Изобретение относится к станкостроению и может быть использовано при проектировании роторных зубодолбежных станков с числовым программным управлением.
Известны роторные зубодолбежные станки (см.а.с. СССР, N 1324778, кл. В 23 F 5/12, а.с. СССР N 1504019, кл. В 23 F 5/28, а.с. СССР N 1583229, кл. В 23 F 5/12).
Наиболее близким по технической сущности к предлагаемому является роторный зубодолбежный станок, который содержит привод ротора, смонтированного на колонне, установленной на станине. На роторе равномерно по окружности расположены инструментальные суппорты, в которых смонтированы приводы вращательного и поступательно-возвратного движений шпинделей. Каждому шпинделю соответствует делительный стол с приводом, смонтированный на продольном столе, снабженном приводом. Управление приводами исполнительных органов осуществляется от задатчиков устройства ЧПУ, а функциональная связь ротора и шпинделей соответственно с круговыми и делительными столами осуществляется посредством устройства синхронизации. Это устройство включает три общих импульсно-аналоговых преобразователя и каналы синхронизации ротор - круговые столы, шпиндели - круговые столы, шпиндели - делительные столы. При этом каналы синхронизации ротор - круговые столы выполнены одинаково и включают импульсные измерительные преобразователи, установленные по одному на каждом столе и соединенные с входами первого блока счетчиков, с которыми соединены первый и второй общие блоки передаточных отношений. Выходы первого блока счетчиков соединены с вторыми входами первого блока фазовых дискриминаторов, соединенных первыми входами с выходом счетчика, соединенного с импульсным измерительным преобразователем, установленным на роторе, и с выходами второго блока счетчиков, соединенных своими входами с импульсными измерительными преобразователями, установленными по одному на каждом шпинделе. Выходы первого блока фазовых дискриминаторов через блок импульсно-аналоговых преобразователей соединены с вторыми входами первого блока суммирующих усилителей, первые входы которых через первый и второй блоки ключей соединены, соответственно, с первым и вторым общими импульсно-аналоговыми преобразователями. Выходы первого блока суммирующих усилителей через третий блок ключей и первый блок усилителей мощности соединены с электродвигателями приводов круговых столов. Каналы синхронизации шпиндели - делительные столы выполнены одинаково и включают четвертый блок ключей, соединяющий выходы второго блока суммирующих усилителей с входами второго блока усилителей мощности приводов соответствующих делительных столов.
При зубодолблении толщина зуба, являющаяся контролируемым параметром зубчатых колес, зависит от конечного положения колеса относительно долбяка на этапе врезания. В известном по основному изобретению станке это положение задается программой через путь врезания. Однако при этом программой не могут быть учтены разброс исходной точки врезания, зависящей от предшествующего позиционирования кругового стола, включающего реверс этого движения, и возможных систематической и случайной погрешностей движения врезания, зависящих от механики этого движения. В итоге из-за отсутствия коррекции конечного положения колеса относительно долбяка на этапе врезания соответствующего исходному положению для этапа профилирования, снижается точность обрабатываемых колес по параметру толщины зуба.
Цель изобретения - повышение точности обрабатываемых колес посредством коррекции конечного положения колеса относительно долбяка на этапе врезания.
Поставленная цель достигается тем, что роторный зубодолбежный станок, содержащий привод ротора, смонтированного на колонне, на котором равномерно по кругу установлены инструментальные суппорты с приводами вращения шпинделей и соответствующие им круговые столы с приводами, несущие делительные столы с приводами, и устройство для синхронизации круговых и делительных столов с ротором и шпинделями, включающее три общих импульсно-аналоговых преобразователя и каналы синхронизации ротор-круговые столы, шпиндели - круговые столы, шпиндели - делительные столы, при этом каналы синхронизации ротор - круговые столы выполнены одинаково и включают импульсные измерительные преобразователи, установленные по одному на каждом круговом столе и соединенные с входами первого блока счетчиков, с которыми соединены первый и второй общие блоки передаточных отношений, выходы первого блока счетчиков соединены с вторыми входами первого блока фазовых дискриминаторов, соединенных первыми входами с выходом счетчика, соединенного с импульсным измерительным преобразователем, установленным на роторе, и с выходами второго блока счетчиков, соединенных своими входами с импульсными измерительными преобразователями, установленными по одному на каждом шпинделе, выходы первого блока фазовых дискриминаторов через блок импульсно-аналоговых преобразователей соединены с вторыми входами первого блока суммирующих усилителей, первые входы которых через первый и второй блоки ключей соединены, соответственно, с первым и вторым общими импульсно-аналоговыми преобразователями, а выходы через третий блок ключей и первый блок усилителей мощности соединены с электродвигателями приводов круговых столов, каналы синхронизации шпиндели - делительные столы выполнены одинаково и включают четвертый блок ключей, соединяющий выходы второго блока суммирующих усилителей с входами второго блока усилителей мощности приводов электродвигателей делительных столов, в станок введены путевые переключатели с соответствующими им упорами в количестве, равном количеству круговых столов, блок триггеров, блок элементов ИЛИ, блок элементов И, причем в каждом блоке количество однотипных элементов равно количеству путевых переключателей, общий блок начальной установки триггеров, два блока элементов 2И/ИЛИ, путевые переключатели установлены равномерно на роторе, а соответствующие им упоры - на круговых столах, выходы путевых переключателей соединены с первыми входами блока триггеров и с первыми входами блока элементов И, у которого выходы соединены с управляющими входами четвертого блока ключей, а вторые входы являются управляющими, вторые входы блока триггеров соединены с выходами блока элементов ИЛИ, у которого первые входы объединены и соединены с блоком начальной установки триггеров, а вторые входы являются управляющими, выходы блока триггеров соединены с управляющими входами первого блока ключей, с четвертыми входами первого блока элементов 2 И/ИЛИ и с вторыми входами второго блока элементов 2 И/ИЛИ, первые входы первого блока элементов 2 И/ИЛИ соединены с выходом счетчика, соединенного с импульсным измерительным преобразователем, установленным на роторе, третьи входы первого блока элементов 2 И/ИЛИ соединены с выходами второго блока счетчиков, вторые входы первого блока элементов 2 И/ИЛИ являются управляющими, а выходы первого блока элементов 2 И/ИЛИ соединены с первыми входами первого блока фазовых дискриминаторов, первые входы второго блока элементов 2 И/ИЛИ соединены с выходом первого общего блока передаточных отношений, третьи входы первого блока элементов 2 И/ИЛИ соединены с выходом второго общего блока передаточных отношений, четвертые входы второго блока элементов 2 И/ИЛИ являются управляющими, а выходы второго блока элементов 2 И/ИЛИ соединены с входами первого блока счетчиков.
При таком выполнении станка конечное положение обрабатываемого колеса на этапе врезания, предшествующем профилированию, определяется сигналом, вырабатываемым путевым переключателем, соответствующего кругового стола, при его выходе в конечную точку пути врезания. Это положение не зависит от разброса исходной точки врезания и от возможных систематической и случайной погрешностей движения врезания, зависящих от механики движения. В итоге возрастает точность выхода заготовки в конечную точку движения врезания, что обеспечивает достижение цели изобретения.
В предлагаемом станке в качестве его отличительных признаков использованы известные в технике программного управления элементы - путевые переключатели, триггеры, И, 2И/ИЛИ. Однако их совокупность и связи между ними и ограничительными признаками обеспечивают последнему новое свойство - повышение точности получаемых колес по параметру толщины их зубьев за счет повышения точности выхода круговых столов в исходную точку для этапа профилирования (конечная точка этапа врезания) при непрерывной роторной обработке и транспортировании. При анализе известных технических решений в области зубообработки долбяками не обнаружены решения, обладающие таким же свойством. Это позволяет утверждать, что предлагаемый объект является новым и имеет изобретательский уровень.
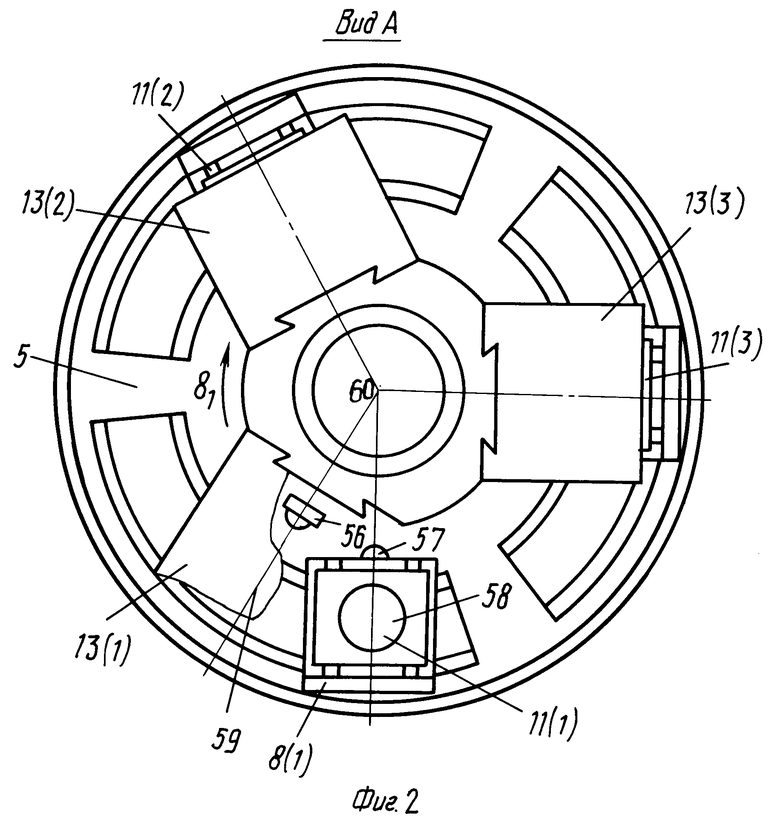
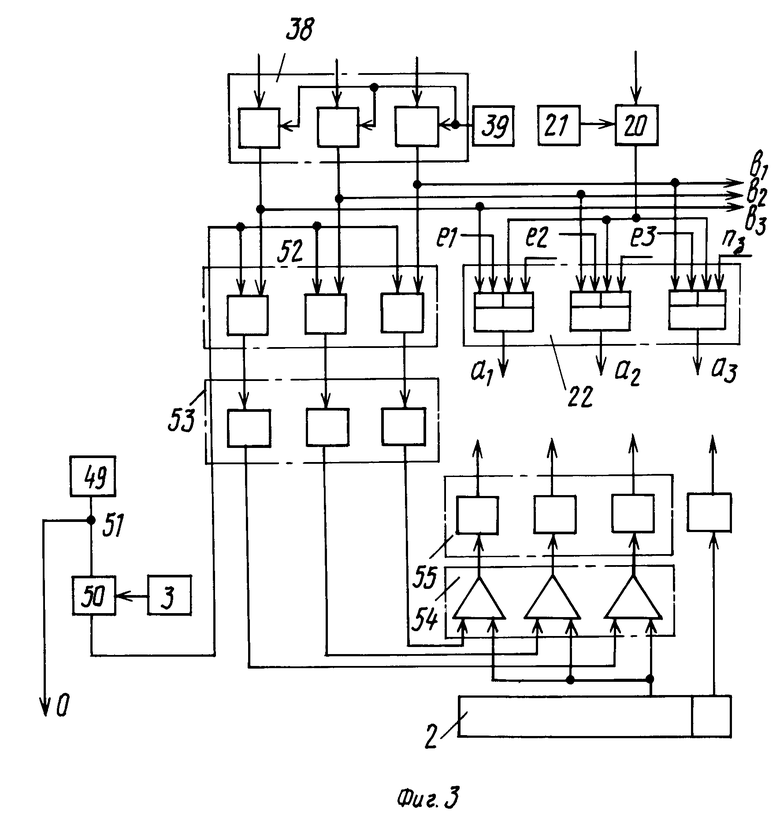
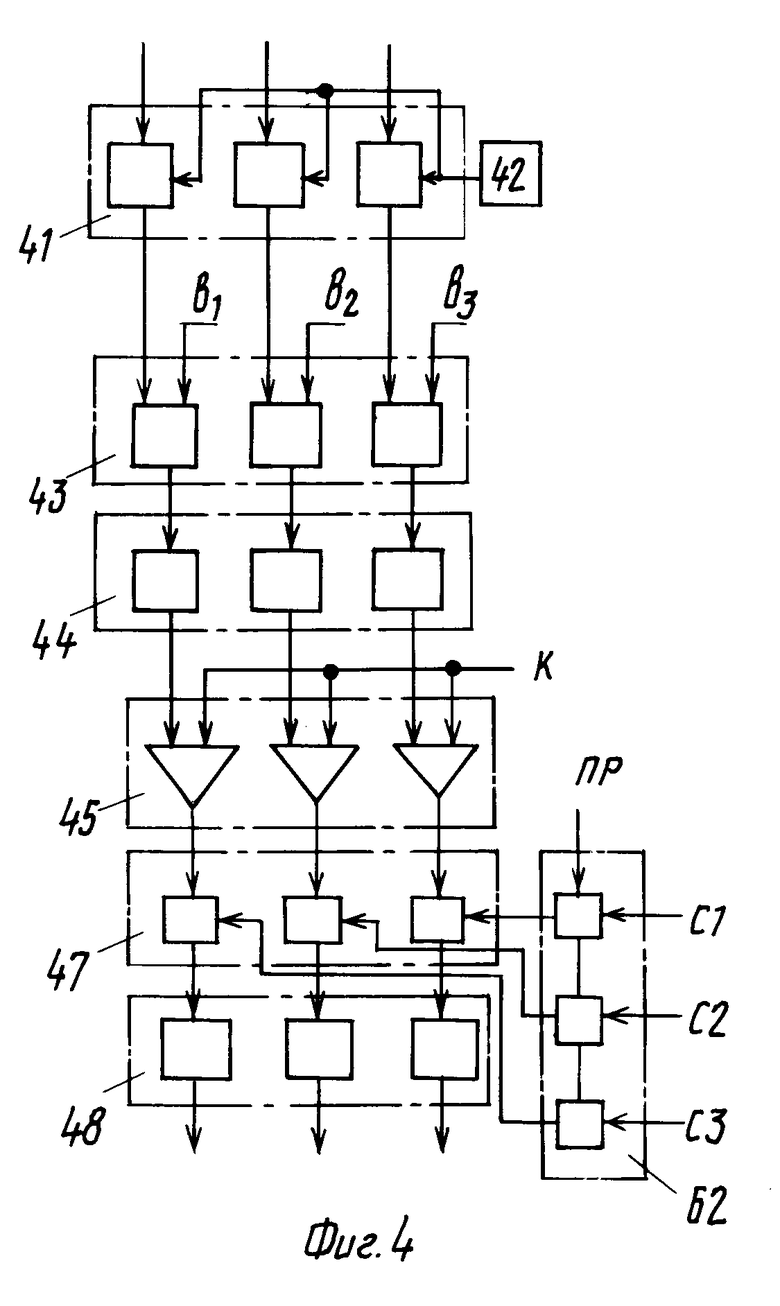
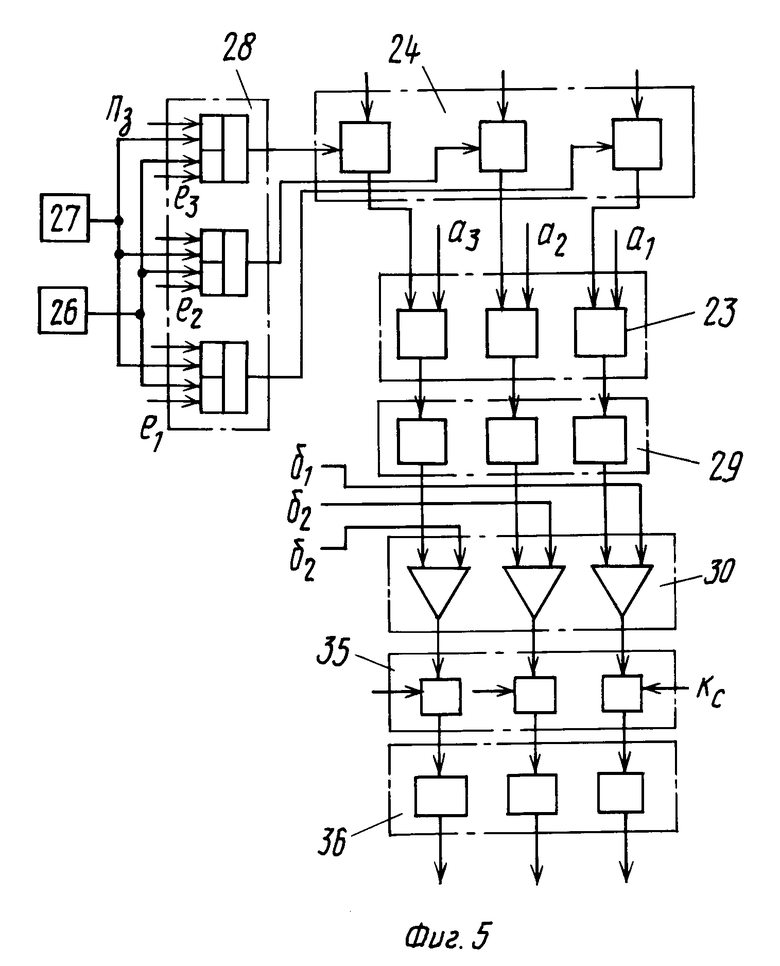
На фиг. 1 приведена схема приводов роторного зубодолбежного станка; на фиг. 2 - вид по стрелке А на фиг.1; на фиг. 3 - блок-схема задающих координат устройства для синхронизации приводов; на фиг. 4,5 - блок-схема ведомых координат; на фиг. 6 - блок-схема цикловой автоматики.
Электродвигатель 1, получающий энергию движения от задатчика, входящего в устройство ЧПУ 2, через усилитель мощности 3, кинематически связан посредством червячной передачи 4 с ротором 5, смонтированным на колонне 6 и базирующимся на станине 7.
На роторе 5 равномерно по окружности с возможностью движения по круговым направляющим размещены круговые столы 8. Привод каждого кругового стола осуществляется от отдельного электродвигателя 9 через зубчатую передачу 10.
На каждом круговом столе 8 смонтирован делительный стол 11, получающий круговую подачу от кинематически связанного с ним электродвигателя 12.
На роторе 5 установлены инструментальные суппорты 13 в количестве, равном количеству делительных столов. В каждом суппорте 13 смонтирован шпиндель 14, несущий стандартный долбяк.
Привод поступательно-возвратного движения шпинделя осуществляется от электродвигателя 15, кинематически связанного с кулисным механизмом 16 шпинделя. Привод вращательного движения шпинделя 14 осуществляется от электродвигателя 17.
Ротор 5 и шпиндели 14 являются задающими координатами устройства для синхронизации круговых и делительных столов с ротором и шпинделями. Это устройство выполнено по схеме задающая-ведомая координата в виде каналов синхронизации.
Количество каналов синхронизации ротор-круговые столы равно количеству круговых столов (на фиг. 3,4,5 показано три канала). Эти каналы содержат общий импульсный измерительный преобразователь 18, кинематически связанный посредством зубчатой передачи 19 с ротором 5 и соединенный со счетчиком 20, оснащенным блоком передаточным отношений 21. Совместно счетчик и блок передаточных отношений образуют управляемый делитель частоты.
Выход счетчика 20 соединен с первыми входами первого блока 22 элементов 2 И/ИЛИ (здесь и далее первый и второй входы элементов 2 И/ИЛИ относятся к одному элементу И, а третий и четвертый входы - к другому элементу И). Выходы элементов 2 И/ИЛИ блока 22 соединены с первыми входами первого блока фазовых дискриминаторов 23. Вторые входы блока фазовых дискриминаторов 23 соединены с выходами первого блока счетчиков 24, соединенных своими входами с импульсными измерительными преобразователями 25, установленными на круговых столах 8.
Блок счетчиков 24 оснащен двумя общими блоками передаточных отношений 26 и 27, соединенными со счетчиками параллельно через второй блок 28 элементов 2 И/ИЛИ. При этом первый блок передаточных отношений 26 соединен с первыми входами блока 28 элементов 2 И/ИЛИ, а второй блок передаточных отношений 27 - с третьими входами блока 28 элементов 2 И/ИЛИ.
Четвертые входы блока 28 элементов 2 И/ИЛИ являются управляющими.
Выходы первого блока фазовых дискриминаторов 23 через первый блок импульсно-аналоговых преобразователей 29 соединены с вторыми входами первого блока суммирующих усилителей 30.
Первые входы блока суммирующих усилителей 30 соединены через первый блок ключей 31 с первым общим импульсно-аналоговым преобразователем 32, а через второй блок ключей 33 - с вторым общим импульсно-аналоговым преобразователем 34.
Выходы блока суммирующих усилителей 30 через третий блок ключей 35 и первый блок усилителей мощности 36 соединены с электродвигателями 9 привода соответствующего кругового стола 8.
Каналы синхронизации шпиндели-круговые столы содержат импульсные измерительные преобразователи 37, установленные по одному на каждом шпинделе 14 и соединенные с вторым блоком счетчиком 38, оснащенным блоком передаточных отношений 39. Выходы счетчиков 38 соединены с третьими входами первого блока 22 элементов 2 И/ИЛИ.
Каналы синхронизации шпиндели-делительные столы содержат импульсные измерительные преобразователи 40, установленные на делительных столах 11 и соединенные с третьим блоком счетчиков 41, соединенным с общим блоком передаточных отношений 42.
Выходы блока счетчиков 41 соединены с первыми входами второго блока фазовых дискриминаторов 43. Вторые входы этого блока фазовых дискриминаторов соединены с выходами блока счетчиков 38, а выходы - через второй блок импульсно-аналоговых преобразователей 44 с вторыми входами второго блока суммирующих усилителей 45. Первые входы блока суммирующих усилителей 45 соединены с третьим общим импульсно-аналоговым преобразователем 46, а выходы - через четвертый блок ключей 47 и второй блок усилителей мощности 48 с электродвигателями 12 соответствующих делительных столов 11.
Каналы коррекции приводов шпинделей 14 содержат генератор эталонных импульсов 49, соединенный со счетчиком 50, оснащенным блоком передаточных отношений 51.
Выход счетчика 50 соединен с вторыми входами третьего блока фазовых дискриминаторов 52, количество которых равно количеству шпинделей. Первые входы фазовых дискриминаторов 52 соединены с блоком счетчиков 38, а выходы - через третий блок импульсно-аналоговых преобразователей 53 с первыми входами третьего блока суммирующих усилителей 54, соединенных своими вторыми входами с общим задатчиком, входящим в устройство ЧПУ 2.
Генератор эталонных импульсов 49 в частном случае может быть соединен с общим задатчиком, формирующим сигнал управления электродвигателями 17 шпинделей 14.
Выходы блока суммирующих усилителей 54 соединены с третьим блоком усилителей мощности 55 электродвигателей 17 соответствующих шпинделей 14.
Входы импульсно-аналоговых преобразователей 32, 34, 46 соединены с генератором эталонных импульсов 49.
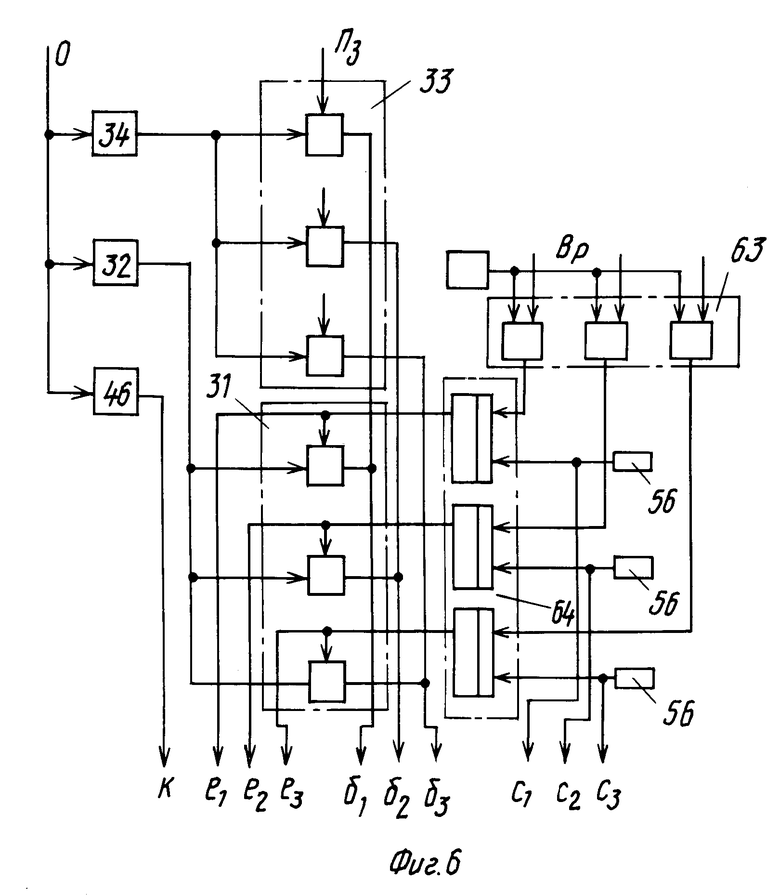
На роторе 5 равномерно расположены путевые переключатели 56, количество которых равно количеству круговых столов 8. Соответствующие путевым переключателям 56 упоры 57 установлены на круговых столах 8 (на фиг. 2 показан один путевой переключатель и соответствующий ему упор). Взаимное положение каждого путевого переключателя 56 и соответствующего упора 57 устанавливается при отладке станка так, чтобы сигнал на выходе путевого переключателя появлялся при совпадении оси 58 делительного стола 11 с плоскостью, проходящей через оси 59 и 60 соответственно инструментального суппорта 13 и ротора 5.
Выходы путевых переключателей 56 (фиг. 6) соединены с первыми входами блока триггеров 61, количество которых в блоке равно количеству путевых переключателей, и с входами блока элементов И 62, выходы которого соединены с управляющими входами блока ключей 47.
Вторые входы блока триггеров 61 соединены с выходами блока элементов ИЛИ 63, первые входы которых объединены и соединены с блоком начальной установки 64 триггеров 61. Вторые входы блока 63 элементов ИЛИ являются управляющими. Выходы блока триггеров 61 соединены с управляющими входами первого блока ключей 31, с четвертыми входами первого блока 22 элементов 2 И/ИЛИ и с вторыми входами второго блока 28 элементов 2 И/ИЛИ.
В качестве электродвигателей 9,12,17 используются высокомоментные машины постоянного тока, позволяющие бесступенчато регулировать круговую частоту при настройке на режим работы станка.
По циклу работы станка ротор 5 вращается непрерывно. Управление круговой частотой электродвигателя 1 привода ротора независимо от способа задания программы осуществляется от задатчика устройства ЧПУ 2.
Электродвигатели 17 приводов шпинделей 14, являющихся задающими координатами, управляются от задатчика устройства ЧПУ 2. Однако для обеспечения симметрии работы функционально связанных пар шпиндель - круговой стол и шпиндель - делительный стол, круговые подачи шпинделей синхронизируются между собой посредством коррекции сигналов управления электродвигателей 17.
Круговая частота вращения электродвигателей 9 и 12 ведомых координат соответственно круговых столов 8 и делительных столов 11 устанавливается, соответственно, импульсно-аналоговыми преобразователями 32 (подача врезания) и 34 (подача позиционирования) для круговых столов и импульсно-аналоговым преобразователем 46 (круговая подача) для делительных столов.
Передаточное отношение функциональных связей ротор-круговые столы (этап позиционирования) устанавливается посредством блоков передаточных отношений 21 и 27 в виде коэффициентов, определяющих равенство круговых частот ротора и круговых столов. Аналогично блоками передаточных отношений 26,39 и 39,42 (этапы врезания и профилирования) устанавливается соотношение круговых частот в виде коэффициентов, соответственно, функционально связанных пар шпиндель-круговой стол и шпиндель-делительный стол.
Циклы обработки зубчатых колес на каждом из отдельных столов одинаковы, но смещены по времени на величину, равную времени поворота ротора 5 в движении В1 на угол 2π/К, где К - число делительных столов, равное в примере трем. Поэтому на фиг. 2 идентичные элементы дополнительно обозначены индексами (1), (2), (3).
На фиг. 2 приведено положение, когда продольный стол 8 (1), несущий делительный стол 11 (I) находится в исходном положении относительно инструментального суппорта 13 (1) на позиции загрузки-выгрузки, которая может осуществляться, например, промышленным роботом.
В следующем по направлению вращения ротора положении исполнительных органов 8 (2), 11(2), 13(2) в этот момент происходит профилирование зубчатого колеса. А в положении исполнительных органов 8(3), 11(3), 13(3) профилирование закончено и осуществляется вывод долбяка из зоны зацепления, при этом начинается этап позиционирования столов 8(3), 11(3) в зону загрузки-выгрузки.
Однотипные каналы синхронизации исполнительных органов также работают одинаково, но со смещением по времени в соответствии с циклом работы станка. Поэтому ниже рассматривается цикл взаимодействия исполнительных органов в одном положении.
Станок работает следующим образом.
При включении электродвигателя 1 получает вращательное движение В1 ротор 5 с постоянной круговой частотой. Причем цикл обработки колеса осуществляется за один оборот ротора.
Одновременно с сообщением движения ротору 5 по программе включается электродвигатель 15 привода поступательно-возвратного движения П2 шпинделя 14, расположенного в инструментальном суппорте 13. Затем включается генератор эталонных импульсов 49. Этот генератор запускает импульсно-аналоговые преобразователи 32,34,46. Одновременно подается напряжение на устройство для синхронизации функционально связанных приводов. При этом посредством сигнала, вырабатываемого блоком 64 и поступающего на вторые входы блока триггеров 61, на выходах последнего устанавливается нулевой уровень.
По программе от задатчика устройства ЧПУ 2 через блок суммирующих усилителей 54 и блок усилителей мощности 55 включается электродвигатель 17, сообщающий круговую подачу В3 шпинделю 14. Одновременно на управляющий вход блока ключей 35 подается управляющий сигнал Кс, включающий соответствующий канал синхронизации шпиндель-продольный стол, а через блок элементов ИЛИ 63 на второй вход блока триггеров 61 управляющий сигнал Вр. На выходе блока триггеров 61 образуется сигнал, поступающий на управляющий вход блока ключей 31, на четвертый вход первого блока 22 элементов 2 И/ИЛИ и на второй вход второго блока 28 элементов 2 И/ИЛИ. В результате от блока 32 через открытый по управляющему входу блок ключей 31 на первый вход блока суммирующих усилителей 30 поступает аналоговый сигнал, соответствующий подаче врезания П4 кругового стола 8. Таким образом, согласованными движениями В3 шпинделя 14 и П4 продольного стола 8 осуществляется касательное врезание долбяка на высоту зуба обрабатываемого колеса. Одновременно осуществляется коррекция движения П4 кругового стола 8. С началом движений В3 и П4 импульсные измерительные преобразователи 25 и 37, установленные на продольном столе и шпинделе вырабатывают высокочастотные сигналы, соответствующие их действительным скоростям. Эти сигналы поступают соответственно на блоки счетчиков 24 и 38. С выходов блоков счетчиков снимают сигналы, соответствующие заданному посредством блоков передаточных отношений 26 и 39 передаточному отношению согласованных движений В3 и П4. Сигнал с блока счетчиков 24 поступает на второй вход блока фазового дискриминатора 23, а сигнал с блока счетчиков 38 через открытый по четвертому входу блок 22 элементов 2 И/ИЛИ на первый вход этого же блока дискриминаторов.
В блоке фазовых дискриминаторов 23 происходит сравнение сигнала задающей координаты с сигналом ведомой координаты. В итоге на выходе фазового дискриминатора образуется корректирующий сигнал, который после преобразования в аналоговую форму в блоке импульсно-аналоговых преобразователей 29 поступает на второй вход блока суммирующих усилителей 30, где происходит коррекция сигнала управления электродвигателем 9 ведомой координаты (кругового стола 8).
Этап врезания прекращается при совпадении оси 58 делительного стола 11 с плоскостью, проходящей через оси 59 и 60 соответственно инструментального суппорта 13 и ротора 5. Этому положению соответствует замыкание упором 57 путевого переключателя 56, на выходе которого образуется сигнал окончания врезания. Этот сигнал, поступая на первый вход блока триггеров 61, устанавливает на его выходе нулевой уровень. В итоге закрывается по управляющему входу соответствующий ключ блока 31 и снимается сигнал с соответствующих входов блоков 22, 28 элементов 2 И/ИЛИ. Продольный стол 8 останавливается и фиксируется.
По программе с управляющего входа блока ключей 35 снимается управляющий сигнал Кс. Одновременно на управляющий вход блока элементов И 62, открытого по другому входу сигналом с путевого переключателя 56, подается управляющий сигнал Пр. С выхода блока элементов И 62 сигнал поступает на управляющий вход блока ключей 46. По этому сигналу начинается этап профилирования.
На этапе профилирования аналоговый сигнал с блока 46 поступает через первый вход блока суммирующих усилителей 45, открытый по управляющему входу, блок ключей 47 и блок усилителей мощности 48 на электродвигатель 12 делительного стола 11. В итоге делительному столу 11 сообщается движение В5 с круговой подачей, заданной на блоке 46.
Согласованные движения В3 шпинделя 14 и В5 делительного стола 11, остающихся неподвижными относительно ротора 5, в течение полного оборота делительного стола обеспечивают профилирование зубчатого колеса.
Одновременно с профилированием осуществляется коррекция движения В5 делительного стола. С импульсных измерительных преобразователей 37 и 40, вырабатывающих высокочастотные сигналы, пропорциональные круговым частотам действительных значений В3 и В5, сигналы поступают через блоки счетчиков 38 и 41, где происходит их деление за счет установки передаточного отношения на блоках 39 и 42, на входы блока фазовых дискриминаторов 43. С выхода блока фазовых дискриминаторов снимается сигнал рассогласования круговых частот движений В3 и В5 и, после преобразования в аналоговую форму в блоке импульсно-аналоговых преобразователей 44, сигнал поступает на второй вход блока суммирующих усилителей 45 для коррекции сигнала управления электродвигателем 12 делительного стола 11.
Этап профилирования прекращается после переноса ротором 5 исполнительных органов в положении, указанное на фиг. 2. В этом положении с управляющего входа блока элементов И 62 снимается управляющий сигнал Пр, блок ключей 47 закрывается по управляющему входу, электродвигатель 12 привода делительного стола отключается и, делительный стол 11 останавливается и фиксируется. Электродвигатель 15 привода поступательно-возвратного движения шпинделя 14 отключается и последний выводится в крайнее верхнее положение. Затем по программе на блок ключей подается управляющий сигнал Кс, а на блок ключей 33, второй вход блока 22 элементов 2И/ИЛИ и на четвертый вход блока 28 элементов 2 И/ИЛИ управляющий сигнал Пз.
От блока 35 через открытый по управляющему входу блок ключей 33 на первый вход блока суммирующих усилителей 30 поступает аналоговый сигнал, соответствующий подаче позиционирования П6, равной скорости движения ротора. В итоге электродвигатель вновь включается и продольный стол 8 со скоростью позиционирования уходит из зоны профилирования по направляющим ротора по ходу его вращения.
В результате переносного и относительного движений круговой стол, опережая ротор, приходит в исходное положение загрузки-выгрузки. В этом положении по программе электродвигатель 9 реверсируется. Поэтому при продолжающемся переносном движении, осуществляемом ротором, продольный стол 8 остается неподвижным относительно зоны загрузки-выгрузки в течение времени, определяемом циклом обработки, его перемещения по направляющим ротора в исходное относительно него положение для повторения цикла обработки.
В течение всего периода позиционирования осуществляется коррекция движения кругового стола и стабилизация его положения относительно зоны загрузки-выгрузки. Это обеспечивается сравнением высокочастотных сигналов, поступающих от счетчика 20 и блока счетчиков 24 на входе блока фазовых дискриминаторов 23, являющихся аналогами действительных скоростей ротора и продольного стола. Один сигнал формируется импульсным измерительным преобразователем 18 и блоком 21 передаточных отношений, а другой - импульсным измерительным преобразователем 25 и блоком передаточных отношений 27. С выхода блока фазовых дискриминаторов 23 сигнал рассогласования через блок импульсно-аналоговых преобразователей 29 поступает на второй вход блока суммирующих усилителей 30, где происходит коррекция сигнала управления электродвигателем 9 продольного стола 8.
На этапе позиционирования происходит замена обработанного колеса новой заготовкой. После чего цикл повторяется.
При работе станка обработка осуществляется одновременно на всех делительных столах. Коррекция циклов между собой осуществляется за счет синхронизации круговых подач шпинделей 11 относительно эталонного высокочастотного сигнала, вырабатываемого генератором эталонного сигнала 49. Сигнал с этого генератора непрерывно поступает на счетчик 50, с выхода этого счетчика сигнал, соответствующий заданному значению круговой подачи шпинделей 14, устанавливаемому блоком передаточных отношений 51, поступает на вторые входы блока фазовых дискриминаторов 52, на первые входы которых со счетчиков 38 поступают аналогичные сигналы, соответствующие действительным значениям круговых подач шпинделей. На выходах фазовых дискриминаторов образуются сигналы ошибок, которые после преобразования в блоке импульсно-аналоговых преобразователей 53 сообщаются на вторые входы блока суммирующих усилителей 54 для коррекции сигналов управления электродвигателями приводов шпинделей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный зубодолбежный станок | 1987 |
|
SU1583229A1 |
| Роторный зубодолбежный станок с ЧПУ | 1989 |
|
SU1779542A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2025233C1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1988 |
|
SU1565649A2 |
| Зубодолбежный станок | 1985 |
|
SU1273217A1 |
| Устройство для синхронизации приводов зубодолбежного станка | 1986 |
|
SU1328156A1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1986 |
|
SU1371862A1 |
| Зубодолбежный станок с ЧПУ | 1986 |
|
SU1366360A1 |
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ С ЧПУ | 1988 |
|
RU2023551C1 |
| Зубодолбежный станок | 1990 |
|
SU1734984A1 |
Использование: для повышения точности обрабатываемых колес. Сущность изобретения. Станок содержит ротор 5, несущий инструментальные суппорты 13, в которых смонтированы шпиндели 14 с индивидуальными приводами и круговые столы 8, несущие делительные столы 11. Функциональные связи между исполнительными органами осуществляются посредством устройства для синхронизации. Это устройство содержит каналы синхронизации ротор 5 - круговые столы 8, в количестве, равном количеству круговых столов, каналы синхронизации шпиндели 14 - круговые столы 8 и шпиндели 14 - делительные столы 11, в количестве, равном количеству функционально связанных пар шпиндель - круговой стол, шпиндель - делительный стол, три общих импульсно-аналоговых преобразователя (ИАП). Каналы синхронизации ротор - круговые столы содержат импульсный измерительный преобразователь (ИИП) 18, установленный на роторе и соединенный со счетчиком, выход которого через блок элементов И/ИЛИ соединен с первыми входами первого блока фазовых дискриминаторов (ФД), вторые входы которого соединены с выходами первого блока счетчиков, соединенного с ИИП 25, установленными на продольных столах. Каналы синхронизации шпиндели - круговые столы содержат ИИП 37, установленные на шпинделях 14 и соединенные с вторым блоком счетчиков, выходы которого через блок элементов И/ИЛИ соединены с первыми входами первого блока ФД, каналы синхронизации шпиндели - делительные столы содержат ИИП 40, установленные на делительных столах 11 и соединенные с блоком счетчиков, выходы которого соединены с первыми входами второго блока ФД. Каналы коррекции приводов шпинделей 14 содержат генератор эталонного сигнала (ГС), соединенный со счетчиком, выход которого соединен с третьим блоком ФД. Вторые входы этого блока ФД соединены с вторым блоком счетчиков, а выходы через блок ИАП - с вторыми входами блока СУ. На роторе установлены путевые переключатели 56, выходы которых соединены с первыми входами блока триггеров. 6 ил.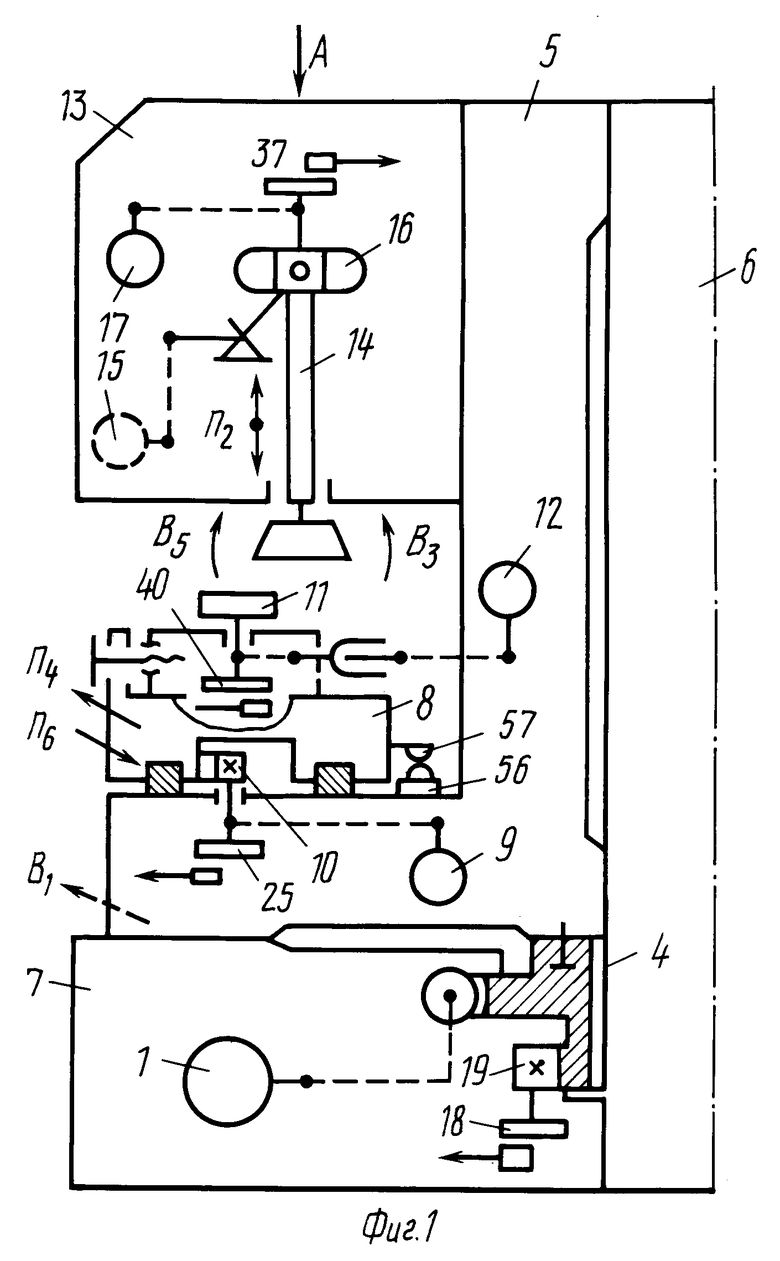
РОТОРНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК, содержащий привод ротора, смонтированного на колонне, на котором равномерно по кругу установлены инструментальные суппорты с приводами вращения шпинделей и соответствующие им круговые столы с приводами, несущие делительные столы с приводами, и устройство для синхронизации движений круговых и делительных столов с ротором и шпинделями, включающее три общих импульсно-аналоговых преобразователя и каналы синхронизации движения ротора с круговыми столами, шпинделей - с делительными столами, при этом каналы синхронизации движения ротора с круговыми столами включают импульсные измерительные преобразователи, установленные по одному на каждом круговом столе и соединенные с входами первого блока счетчиков, с которыми соединены первый и второй общие блоки передаточных отношений, выходы первого блока счетчиков соединены с вторыми входами первого блока фазовых дискриминаторов, соединенных первыми входами с выходом счетчика, соединенного с импульсным измерительным преобразователем, установленным на роторе, и с выходами второго блока счетчиков, соединенных своими входами с импульсными измерительными преобразователями, установленными по одному на каждом шпинделе, выходы первого блока фазовых дискриминаторов через блок импульсно-аналоговых преобразователей соединены с вторыми входами первого блока суммирующих усилителей, первые входы которых через первый и второй блоки ключей соединены соответственно с первым и вторым общими импульсно-аналоговыми преобразователями, а выходы через третий блок ключей и первый блок усилителей мощности соединены с электродвигателями приводов круговых столов, каналы синхронизации шпинделей с делительными столами включают четвертый блок ключей, соединяющий выходы второго блока суммирующих усилителей с входами второго блока усилителей мощности приводов электродвигателей делительных столов, отличающийся тем, что, с целью повышения точности обрабатываемых колес посредством коррекции конечного положения колеса относительно долбяка на этапе врезания, станок снабжен путевыми переключателями с соответствующими им упорами в количестве, равном количеству круговых столов, блоком триггеров, блоком элементов ИЛИ, блоком элементов И, количество однотипных элементов в которых равно количеству путевых переключателей, общим блоком начальной установки триггеров, двумя блоками элементов 2И/ИЛИ, при этом путевые переключатели установлены равномерно на роторе, а соответствующие им упоры - на круговых столах, выходы путевых переключателей соединены с первыми входами блока триггеров и первыми входами блока элементов И, у которого выходы соединены с управляющими входами четвертого блока ключей, а вторые входы являются управляющими, вторые входы блока триггеров соединены с выходами блока элементов ИЛИ, у которого первые входы объединены и соединены с блоком начальной установки триггеров, а вторые входы являются управляющими, выходы блока триггеров соединены с управляющими входами первого блока ключей, с четвертыми входами первого блока элементов 2И/ИЛИ и вторыми входами второго блока элементов 2 И/ИЛИ, первые входы первого блока элементов 2И/ИЛИ соединены с выходом счетчика, соединенного с импульсным измерительным преобразователем, установленным на роторе, третьи входы первого блока элементов 2И/ИЛИ соединены с выходами второго блока счетчиков, вторые входы первого блока элементов 2И/ИЛИ являются управляющими, а выходы первого блока элементов 2И/ИЛИ соединены с первыми входами первого блока фазовых дискриминаторов, первые входы второго блока элементов 2И/ИЛИ соединены с выходом первого общего блока передаточных отношений, третьи входы первого блока элементов 2И/ИЛИ соединены с выходом второго общего блока передаточных отношений, четвертые входы второго блока элементов 2И/ИЛИ являются управляющими, а выходы второго блока элементов 2И/ИЛИ соединены с входами первого блока счетчиков.
| Роторный зубодолбежный станок | 1987 |
|
SU1583229A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
