зоне вторичного охлаждения, что вызовет увеличение значений термических напряжений и температурных градиентов сверх допустимых значений. Последнее приведет к браку слитков по внутренним и наружным трещинам.
В шестом примере (прототип) вследствие изменения только расхода металла в кристаллизатор проходит значительное и скоротечное перемещение уровня металла в кристаллизаторе относительно рабочего значения. В этих условиях на поверхности слитков образуются заливины, завороты, пояса и т.д., что вызывает брак слитков.
В примерах 2-4 вследствие одновременного изменения расхода металла и скорости вытягивания слитка в оптимальных пределах на поверхности слитков не образуются заливины, завороты, пояса и т.д., в оболочке не будут возникать внутренние и наружные трещины.
Применение способа позволяет снизить брак по качеству поверхности, а также по внутренним и наружным трещинам на 3,2%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775935A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
RU2021875C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041014C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015809C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015812C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038901C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065337C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015811C1 |
Изобретение относится к металлургии, конкретнее, к непрерывной разливке металлов. Цель изобретения - улучшение качества непрерывнолитых слитков. Способ непрерывной разливки металлов включает подачу металла в кристаллизатор, вытягивание слитка из кристаллизатора с переменной скоростью, регулирование расхода металла в кристаллизатор и скорости вытягивания слитка, измерение уровня металла в кристаллизаторе, охлаждение слитка в зоне вторичного охлаждения охладителем, распыливаемым форсунками. В процессе непрерывной разливки при отклонении уровня металла в кристаллизаторе от рабочего значения в пределах ± 0,02 - 0,05 наименьшей толщины слитка изменяют одновременно расход металла в кристаллизаторе соответственно на величину + 4 - 20% от рабочего значения и скорость вытягивания слитка на величину + 5 - 10% от рабочего значения и ведут процесс разливки с этими параметрами до достижения рабочего уровня металла в кристаллизаторе.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА, включающий подачу металла из промежуточного ковша в кристаллизатор, вытягивание слитка из кристаллизатора с переменной скоростью, регулирование расхода металла в кристаллизатор и скорости вытягивания слитка, измерение уровня металла в кристаллизаторе, охлаждение слитка в зоне вторичного охлаждения охладителем, распыливаемым форсунками, отличающийся тем, что, с целью улучшения качества непрерывнолитых слитков, в процессе непрерывной разливки при отклонении уровня металла в кристаллизаторе от рабочего значения в пределах ± 0,02 - 0,05 наименьшей толщины слитка изменяют одновременно расход металла в кристаллизатор соответственно на величину ± 4 - 20% от рабочего значения и скорость вытягивания слитка на величину ± 5-10% от рабочего значения и ведут процесс разливки с этими параметрами до достижения рабочего значения уровня металла в кристаллизаторе.
| Узел трения для работы в экологически чистых средах | 1989 |
|
SU1677391A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
