Изобретение относится к сортировочной технике для контроля потребительских свойств плоских изделий и может быть использовано при раскрое пленочного фильтр-материала на мембранные фильтр-элементы.
Цель изобретения - повышение производительности и экономичности реализуемого рабочего процесса.
На фиг.1 изображена блок-схема устройства; на фиг.2 - блок-схема блока обработки информации.
Предлагаемое устройство содержит блок 1 контроля качества заготовок, первыми выходами связанный с первыми входами блока 2 памяти, и блок 3 обработки информации. Упомянутый блок 3 образован коммутатором 4 и блоками 5,5' выделения сигналов о максимальном и минимальном размерах предполагаемых для реза изделий. Блоки 5,5' связаны со входами соответствующих схем 6,6' сравнения. Предлагаемое устройство содержит также блок 7 коррекции, связанный с блоком 8 управления исполнительными механизмами реза 9, 10, 10', в частности механизмом 9 реза изделий одного типоразмера и механизмами 10, 10' реза другого типоразмера. Для обеспечения бесперебойности работы в устройство включен блок 11 датчиков учета числа срабатывания исполнительных механизмов 9, 10 10' реза. Выход упомянутого блока 11 связан со входом счетчика 12. Кроме того, устройство оснащено блоком 13 формирования команд на исполнительные механизмы 14, 15, 16 накопления изделий соответствующих типоразмеров. Для обеспечения бесперебойности работы устройство оснащено блоком 17 датчиков учета наполнения накопителей исполнительных механизмов 14, 15, 16 накопления и узлом 18 управления приводом 19 заготовки. Управляющий вход привода 19 заготовки связан с блоком 20 датчиков положения заготовки. Дополнительно в устройство включен генератор 21 синхроимпульсов. Блок 7 коррекции скомпанован из элементов И 22, 22' и звена 23 элементов 24', 24, 25 памяти, построенных на триггерах запоминания сигналов с информацией о наличии ситуации блокировки после резов. В блок 7 коррекции дополнительно включены счетчики 26, 26', 27, 28 сигналов блокировки. Выходы первых счетчиков 26, 26', второго счетчика 27 и третьего счетчика 28 подключены к S входам триггеров первого элемента 24' памяти, второго элемента 24 и третьего элемента 25. Прямой выход второго элемента 24 памяти подключен к второму входу второго счетчика 26 и дополнительно к первому входу третьего счетчика 27, выходом соединенного с R-входом третьего элемента 25 памяти. Инверсные выходы всех элементов памяти 24', 24, 25 подключены к первым входам первых и второго элементов И 22', 22. Инверсный выход третьего элемента 25 памяти дополнительно соединен с первым входом одного из вторых элементов И 22, в частности установленного третьим при отсчете снизу. Первый выход генератора 21 синхроимпульсов связан с вторыми входами второго и четвертого счетчиков 26, 28 и первым входом первого счетчика 26'. Второй выход генератора 21 синхроимпульсов подключен к вторым входам схем 6,6' сравнения и к первым входам коммутатора 4. При этом выходы схем 6,6' сравнения и коммутатора 4 подключены ко вторым входам всех элементов И 22', 22, выходами соединенных со входами блока 8 управления исполнительными механизмами реза 9, 10, 10'. Второй выход блока 1 контроля качества материала соединен со вторым входом узла 18 управления приводом 19 заготовки. Второй выход блока 20 датчиков положения заготовки соединен со вторыми входами блока 2 памяти, выходы которого объединены с выходами блоков 5,5' выделения максимального и минимального размеров изделий. Первый выход блока 11 датчиков учета числа срабатывания исполнительных механизмов 9, 10, 10' реза подключены через счетчик 12. Третий выход блока 11 датчиков подключен непосредственно к соответствующим входам блока 13 формирования команд на исполнительные механизмы 14, 15, 16 накопления изделий различных топоразмеров. При этом выходы блока 17 датчиков учета накопления накопителей исполнительных механизмов 14, 15, 16 накопления подключены к третьим входам всех элементов И 22, 22' блока 7 коррекции.
Предлагаемое устройство работает следующим образом.
Блок 1 контроля качества заготовок выдает со своего выхода сигналы о адресах обнаруженных дефектов с информацией об соответствующих им наборах плоскостных координат. Выдача сигналов происходит в виде позиционных кодов с числом кодовых разрядов, соответствующих числу применяемых в блоке 1 датчиков, разбивающих продольную координату Х на n адресных меток и поперечную координату Y - на m меток. Сигналы с первых выходов блока 1 контроля поступают на первые входы блока 2 памяти. Блок 2 памяти производит фиксирование принимаемых сигналов в момент прихода на его второй вход сигнала готовности к срабатыванию привода 19 заготовки, посылаемого с выхода блока 20 датчиков положения заготовки. После фиксирования принятых сигналов блок 2 памяти осуществляет их выдачу в блок 3 обработки информации. В этом блоке 3 происходит разветвление принятых сигналов и подача их параллельными потоками в коммутатор 4 и блоки 5.5' выделения сигналов о максимальном и минимальном размерах предполагаемых для реза изделий. Коммутатор 4 выделяет из сигнального потока сигналы о наличествуемом бездефектном поле заготовки, годном для нарезки изделий малого размера, и переключает i направлений входа положительных сигналов о координатах элементарных бездефектных площадок на один соответствующий выход сигнала об суммарном бездефектном поле. Блоки 5,5' выделяют из сигнального потока сигналы об утерянном дефектном поле заготовки, непригодном для нарезки изделий максимального и минимального размеров и переключает j направлений входа отрицательных сигналов о координатах элементарных дефектных площадок на выход сигнала об суммарном дефектном поле для запрета реза крупных изделий и суммарном дефектном поле для запрета реза малых изделий. В конечном результате блоки 5,5' формируют сигналы, несущие информацию об Q возможных вариантах экономичного раскроя заготовки. Эти сигналы поступают с выходов блоков 5,5' на первые входы соответствующих схем 6,6' сравнения. Вторые входы схем 6,6' сравнения осуществляют параллельный прием тактовых цикловых сигналов с выхода генератора 21 синхроимпульсов. Схемы 6,6' сравнения вырабатывают сопоставленные сигналы, снимаемые со своих выходов для создания выходных переработанных сигналов блока 3 обработки информации, несущих информацию о возможности включения в работу соответствующих исполнительных механизмов 9, 10, 10' реза. С выхода блока 3 эти сигналы поступают на первые входы блока 7 коррекции. Указанный блок 7 формирует рекомендательные сигналы об оптимальном составе группы необходимых для включения в работу исполнительных механизмов 9, 10, 10' реза. Эти сигналы блок 7 коррекции подает на входы блока 8 управления исполнительными механизмами реза 9, 10, 10'. Этот блок 8 формирует инструктивные сигналы об оптимальной очередности задействования (в выделенной рабочей группе) исполнительных механизмов 9, 10, 10' реза. Привод 19 заготовки осуществляет по команде своего блока 18 управления подачу наличествующей заготовки от блока 1 контроля к рабочим органам исполнительных механизмов 9, 10, 10' реза. При этом блок 18 управления начинает формировать команды после принятия своим входом сигнала с выхода блока 1 контроля о завершении проверки заготовки на дефектность. Формирование команд блок 18 осуществляет в соответствии с сигналами, принятыми с выходов блока 20 датчиков положения заготовки. Первый сигнал с блока 20 датчиков несет информацию о необходимости оперативного востребования заготовленной блоком 2 памяти информации об дефектности заготовки ввиду начала ее транспорта к участку срабатывания исполнительных механизмов 9, 10, 10' реза. Этот сигнал блок 20 датчиков посылает на второй управляющий вход блока 2 памяти. К моменту съема информационных сигналов с блока 2 памяти привод 19 заготовки доводит непрерывным продвижением наличествующую заготовку до поста срабатывания исполнительных механизмов 9, 10, 10', где он начинает осуществлять ее шаговую подачу под соответствующие рабочие органы этих механизмов 9, 10, 10'. В момент начала шаговой подачи привод 19 начинает воздействовать на бездействовавший до этого генератор 21 синхроимпульсов. В результате этого воздействия генератор 21 формирует на своих выходах синхросигналы, зашифрованные в форме двоичных кодов с числом разрядов, равным n и с изменением цифрового значения кодов по мере нарастания количества обеспечиваемых приводом 19 шаговых движений заготовки под исполнительные механизмы реза 9, 10, 10'. В момент совершения заготовкой каждого из шаговых движений происходит срабатывание соответствующих исполнительных механизмов 9, 10, 10' реза. Моменты отрезания от заготовки изделий фиксирует блок 11 датчиков учета числа срабатываний исполнительных механизмов 9, 10, 10' реза. Причем исполнительный механизм 9 реза малоразмерных изделий вызывает задействование датчиков первых входов блока 11, а исполнительные механизмы 10, 10' реза крупноразмерных изделий вызывают задействование датчиков на втором и, возможно, на третьих входах этого блока 11. Блок 11 датчиков осуществляет генерирование соответствующих учетных сигналов, осуществляя подачу их со своих первых выходов на выходы счетчика 12. Счетчик 12 преобразует принятые учетные сигналы в итоговые сигналы о количестве отрезанных изделий. Эти сигналы счетчик 12 подает со своих выходов на первые информационные выходы блока 13 формирования команд на исполнительные механизмы 14, 15, 16 накопления изделий соответствующих типоразмеров. Одновременно на вторые входы этого блока 13 посылает со своих вторых выходов сигналы блок 11 датчиков учета числа срабатывания исполнительных механизмов 9, 10, 10' реза. Блок 13 обобщает принятые сигналы, формируя на их основе командные сигналы о задействовании необходимых исполнительных механизмов 14, 15, 16 накопления. В результате выработанного алгоритма задействования указанных механизмов 14, 15, 16 по определенным образом поданным командам происходит сортировка ими по типоразмерам изделий, сходящих из - под рабочих органов исполнительных механизмов 9, 10, 10' реза. При этом блок 13 ведет слежение за информацией, поступающей с блока 11 учета числа срабатывания исполнительных механизмов 9, 10, 10' реза, засекая по ней моменты заполнения рабочих накопителей исполнительных механизмов 14, 15, 16 накопления, требующие замены накопителей. Генератор 21 синхроимпульсов осуществляет постоянную подачу (в блок 13 формирования команд исполнительным механизмам 14, 15, 16 накопления) формируемых им тактовых сигналов, которые производят согласование работы этого блока 13 с действием привода 19 заготовки. Моменты требуемой приостановки цикла накопления фиксирует блок 17 датчиков учета наполнения накопителей исполнительных механизмов 14, 15, 16 накопления. При этом блок 17 формирует учетный сигнал. Этот сигнал указанный блок со своего выхода подает на вторые входы блока 7 коррекции. В результате блок 7 коррекции формирует оценочные сигналы. Формирование этих сигналов в блоке 7 происходит за счет принятия сигналов с блока 17 вторыми входами работающих в блоке 7 элементов И 22, 22'. У указанных элементов И 22, 22' на их первые входы поступают сигналы с выходов блока 3 обработки информации. На третьи входы элементов И 22, 22' поступают сигналы с выходов работающих в блоке 7 коррекции элементов 24', 24, 25 памяти звена 23. Элементы 24', 24, 25 памяти формируют за счет своей согласованной работы запретительные сигналы для формирования команд по приостановке повторного холостого действия исполнительных механизмов 9, 10, 10' реза (после активного предыдущего срабатывания) на тех же координатах поля заготовки смежных исполнительных механизмов 9, 10, 10'. Для обеспечения формирования запретительных сигналов элементами 24', 24, 25 блок 11 датчиков учета числа срабатывания исполнительных механизмов 9, 10, 10' реза посылает со своего первого выхода на R-вход элемента 24 или 24' памяти учетный сигнал о срабатывании исполнительного механизма 10 или 10' реза крупноразмерного изделия. Элемент 24 или 24' памяти формирует инверсный сигнал. Этот сигнал со своего выхода он подает на третий вход элемента И 22. Элемент И 22 формирует блокировочный сигнал. Этот сигнал он подает со своего выхода через выход блока 7 коррекции во вход блока 8 управления исполнительными механизмами 9, 10, 10' реза. Блок 8 формирует учетный сигнал о произошедшем срабатывании исполнительного механизма 10 или 10' реза крупноразмерного изделия. В момент формирования упомянутого сигнала элемент 24 памяти блока 7 коррекции осуществляет параллельную подачу со своего выхода отметочного сигнала на выходы счетчиков 26, 27. Счетчики 26, 27 формируют расчетный сигнал учета ожидания порядкового номера шагового воздействия привода 19 на заготовку, когда от момента срабатывания исполнительного механизма 10 или 10' реза крупноразмерного изделия привод 19 переместит поле реза за область выхода из зоны действия рабочего органа этого механизма 10 или 10'. Расчетный сигнал счетчик 26 посылает со своего выхода на вход элемента 24 памяти. Элемент 24 памяти формирует обнуляющий отключительный сигнал. Этот сигнал он подает со своего выхода на третий вход второго элемента И 22. Указанный элемент И 22 формирует требуемый блокировочный сигнал, который он со своего выхода посылает на вход блока 8 управления исполнительными механизмами 9, 10, 10' реза. При этом счетчик 27 формирует расчетный сигнал ожидания порядкового номера шагового воздействия привода 19 заготовки на поле реза до совершения им хода от зоны срабатывания рабочего органа одного исполнительного механизма 10, 10' реза до зоны срабатывания рабочего органа следующего исполнительного механизма 10 или 10' реза. Этот сигнал счетчик 27 посылает со своего выхода на вход элемента 25 памяти. Элемент 25 памяти формирует инверсный сигнал. Этот сигнал элемент памяти со своего выхода посылает на третьи входы третьего и четвертого элементов И 22. Указанные элементы И 22 формируют требуемые блокировочные сигналы, которые они со своих выходов посылают на вход блока 8 управления исполнительными механизмами 9, 10, 10' реза. Блок 8 использует этот сигнал для формирования командных сигналов для исполнительного механизма 9 реза малоразмерных изделий. При этом элемент 25 осуществляет параллельное формирование также прямого сигнала. Этот сигнал он подает со своего выхода на вход счетчика 28. Счетчик 28 формирует расчетный сигнал ожидания порядкового номера шагов перемещения приводом 19 заготовки поля реза до прихода его в область выхода из зоны действия рабочего органа исполнительного механизма 10 или 10' реза крупноразмерного изделия. Этот сигнал счетчик 28 посылает со своего выхода на вход элемента 25 памяти. Элемент 25 памяти формирует саморазгрузочный сигнал. Этот сигнал он посылает со своего выхода на вход блока 8 управления исполнительными механизмами 9, 10, 10' реза. В результате блок 8 формирует разблокировочный командный сигнал для исполнительного механизма 9 реза малоразмерных изделий, если только не имеет место поступление сигнала о наличии какого-либо поверхностного дефекта на элементарной площадке поля заготовки в момент принуждения приводом 19 совершения ею подпадающего под эту элементарную площадку транспортного шага и также не имеет место поступление сигнала о заполнении соответствующего накопителя какого-либо исполнительного механизма 14, 15, 16 накопления.
Техническим преимуществом предложенного устройства по сравнению с прототипом является исключенность нерациональных потерь материала заготовки и непроизводительных затрат рабочего времени на бесполезные резы по дефектным участкам.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ МЕДИЦИНСКИХ УГОЛЬНЫХ СОРБЕНТОВ | 1991 |
|
RU2035903C1 |
| ТРАНСПОРТНАЯ СИСТЕМА АВТОМАТИЧЕСКОЙ ЛИНИИ СПУТНИКОВОГО ТИПА | 1992 |
|
RU2047463C1 |
| АВТОМАТ СБОРКИ ФИЛЬТРОВ | 1992 |
|
RU2026791C1 |
| ПРОТИВОПОЖАРНАЯ ПРЕГРАДА | 1991 |
|
RU2043128C1 |
| УСТРОЙСТВО ДЛЯ ВИЗУАЛЬНОЙ БРАКОВКИ ПОЛОТНИЩЕОБРАЗНОГО МАТЕРИАЛА | 1991 |
|
RU2024664C1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ВОЛОКНИСТЫХ МАТЕРИАЛОВ В ПОЛИЭТИЛЕНОВУЮ ПЛЕНКУ | 1991 |
|
RU2102294C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ПРОКЛАДОК | 1991 |
|
RU2035293C1 |
| СПОСОБ КОНТРОЛЯ ЗА ХОДОМ ПРЕОБРАЗОВАНИЯ СЫРЬЕВОЙ ОСНОВЫ ДЛЯ ПРОИЗВОДСТВА АКТИВИРОВАННОГО УГЛЯ В КОНЕЧНЫЙ УГОЛЬНЫЙ ПРОДУКТ | 1991 |
|
RU2034901C1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СБОРОЧНЫМ УСТРОЙСТВОМ | 1991 |
|
RU2029335C1 |
| ЗАХВАТ ДЛЯ ИЗДЕЛИЙ С ОТВЕРСТИЕМ | 1992 |
|
RU2045377C1 |
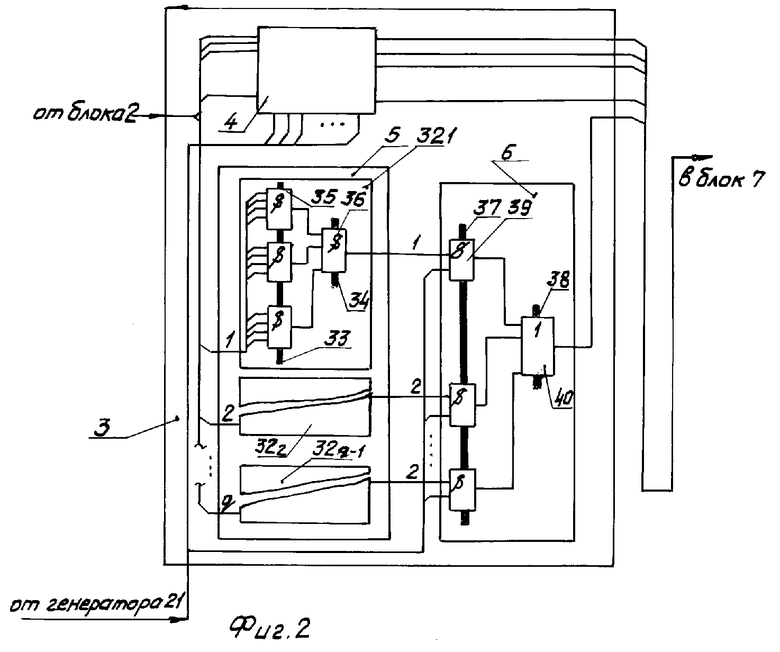
Сущность изобретения: устройство содержит блок контроля качества заготовок 1, блок памяти 2, блок обработки информации 3, содержащий коммутатор 4, дешифраторы 5 и схему сравнения 6, блок коррекции 7, блок управления исполнительными механизмами реза 8, исполнительные механизмы реза 9, 10, блок датчиков числа срабатываний 11, счетчики 12, блок формирования команд 15, исполнительные механизмы накопителей 14,18, блок датчиков наполнения 17 накопителей, устройство 18 управления приводом, привод 19, блок 20 датчиков положения ножей, генератор 21 синхроимпульсов. Блок 7 коррекции состоит из элементов И 22 и звена 23 формирования блокировок после резки, состоящего из триггеров 24,25 запоминания сигналов блокировки после резки, счетчиков 26, 27, 28 длительности блокировки. 1-2-4-22-8-10, 1-18-19-20-18, 20-2, 5-22, 21-6, 11-12-13-14-17, 5-6-7-6, 25-28-25, 25-22, 24-22, 24-22, 27-25, 26-24, 26-24, 7-28, 7-27, 7-26, 7-26, 11-24, 11-24, 25-28, 24-27, 24-26, 24-26, 7-13. 2 ил.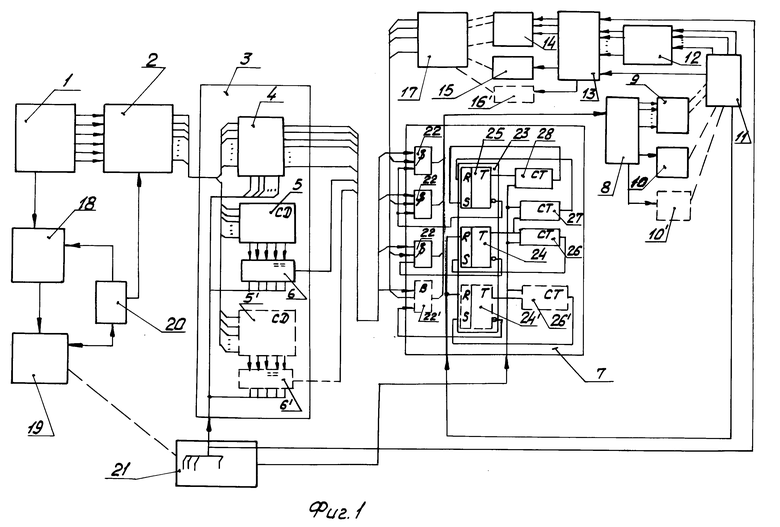
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СОРТИРОВКИ ПЛОСКИХ ИЗДЕЛИЙ, ОТРЕЗАЕМЫХ ОТ ЗАГОТОВОК, содержащее блок контроля качества заготовок, первыми выходами связанный с первыми входами блока памяти, блок обработки информации, содержащий блоки выделения максимального и минимального размеров изделий, связанные с входами соответствующих схем сравнения, и коммутатор, блок коррекции, содержащий элементы И и элементы памяти, блок датчиков числа срабатываний исполнительных механизмов реза, связанный с соответствующими исполнительными механизмами реза, блок управления исполнительными механизмами реза, счетчик, блок датчиков наполнения накопителей, соединенный с исполнительными механизмами накопителей, блок формирования команд на исполнительный механизм накопителей, последовательно соединенные блок датчиков положения ножей и узел управления приводом, отличающееся тем, что, с целью повышения производительности и экономичности процесса сортировки, оно дополнительно содержит генератор синхроимпульсов, а блок коррекций дополнительно содержит счетчики, выходы первого, второго и третьего из низ подключены к S-входам первого, второго, третьего элементов памяти, прямые выходы которых подключены к первым входам первого, второго и третьего счетчиков, прямой выход второго элемента памяти дополнительно подключен к первому входу четвертого счетчика, выходом соединенного с R-входом третьего элемента памяти, инверсные выходы всех элементов памяти подключены к первым входам первых элементов И, а инверсный выход третьего элемента памяти дополнительно соединен с первым входом второго элемента И, первый выход генератора синхроимпульсов связан с вторыми входами всех счетчиков, а второй выход генератора синхроимпульсов подключен к вторым входам схем сравнения и к первым входам коммутатора, причем выходы схем сравнения и коммутатора подключены к вторым входам всех элементов И, выходами соединенных с входами блока управления исполнительными механизмами реза, второй выход блока контроля качества материала соединен с вторым входом блока управления приводом, а второй выход блока датчиков положения ножей - с вторыми входами блока памяти, выходы которого объединены с выходами блоков выделения максимального и минимального размеров изделий, первый выход блока датчиков числа срабатываний исполнительных механизмов реза соединен с R-входами первого и второго элементов памяти, вторые выходы блока датчиков срабатываний исполнительных механизмов реза подключены через счетчик, а третий - непосредственно к первым и вторым входам блока формирования команд на исполнительные механизмы накопителей, причем выходы блока датчиков наполнения накопителей подключены к третьим входам всех счетчиков, а третий выход генератора синхроимпульсов соединен с третьим входом блока формирования команд на исполнительный механизм накопителей.
| Система автоматической сортировки плоских изделий | 1989 |
|
SU1780866A1 |
