Изобретение относится к области металлургии, в частности к производству стали в конвертере.
Известен способ закрывания выпускных отверстий металлургических печей подачей воздуха под давлением, уравновешивающим гидростатический напор расплавленной ванны печи.
Недостаток этого способа при использовании его для отделения шлака при сливе металла заключается в том, что визуальное определение момента подачи воздуха в сливное отверстие не позволяет слить весь металл и полностью отделить шлак в силу индивидуальных способностей оператора, состояния окружающей среды и имеет большой разброс значений толщины шлака, попавшего в ковш.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ предотвращения слива шлака при разливке, при котором в сливное отверстие вдувают газ противотоком сливаемому металлу, регулируя при этом давление газа. При достижении газом давления заранее установленной величины, равной гидронапору шлака, в конвертере увеличивают расход и давление газа, тормозя тем самым слив шлака.
Недостаток способа заключается в том, что эффективность его зависит от наличия регистрирующей, регулирующей и счетно-решающей систем управления подачей газа и определяется степенью их быстродействия.
Изменение расхода и давления в системе подачи газа растянуто во времени вследствие инерционности системы и удаленного расположения регистрирующих их приборов. Прохождение сигналов от приборов также требует некоторого времени, за которое часть шлака попадает в ковш. Кроме того, применение высокочувствительных регистрирующих приборов и быстродействующей ЭВМ усложняет всю систему управления подачей газа, требует высококвалифицированных специалистов для ее обслуживания.
Изобретение направлено на упрощение способа отделения шлака от металла при сливе, увеличение эффективности отделения шлака от металла за счет автоматизации процесса отделения.
Это достигается тем, что по способу отделения металла и шлака, включающему слив металла из печи через выпускное отверстие и выпуск шлака, подачу в течение всего времени слива газа под давлением противотоком струе металла, согласно изобретению газ подают с постоянным давлением, большим давления гидростатического столба металла и шлака, с расходом, обеспечивающим перекрытие выпускного отверстия в момент окончания слива металла.
Такой способ подачи газа позволяет отсечь первичный шлак, т.е. шлак, который мог бы попасть в сливное отверстие при наклоне конвертера, и отсечь конечный шлак, т.е. шлак, который мог бы попасть в сливное отверстие после слива всего металла в ковш.
Принципиальное отличие описываемого способа подачи газа для отсечки шлака от используемого способа в прототипе заключается в том, что не требуется изменение расхода и давления подаваемого газа в течение слива, а подачу газа осуществляют с постоянным давлением в газоподводящем канале во время всей операции слива металла, расходом, обеспечивающим перекрытие выпускного отверстия в момент окончания слива металла, и давлением при этом не менее давления гидростатического столба шлака в результате чего происходит автоматическая отсечка первичного и конечного шлака без вмешательства оператора.
Тот же результат получают, когда газ подают с постоянным давлением двумя или более потоками, суммарный расход которых обеспечивает перекрытие выпускного отверстия в момент окончания слива металла, а давлении при этом не менее давления гидростатического столба шлака.
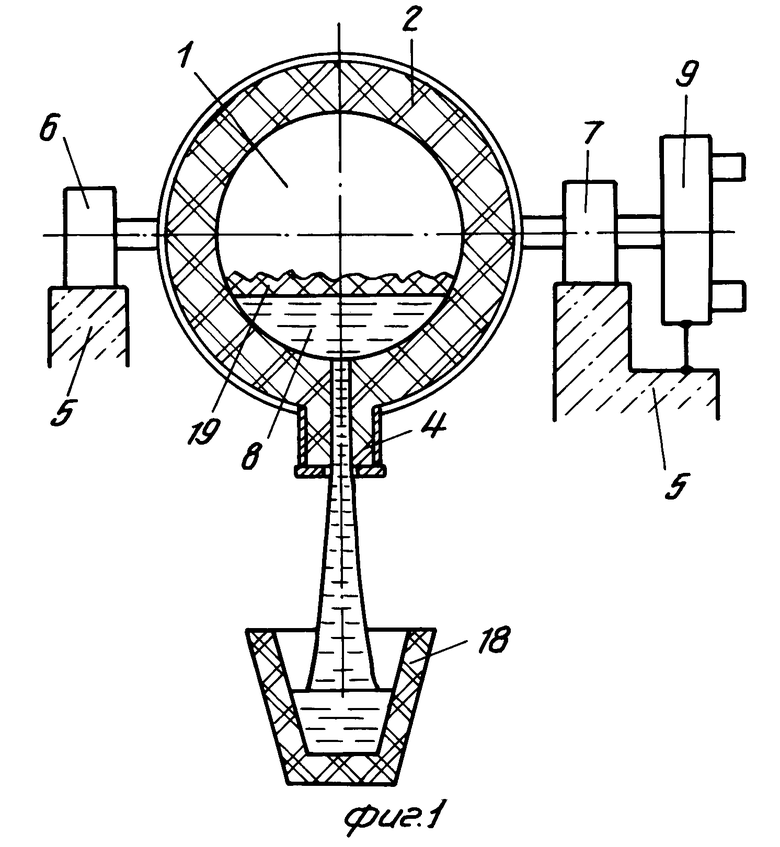
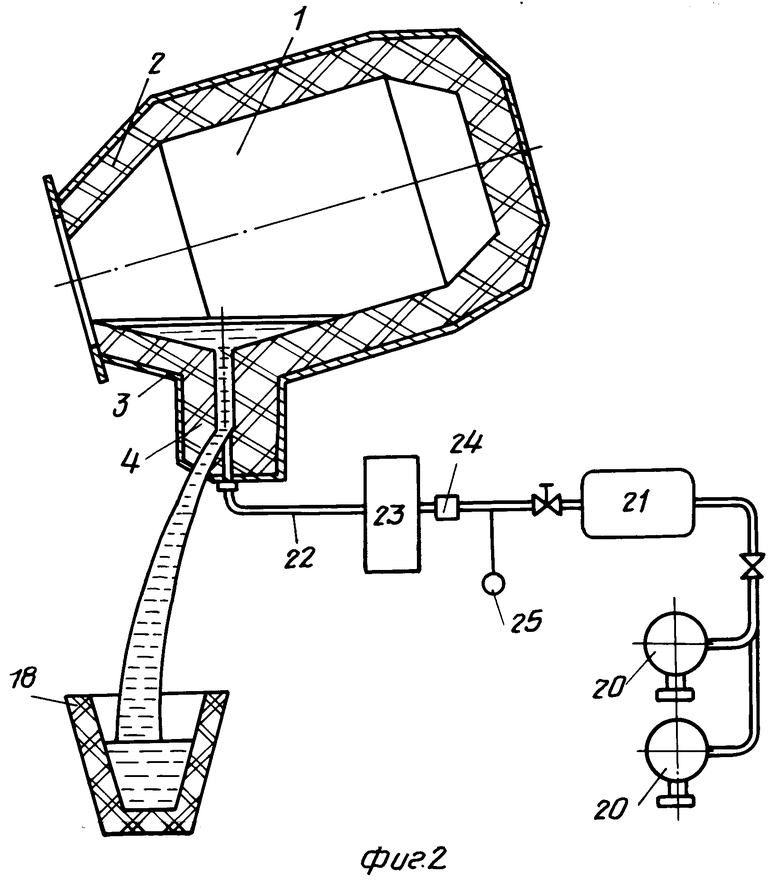
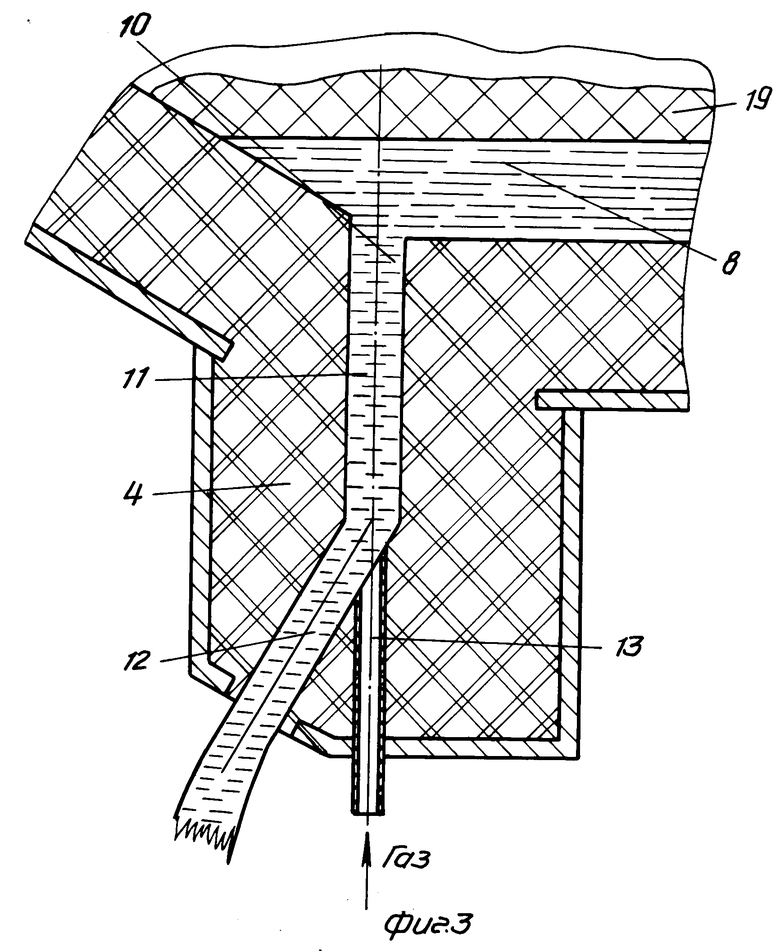
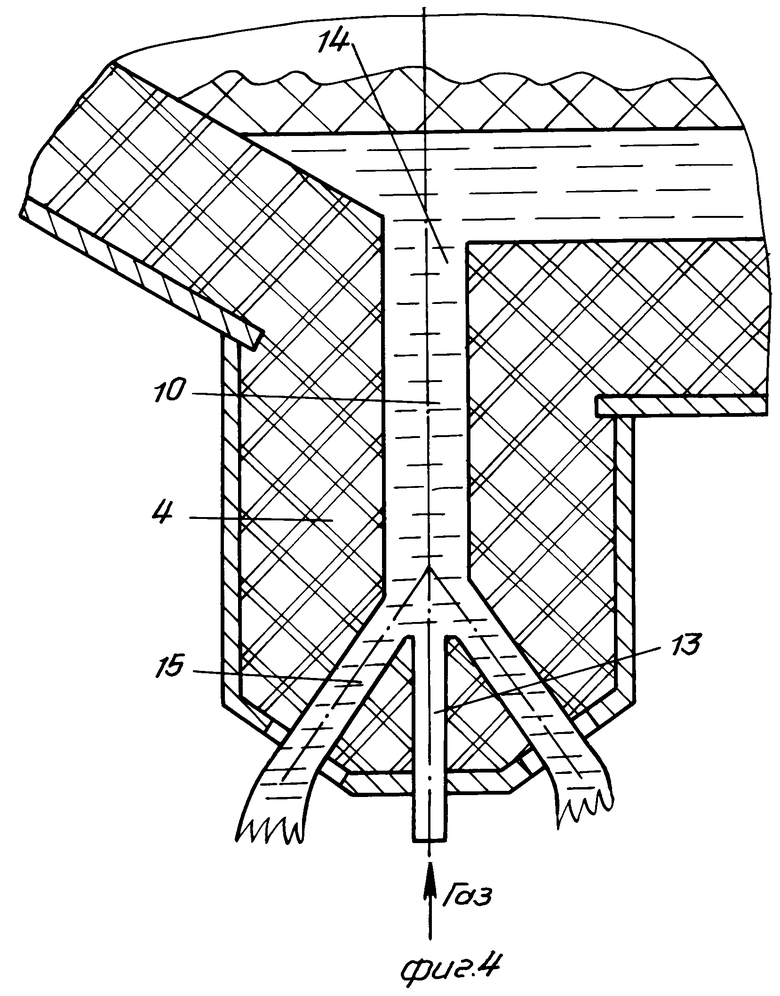
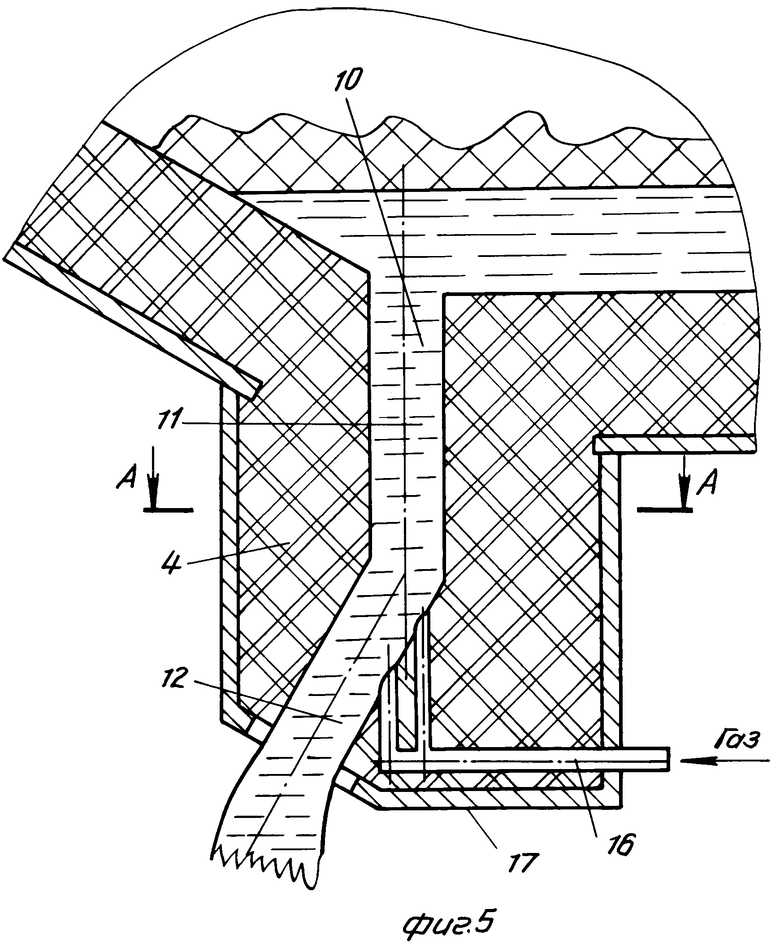
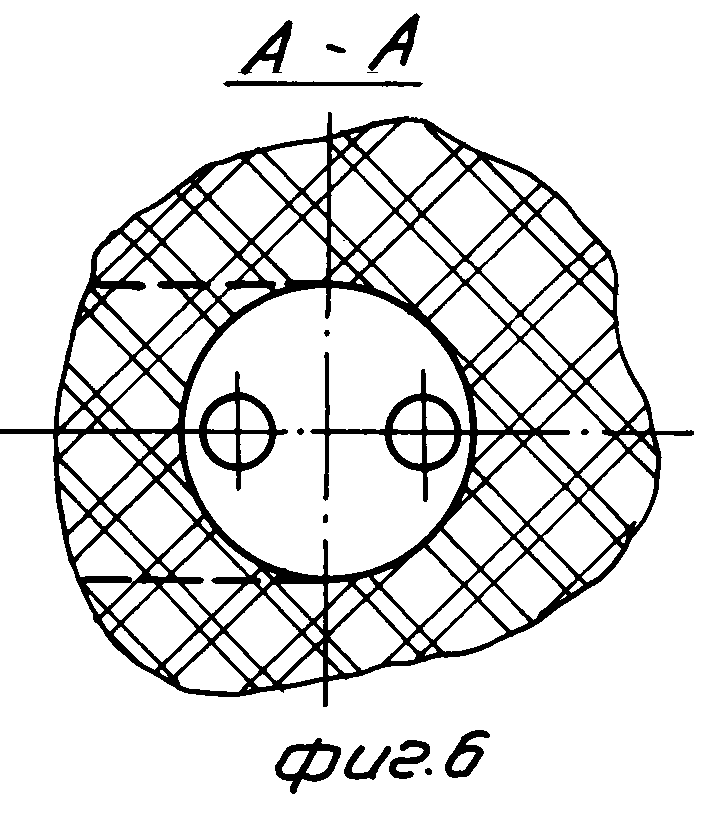
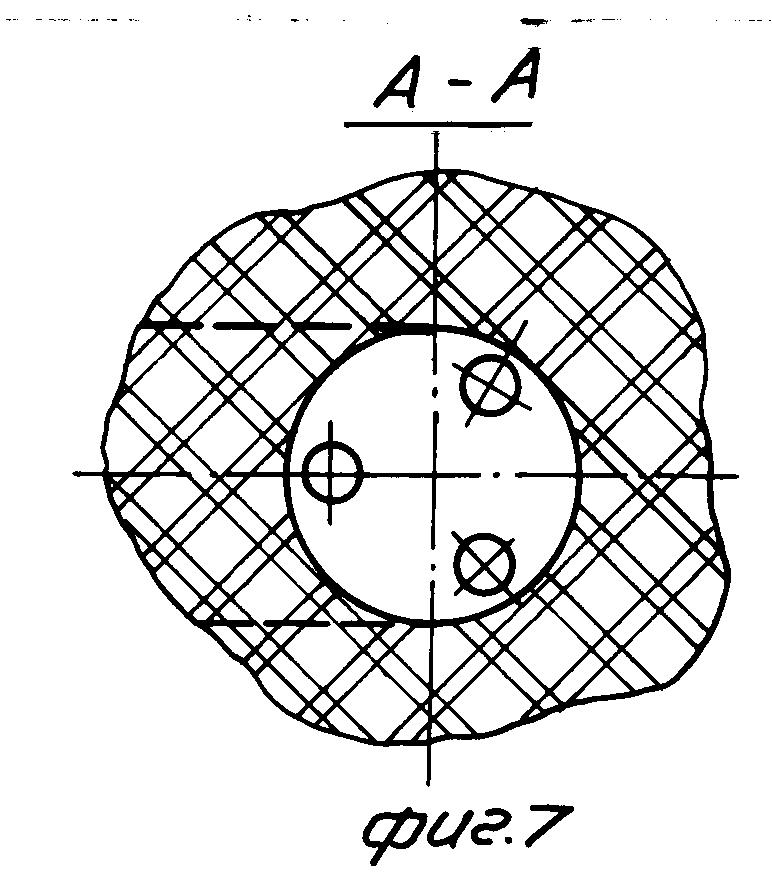
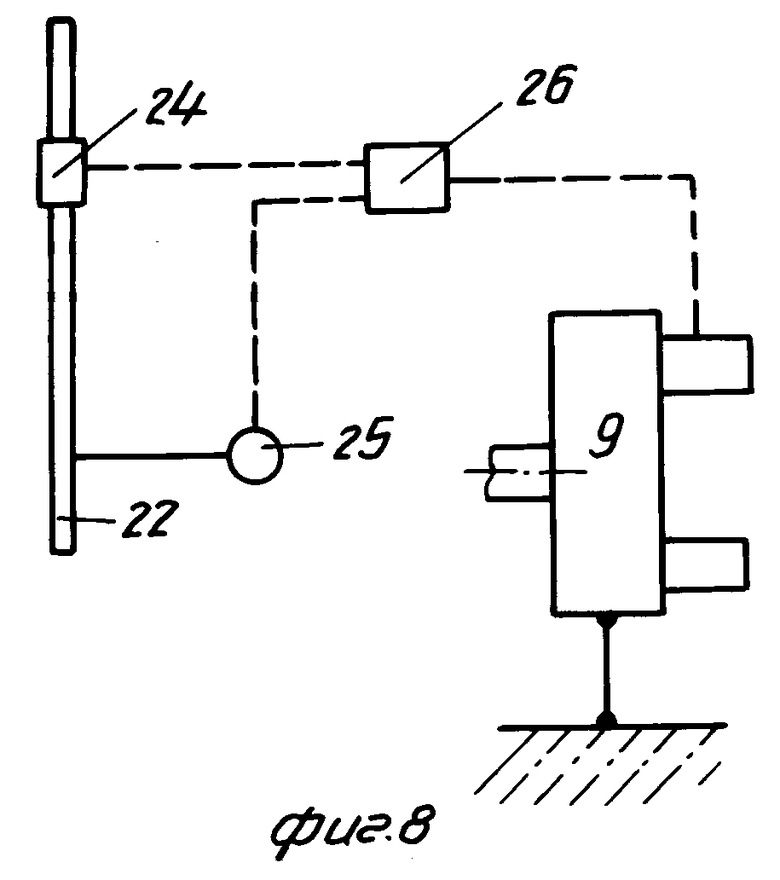
На фиг. 1 изображен общий вид конвертера в момент слива; на фиг. 2 - конвертер непосредственно перед окончанием слива металла; на фиг. 3 - летка конвертера с устройством для осуществления способа; на фиг. 4 и 5 - летки конвертера с вариантами выполнения устройства для осуществления способа; на фиг. 6 и 7 - сечение А-А на фиг. 5; на фиг. 8 - схема управления.
Способ по изобретению осуществляют с помощью, например, предлагаемой на фиг. 1-3 конструкции.
Конвертер 1 с футеровкой 2 и расположенной на его боковой поверхности 3 леткой 4 устанавливают на фундамент 5 с помощью подшипниковых опор 6, 7 и наклоняют для слива металла 8 посредством привода 9 поворота. Летку 4 выполняют с выпускным отверстием 10, которое состоит из входного 11 и выходного 12 отверстий, газоподводящим каналом 13.
По варианту (фиг. 4) летку 4 выполняют с выпускным отверстием 14, состоящим из входного 10 и двух или более выходных 15 отверстий, и газоподводящим каналом 13.
По другому варианту (фиг. 5) летку 4 выполняют с выпуcкным отверстием 10, которое состоит из входного 11 и выходного 12 отверстий, и газоподводящим каналом 16, соединенным с двумя или более подводами 17, суммарный условный проход которых равен условному проходу газоподводящего канала 16.
Конвертер 1 после выполнения технологических операций по выплавке металла 8 приводом 9 поворота наклоняют для слива металла 8 в ковш 18.
Одновременно с операцией наклона конвертера 1 в газоодводящий канал 13 подают, например, нейтральный газ или азот с постоянным давлением, большим давления гидростатического столба металла 8 и шлака 19 над газоподводящим каналом 13 летки 4.
Расходом подаваемого через газоподводящий канал 13 газа обеспечивают перекрытие выпускного отверстии 10 в момент отсутствия в нем металла 8. При этом давление газа в выпускном отверстии 10 больше давления гидростатического столба шлака 19, так как высота столба шлака 19 меньше максимально возможной его высоты над выпускным отверстием 10.
Газ для отсечки шлака 19 от компрессорной станции 20 направляют в аккумулятор 21 и по трубопроводам 22 через пульт 23 управления подают в газоподводящий канал 13.
Через газоподводящий канал 13 газ подают во входное 11 отверстие выпускного отверстия 10 и этим препятствуют при наклоне конвертера 1 попаданию первичного шлака 19 во входное 11 отверстие, т.к. давление газа во входном 10 отверстии больше давления гидростатического столба шлака 19, а расход подаваемого через газоподводящий канал 13 газа обеспечивает перекрытие выпускного отверстия 10.
Конвертер 1 продолжают наклонять. При этом увеличивается высота столба металла 8 и шлака 19 над выпускным отверстием 10, следовательно, увеличивается и гидростатическое давление этого столба, которое начинает превышать давление газа в выпускном отверстии 10. Металл 8 через входное 11 и выходное 12 отверстия выпускного отверстия 10 летки 4 начинает вытекать из конвертера 1 в ковш 18.
Металл 8 не затекает в газоподводящий канал 13 летки 4, т.к. давление газа в газоподводящем канале больше давления гидростатического столба метала 8 и шлака 19 над газоподводящим каналом летки 4.
Конвертер 1 наклоняют при сливе металла 8 таким образом, чтобы поддерживать относительно постоянную высоту столба металла 8 и шлака 19 над выпускным отверстием 10. К концу слива металла 8 уменьшается высота столба металла 8 и шлака 19 над выпускным отверстием 10. При этом давление гидростатического столба металла 8 и шлака 19 уменьшается, однако это давление превышает давление газа, попадающего в выпускное отверстие 10, и металл 8 все еще сливается в ковш 18. Количество газа, попадающего в выпускное отверстие 10 к концу слива металла 8, увеличивается, при этом происходит замедление слива металла, т.к. часть объема выпускного отверстия 10 занята газом.
При сливе всего металла 8 и заполнении выпускного отверстия 10 газом происходит автоматическая отсечка конечного шлака 19, т.к. расход газа, подаваемого через газоподводящий канал 13, обеспечивает перекрытие выпускного отверстия 10 в этот момент, а давление газа во входном 11 отверстии не меньше давления гидростатического столба шлака 19.
Конвертер 1 поворачивают в вертикальное положение. При достижении положения конвертера 1 во время поворота, когда в выпускное отверстие 10 шлак 19 попасть не может, прекращают подачу газа в газоподводящий канал 13 летки 4.
Конвертер 1 начинают поворачивать в вертикальное положение вручную или автоматически известным способом, например, с помощью датчика 24 расхода газа или манометра 25 регистрируют увеличение расхода газа или уменьшение его давления, или обе эти величины в момент отсечки шлака 19, сигналы от которых поступают в блок 26 управления приводом 9 поворота конвертера 1, откуда поступает команда на включение привода поворота и подъем конвертера.
П р и м е р. Отсечку шлака при сливе металла из конвертера вместимостью 250 т осуществляют подачей в газоподводящий канал газа под давлением 1,3 МПа в течение всей операции слива металла, при этом обеспечивают расход газа 2,3 м3/с в момент окончания слива металла.
При реализации способа отделения шлака 19 по варианту газ одновременно с операцией наклона конвертера 1 через газоподводящий канал 16 и подводы 17 подают во входное отверстие 11 выпускного отверстия 10, тем самым препятствуют попаданию первичного шлака 19 во входное отверстие 11, а при сливе всего металла 8 автоматически отсекают конечный шлак 19 аналогично описанному выше.
Эффективность отделения шлака от металла по сравнению с прототипом возросла на 4-5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выпуска стали из конвертера и устройство для его осуществления | 1982 |
|
SU1118690A1 |
| Способ газодинамического отделения шлака от жидкого металла | 1989 |
|
SU1786096A1 |
| УСТРОЙСТВО ДЛЯ ЗАПИРАНИЯ ВЫПУСКНОГО ОТВЕРСТИЯ КОНВЕРТЕРА | 1995 |
|
RU2113501C1 |
| СПОСОБ ГАЗОСТРУЙНОЙ ОТСЕЧКИ ШЛАКА ПРИ ВЫПУСКЕ МЕТАЛЛА ИЗ ДУГОВОЙ ПЕЧИ | 2014 |
|
RU2561631C1 |
| УСТРОЙСТВО ДЛЯ ЗАПИРАНИЯ ВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1999 |
|
RU2144960C1 |
| СТОПОР ДЛЯ ОТСЕЧКИ ПЕРВИЧНОГО КОНВЕРТЕРНОГО ШЛАКА, АППЛИКАТОР ДЛЯ ПОСАДКИ СТОПОРА В ЛЕТКУ КОНВЕРТЕРА, СИСТЕМА ОТСЕЧКИ ПЕРВИЧНОГО КОНВЕРТЕРНОГО ШЛАКА, СПОСОБ ОТСЕЧКИ ПЕРВИЧНОГО КОНВЕРТЕРНОГО ШЛАКА | 2009 |
|
RU2415950C1 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОЙ ОТСЕЧКИ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ПЛАВКИ ИЗ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2559389C1 |
| УСТРОЙСТВО ГАЗОСТРУЙНОЙ ОТСЕЧКИ ШЛАКА ПРИ ВЫПУСКЕ МЕТАЛЛА ИЗ ДУГОВОЙ ПЕЧИ | 2014 |
|
RU2561633C1 |
| Устройство для запирания летки конвертера | 1979 |
|
SU965361A3 |
| Система газодинамической отсечки конечного шлака при выпуске стали через горловину конвертера | 2019 |
|
RU2748704C2 |
Использование: в области черной металлургии, в частности при производстве стали в конвертере. Сущность изобретения: способ отделения металла и шлака состоит в том, что при сливе металла из печи через выпускное отверстие осуществляют в течение всего времени слива подачу противотоком струе металла газа с постоянным давлением, большим давления гидростатического столба металла и шлака, с расходом, обеспечивающим перекрытие выпускного отверстия в момент окончания слива металла. 8 ил.
СПОСОБ ОТДЕЛЕНИЯ МЕТАЛЛА И ШЛАКА, включающий слив металла из печи через выпускное отверстие и выпуск шлака, подачу в течение всего времени слива газа под давлением противотоком струе металла, отличающийся тем, что газ подают с постоянным давлением, большим давления гидростатического столбка металла и шлака с расходом, обеспечивающим перекрытие выпускного отверстия в момент окончания слива металла.
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
