Изобретение относится к области станкостроения и может быть использовано при проектировании роторных зубодолбежных станков с числовым программным управлением.
Цель изобретения - повышение точности зубообработки за счет уменьшения динамического действия ротора на систему СПИД.
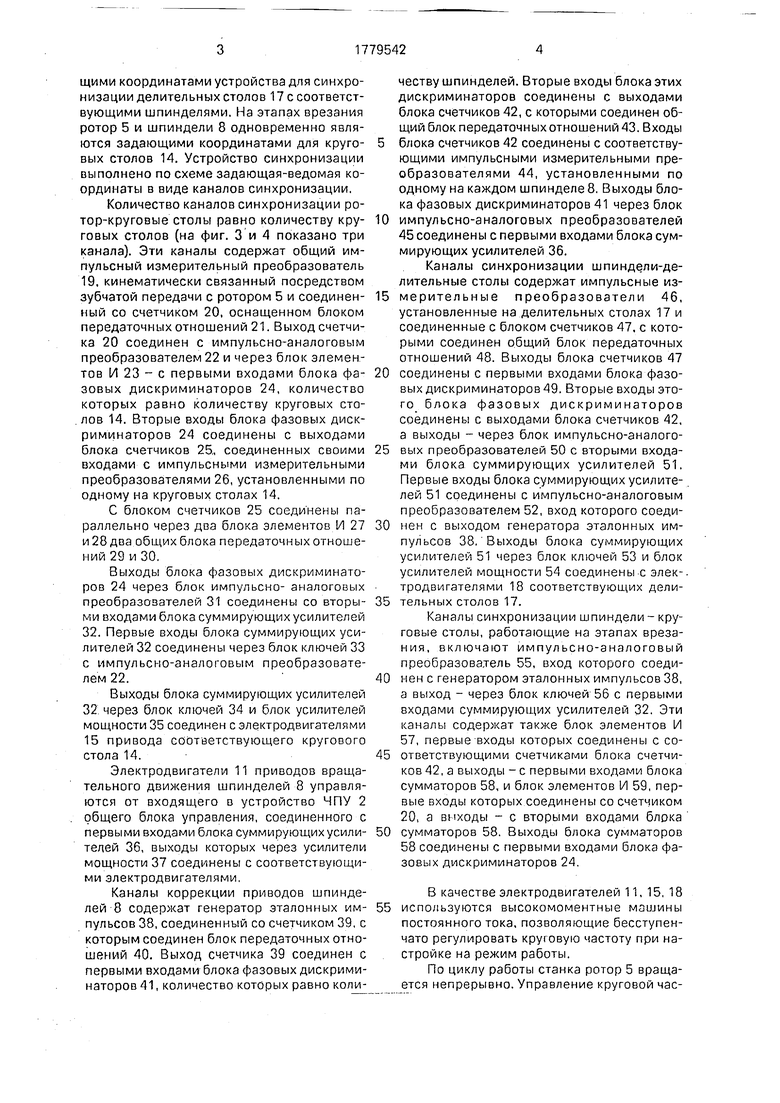
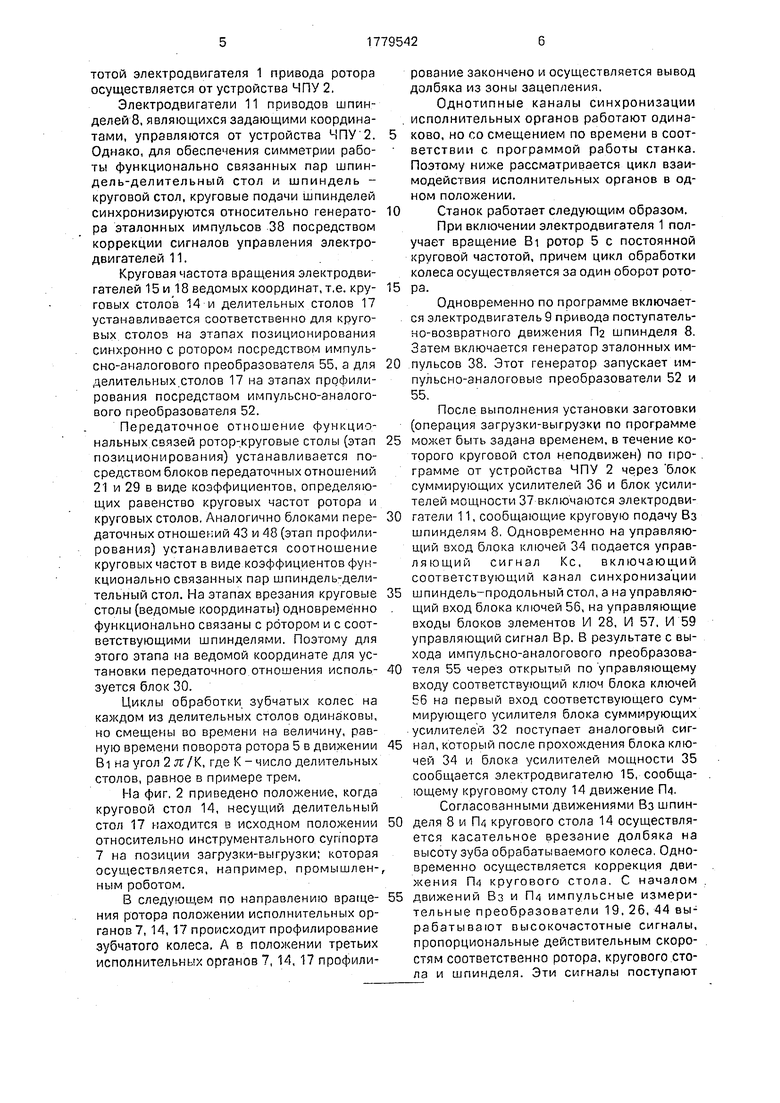
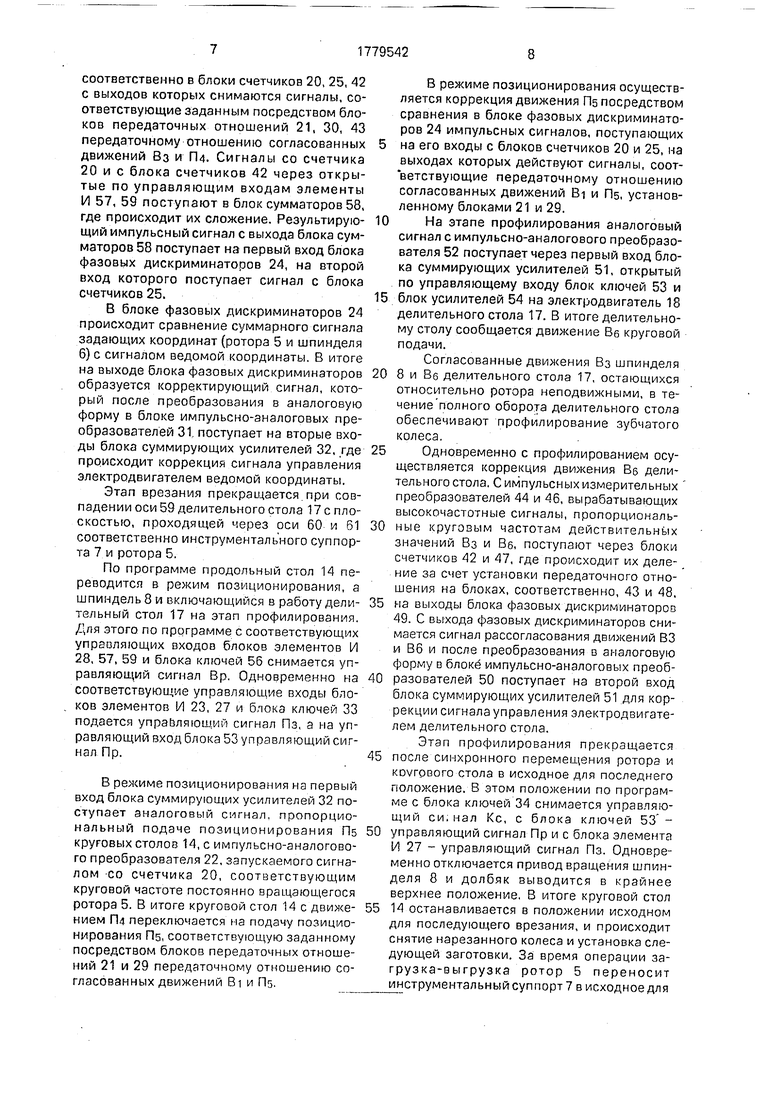
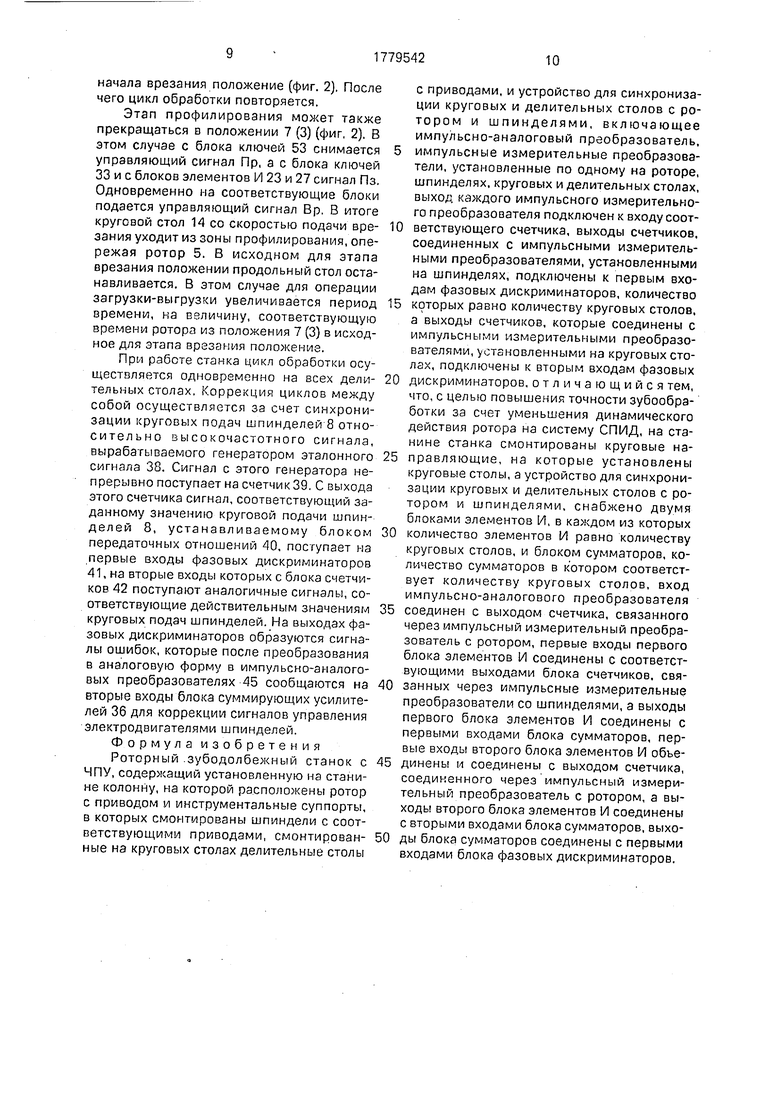
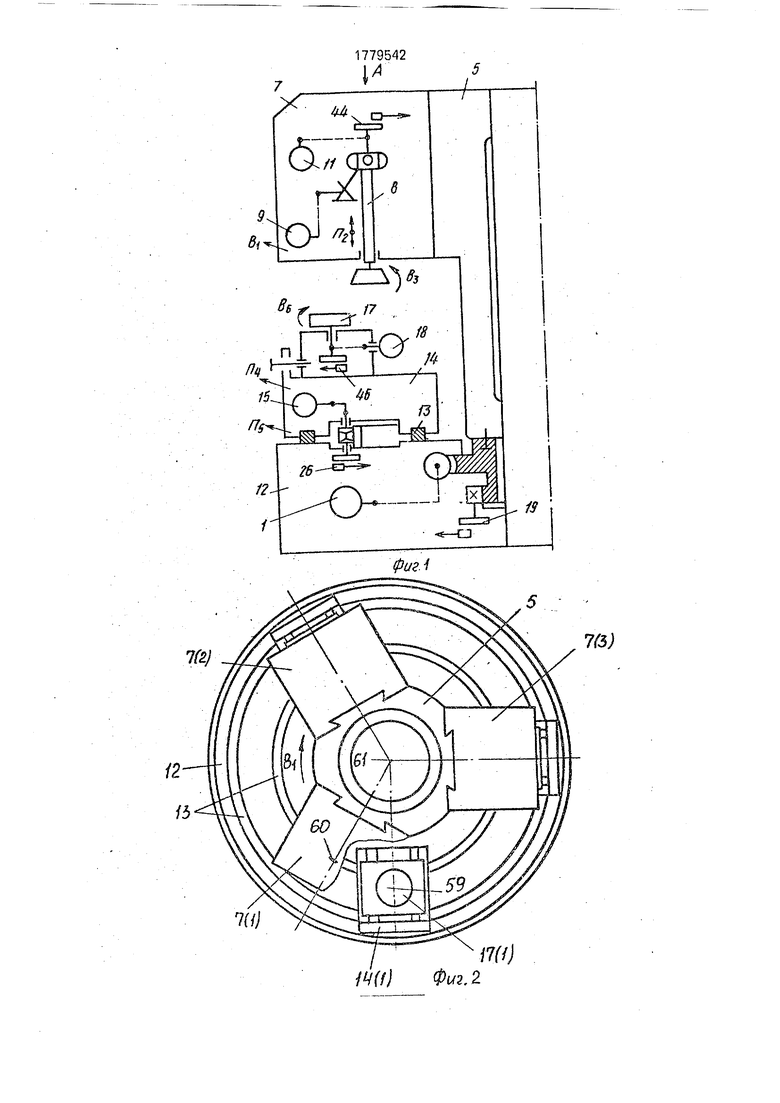
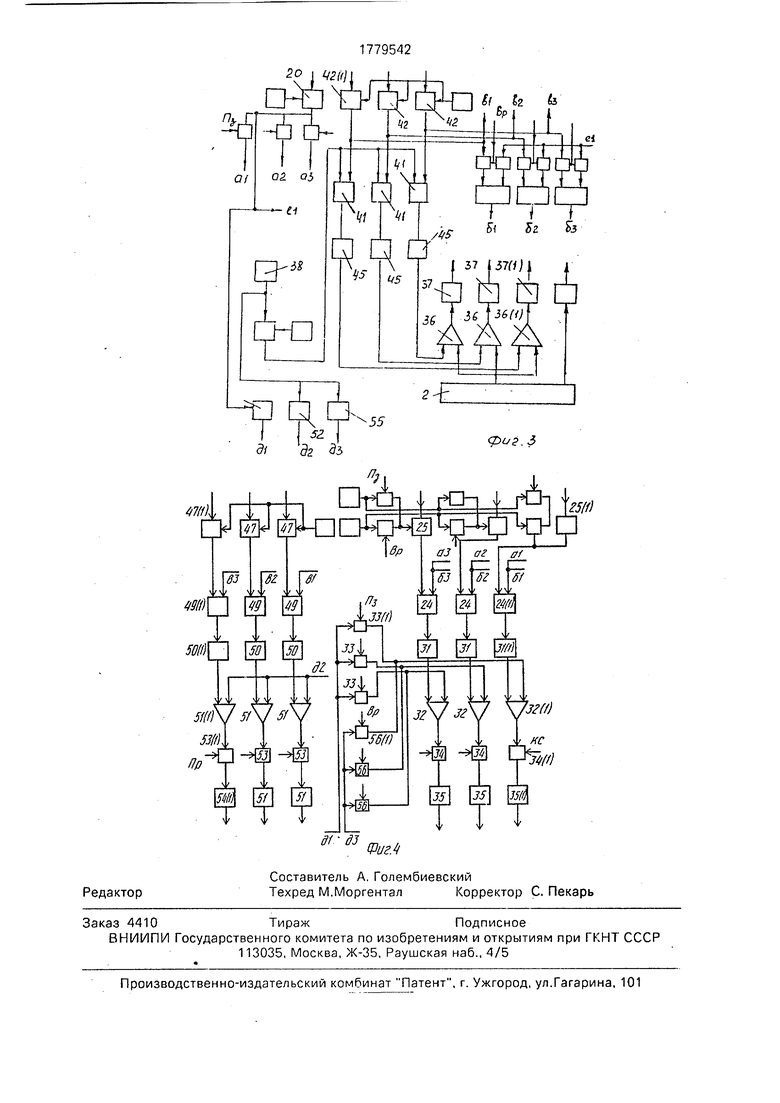
На фиг. 1 приведена схема приводов роторного зубодолбежного станка с ЧПУ; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - блок-схема задающих координат устройства для син- хронизации приводов; на фиг. 4 - блок-схема ведомых координат.
Станок содержит электродвигатель 1, управляемый от устройства ЧПУ 2 через блок управления 3, кинематически связанный посредством червячной передачи 4 с ротором 5, смонтированным на колонне 6.
На роторе 5 равномерно по окружности смонтированы инструментальные суппорты 7 (на фиг. 2 показано три инструментальных суппорта). В каждом инструментальном суппорте 7 смонтирован шпиндель 8, несущий зуборезный долбяк,
Привод поступательно-возвратного движения шпинделя 8 осуществляется от электродвигателя 9, кинематически связанного с кулисным механизмом 10 шпинделя. Привод вращательного движения шпинделя осуществляется от электродвигателя 11.
Колонна 6 установлена на станине 12. На станине 12 смонтированы круговые направляющие 13, на которых установлены с возможностью движения круговые столы 14 в количестве, равном количеству инструментальных суппортов 7. Привод каждого кругового стола 14 осуществляется от отдельного электродвигателя 15 через зубчатую передачу 16.
На круговых столах 14 смонтированы делительные столы 17, получающие круговую подачу от кинематически связанных с ними электродвигателей 18.
Ротор 5 является задающей координатой устройства для синхронизации круговых столов 14с ротором на этапах позиционирования столов. Шпиндели 8 являются задаюсл
с
ч
vj
О СЛ
Ю
щими координатами устройства для синхронизации делительных столов 17с соответствующими шпинделями. На этапах врезания ротор 5 и шпиндели 8 одновременно являются задающими координатами для круговых столов 14. Устройство синхронизации выполнено по схеме задающая-ведомая координаты в виде каналов синхронизации.
Количество каналов синхронизации ротор-круговые столы равно количеству круговых столов (на фиг. 3 и 4 показано три канала). Эти каналы содержат общий импульсный измерительный преобразователь 19, кинематически связанный посредством зубчатой передачи с ротором 5 и соединенный со счетчиком 20, оснащенном блоком передаточных отношений 21. Выход счетчика 20 соединен с импульсно-аналоговым преобразователем 22 и через блок элементов И 23 - с первыми входами блока фазовых дискриминаторов 24, количество которых равно количеству круговых столов 14. Вторые входы блока фазовых дискриминаторов 24 соединены с выходами блока счетчиков 25, соединенных своими входами с импульсными измерительными преобразователями 26, установленными по одному иа круговых столах 14.
С блоком счетчиков 25 соединены параллельно через два блока элементов И 27 и 28 два общих блока передаточных отношений 29 и 30.
Выходы блока фазовых дискриминаторов 24 через блок импульсно- аналоговых преобразователей 31 соединены со вторыми входами блока суммирующих усилителей 32. Первые входы блока суммирующих усилителей 32 соединены через блок ключей 33 с импульсно-аналоговым преобразователем 22.
Выходы блока суммирующих усилителей 32 через блок ключей 34 и блок усилителей мощности 35 соединен с электродвигателями 15 привода соответствующего кругового стола 14.
Электродвигатели 11 приводов вращательного движения шпинделей 8 управляются от входящего в устройство ЧПУ 2 общего блока управления, соединенного с первыми входами блока суммирующих усилителей 36, выходы которых через усилители мощности 37 соединены с соответствующими электродвигателями
Каналы коррекции приводов шпинделей 8 содержат генератор эталонных импульсов 38, соединенный со счетчиком 39, с которым соединен блок передаточных отношений 40. Выход счетчика 39 соединен с первыми входами блока фазовых дискриминаторов 41, количество которых равно количеству шпинделей. Вторые входы блока этих дискриминаторов соединены с выходами блока счетчиков 42, с которыми соединен общий блок передаточных отношений 43. Входы
блока счетчиков 42 соединены с соответствующими импульсными измерительными преобразователями 44, установленными по одному на каждом шпинделе 8. Выходы блока фазовых дискриминаторов 41 через блок
импульсно-аналоговых преобразователей 45 соединены с первыми входами блока суммирующих усилителей 36.
Каналы синхронизации шпиндели-де- лительные столы содержат импульсные измерительные преобразователи 46, установленные на делительных столах 17 и соединенные с блоком счетчиков 47. с которыми соединен общий блок передаточных отношений 48. Выходы блока счетчиков 47
соединены с первыми входами блока фазовых дискриминаторов 49. Вторые входы этого блока фазовых дискриминаторов соединены с выходами блока счетчиков 42, а выходы - через блок импульсно-аналоговых преобразователей 50 с вторыми входами блока суммирующих усилителей 51. Первые входы блока суммирующих усилителей 51 соединены с импульсно-аналоговым преобразователем 52, вход которого соедипен с выходом генератора эталонных импульсов 38, Выходы блока суммирующих усилителей 51 через блок ключей 53 и блок усилителей мощности 54 соединены с электродвигателями 18 соответствующих делительных столов 17.
Каналы синхронизации шпиндели - круговые столы, работающие на этапах врезания, включают импульсно-аналоговый преобразователь 55, вход которого соедиыен с генератором эталонных импульсов 38, а выход - через блок ключей 56 с первыми входами суммирующих усилителей 32. Эти каналы содержат также блок элементов И 57, первые входы которых соединены с соответствующими счетчиками блока счетчиков 42, а выходы - с первыми входами блока сумматоров 58, и блок элементов I/I 59, первые входы которых соединены со счетчиком 20, а внходы - с вторыми входами блока
сумматоров 58. Выходы блока сумматоров 58 соединены с первыми входами блока фазовых дискриминаторов 24
В качестве электродвигателей 11, 15, 18 используются высокомоментные машины постоянного тока, позволяющие бесступенчато регулировать круювую частоту при настройке на режим работы.
По циклу работы станка ротор 5 вращается непрерывно.Управление круговой частотой электродвигателя 1 привода ротора осуществляется от устройства ЧПУ 2.
Электродвигатели 11 приводов шпинделей 8, являющихся задающими координатами, управляются от устройства ЧПУ 2. Однако, для обеспечения симметрии работы функционально связанных пар шпиндель-делительный стол и шпиндель - круговой стол, круговые подачи шпинделей синхронизируются относительно генерато- ра эталонных импульсов 38 посредством коррекции сигналов управления электродвигателей 11.
Круговая частота вращения электродвигателей 15 и 18 ведомых координат, т.е. кру- говых столов 14 и делительных столов 17 устанавливается соответственно для круговых столов на этапах позиционирования синхронно с ротором посредством импуль- сно-аналогового преобразователя 55, а для делительных.столов 17 на этапах профилирования посредством импульсно-аналого- вого преобразователя 52.
Передаточное отношение функциональных связей ротор-круговые столы (этап позиционирования) устанавливается посредством блоков передаточных отношений 21 и 29 в виде коэффициентов, определяющих равенство круговых частот ротора и круговых столов, Аналогично блоками пере- даточных отношений 43 и 48 (этап профилирования) устанавливается соотношение круговых частот в виде коэффициентов функционально связанных пар шпиндель-делительный стол. На этапах врезания круговые столы (ведомые координаты) одновременно функционально связаны с ротором и с соответствующими шпинделями. Поэтому для этого этапа на ведомой координате для установки передаточного отношения исполь- зуется блок 30.
Циклы обработки зубчатых колес на каждом из делительных столов одинаковы, но смещены во времени на величину, равную времени поворота ротора 5 в движении Вт на угол 2 тг/К, где К -число делительных столов, равное в примере трем.
На фиг, 2 приведено положение, когда круговой стол 14, несущий делительный стол 17 находится в исходном положении относительно инструментального суппорта 7 на позиции загрузки-выгрузки; которая осуществляется, например, промышленным роботом.
В следующем по направлению враще- ния ротора положении исполнительных органов 7, 14, 17 происходит профилирование зубчатого колеса. А в положении третьих исполнительных органов 7, 14, 17 профилирование закончено и осуществляется вывод долбяка из зоны зацепления.
Однотипные каналы синхронизации исполнительных органов работают одинаково, но со смещением по времени в соответствии с программой работы станка. Поэтому ниже рассматривается цикл взаимодействия исполнительных органов в одном положении.
Станок работает следующим образом.
При включении электродвигателя 1 получает вращение Вт ротор 5 с постоянной круговой частотой, причем цикл обработки колеса осуществляется за один оборот ротора.
Одновременно по программе включается электродвигатель 9 привода поступательно-возвратного движения Па шпинделя 8. Затем включается генератор эталонных импульсов 38. Этот генератор запускает мм- пульсно-аналоговые преобразователи 52 и 55.
После выполнения установки заготовки (операция загрузки-выгрузки по программе может быть задана временем, в течение которого круговой стол неподвижен) по программе от устройства ЧПУ 2 через блок суммирующих усилителей 36 и блок усилителей мощности 37 включаются электродвигатели 11, сообщающие круговую подачу Вз шпинделям 8. Одновременно на управляющий вход блока ключей 34 подается управляющий сигнал Кс, включающий соответствующий канал синхрониза ции шпиндель-продольный стол, а на управляющий вход блока ключей 56, на управляющие входы блоков элементов И 28, И 57, И 59 управляющий сигнал Вр. В результате с выхода импульсно-аналогового преобразователя 55 через открытый по управляющему входу соответствующий ключ блока ключей 56 на первый вход соответствующего суммирующего усилителя блока суммирующих усилителей 32 поступает аналоговый сигнал, который после прохождения блока ключей 34 и блока усилителей мощности 35 сообщается электродвигателю 15, сообщающему круговому столу 14 движение П4.
Согласованными движениями Вз шпинделя 8 и Щ кругового стола 14 осуществляется касательное врезание долбяка на высоту зуба обрабатываемого колеса, Одновременно осуществляется коррекция движения П4 кругового стола. С началом движений Вз и Пз импульсные измерительные преобразователи 19, 26,44 вырабатывают высокочастотные сигналы, пропорциональные действительным скоростям соответственно ротора, кругового стола и шпинделя. Эти сигналы поступают
соответственно в блоки счетчиков 20, 25, 42 с выходов которых снимаются сигналы, соответствующие заданным посредством блоков передаточных отношений 21, 30, 43 передаточному отношению согласованных движений Вз и ГМ. Сигналы со счетчика 20 и с блока счетчиков 42 через открытые по управляющим входам элементы И 57, 59 поступают в блок сумматоров 58, где происходит их сложение. Результирующий импульсный сигнал с выхода блока сумматоров 58 поступает на первый вход блока фазовых дискриминаторов 24, на второй вход которого поступает сигнал с блока счетчиков 25.
В блоке фазовых дискриминаторов 24 происходит сравнение суммарного сигнала задающих координат (ротора 5 и шпинделя 6) с сигналом ведомой координаты. В итоге на выходе блока фазовых дискриминаторов образуется корректирующий сигнал, который после преобразования в аналоговую форму в блоке импульсно-аналоговых преобразователей 31 поступает на вторые входы блока суммирующих усилителей 32, где происходит коррекция сигнала управления электродвигателем ведомой координаты.
Этап врезания прекращается при совпадении оси 59 делительного стола 17с плоскостью, проходящей через оси 60 и 61 соответственно инструментального суппорта 7 и ротора 5.
По программе продольный стол 14 переводится в режим позиционирования, а шпиндель 8 и включающийся в работу делительный стол 17 на этап профилирования. Для этого по программе с соответствующих управляющих входов блоков элементов И 28, 57, 59 и блока ключей 56 снимается управляющий сигнал Вр. Одновременно на соответствующие управляющие входы блоков элементов И 23, 27 и блока ключей 33 подается управляющий сигнал Пз, а на управляющий вход блока 53 управляющий сигнал Пр.
В режиме позиционирования на первый вход блока суммирующих усилителей 32 поступает аналоговый сигнал, пропорциональный подаче позиционирования ПБ круговых столов 14, с импульсно-аналогово- го преобразователя 22, запускаемого сигналом со счетчика 20, соответствующим круговой частоте постоянно вращающегося ротора 5. В итоге круговой стол 14 с движением П4 переключается на подачу позиционирования Пз, соответствующую заданному посредством блоков передаточных отношений 21 и 29 передаточному отношению согласованных движений ЕЙ и П5.
В режиме позиционирования осуществляется коррекция движения Пб посредством сравнения в блоке фазовых дискриминаторов 24 импульсных сигналов, поступающих
на его входы с блоков счетчиков 20 и 25, на выходах которых действуют сигналы, соответствующие передаточному отношению согласованных движений Bi и ПБ, установленному блоками 21 и 29.
0 На этапе профилирования аналоговый сигнал с импульсно-аналогового преобразователя 52 поступает через первый вход блока суммирующих усилителей 51, открытый по управляющему входу блок ключей 53 и
5 блок усилителей 54 на электродвигатель 18 делительного стола 17. В итоге делительному столу сообщается движение Be круговой подачи.
Согласованные движения Вз шпинделя
0 8 и Be делительного стола 17, остающихся относительно ротора неподвижными, в течение полного оборота делительного стола обеспечивают профилирование зубчатого колеса.
5 Одновременно с профилированием осуществляется коррекция движения Be делительного стола. С импульсных измерительных преобразователей 44 и 46, вырабатывающих высокочастотные сигналы, пропорциональ0 ные круговым частотам действительных значений Вз и Be, поступают через блоки счетчиков 42 и 47, где происходит их деление за счет установки передаточного отношения на блоках, соответственно, 43 и 48,
5 на выходы блока фазовых дискриминаторов 49. С выхода фазовых дискриминаторов снимается сигнал рассогласования движений ВЗ и В6 и после преобразования в аналоговую форму в блоке импульсно-аналоговых преоб0 разователей 50 поступает на второй вход блока суммирующих усилителей 51 для коррекции сигнала управления электродвигателем делительного стола.
Этап профилирования прекоащается
5 после синхронного перемеа1ения ротора и KovroGoro стола в исходное для последнего положение. В этом положении по программе с блока ключей 34 снимается управляющий си. нал Кс, с блока ключей 53 0 управляющий сигнал Пр и с блока элемента И 27 - управляющий сигнал Па. Одновременно отключается привод вращения шпинделя 8 и долбяк выводится в крайнее верхнее положение, В итоге круговой стол
5 14 останавливается в положении исходном для последующего врезания, и происходит снятие нарезанного колеса и установка следующей заготовки. За время операции загрузка-выгрузка ротор 5 переносит инструментальный суппорт 7 в исходное для
начала врезания положение (фиг. 2), После чего цикл обработки повторяется.
Этап профилирования может также прекращаться в положении 7 (3) (фиг, 2). В этом случае с блока ключей 53 снимается управляющий сигнал Пр, а с блока ключей 33 и с блоков элементов И 23 и 27 сигнал Пз. Одновременно на соответствующие блоки подается управляющий сигнал Вр, В итоге круговой стол 14 со скоростью подачи вре- зания уходит из зоны профилирования, опережая ротор 5. В исходном для этапа врезания положении продольный стол останавливается. В этом случае для операции загрузки-выгрузки увеличивается период времени, на величину, соответствующую времени ротора из положения 7 (3) в исходное для этапа врезания положение.
При работе станка цикл обработки осуществляется одновременно на всех дели- тельных столах. Коррекция циклов между собой осуществляется за счет синхронизации круговых подач шпинделей 8 относительно высокочастотного сигнала, вырабатываемого генератором эталонного сигнала 38. Сигнал с этого генератора непрерывно поступает на счетчик 39. С выхода этого счетчика сигнал, соответствующий заданному значению круговой подачи шпинделей 8, устанавливаемому блоком передаточных отношений 40, поступает на первые входы фазовых дискриминаторов 41, на вторые входы которых с блока счетчиков 42 поступают аналогичные сигналы, соответствующие действительным значениям круговых подач шпинделей. На выходах фазовых дискриминаторов образуются сигналы ошибок, которые после преобразования в аналоговую форму в импульсно-аналого- вых преобразователях 45 сообщаются на вторые входы блока суммирующих усилителей 36 для коррекции сигналов управления электродвигателями шпинделей.
Формула изобретения
Роторный .зубодолбежный станок с ЧПУ, содержащий установленную на станине колонну, на которой расположены ротор с приводом и инструментальные суппорты, в которых смонтированы шпиндели с соответствующими приводами, смонтирован- ные на круговых столах делительные столы
с приводами, и устройство для синхронизации круговых и делительных столов с ротором и шпинделями, включающее импульсно-аналоговый преобразователь, импульсные измерительные преобразователи, установленные по одному на роторе, шпинделях, круговых и делительных столах, выход каждого импульсного измерительного преобразователя подключен к входу соответствующего счетчика, выходы счетчиков, соединенных с импульсными измерительными преобразователями, установленными на шпинделях, подключены к первым входам фазовых дискриминаторов, количество которых равно количеству круговых столов, а выходы счетчиков, которые соединены с импульсными измерительными преобразователями, установленными на круговых столах, подключены к вторым входам фазовых дискриминаторов, отличающийся тем, что, с целью повышения точности зубообра- ботки за счет уменьшения динамического действия ротора на систему СПИД, на станине станка смонтированы круговые направляющие, на которые установлены круговые столы, а устройство для синхронизации круговых и делительных столов с ротором и шпинделями, снабжено двумя блоками элементов И, в каждом из которых количество элементов И равно количеству круговых столов, и блоком сумматоров, количество сумматоров в котором соответствует количеству круговых столов, вход импульсно-аналотового преобразователя соединен с выходом счетчика, связанного через импульсный измерительный преобразователь с ротором, первые входы первого блока элементов И соединены с соответствующими выходами блока счетчиков, связанных через импульсные измерительные преобразователи со шпинделями, а выходы первого блока элементов И соединены с первыми входами блока сумматоров, первые входы второго блока элементов И объединены и соединены с выходом счетчика, соединенного через импульсный измерительный преобразователь с ротором, а выходы второго блока элементов И соединены с вторыми входами блока сумматоров, выходы блока сумматоров соединены с первыми входами блока фазовых дискриминаторов.
0,
/3
7(/;
тп
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный зубодолбежный станок | 1987 |
|
SU1583229A1 |
| РОТОРНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2022729C1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1988 |
|
SU1565649A2 |
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ С ЧПУ | 1988 |
|
RU2023551C1 |
| Зубодолбежный станок | 1985 |
|
SU1273217A1 |
| Устройство для синхронизации приводов зубодолбежного станка | 1986 |
|
SU1328156A1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1986 |
|
SU1371862A1 |
| Зубодолбежный станок | 1990 |
|
SU1734984A1 |
| Зубодолбежный станок с ЧПУ | 1986 |
|
SU1366360A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2025233C1 |
Использование: проектирование роторных зубодолбежных станков с ЧПУ. Станок содержит пять электродвигателей (1, 9, 11, 15, 18), устройство ЧПУ, блок управления, пять счетчиков, пять блоков передаточных отношений, пять блоков элементов И, три блока фазовых дискриминаторов, пять блоков ключей, четыре блока усилителей мощности, три блока сумматоров, три блока ИАП и четыре импульсных измерительных преобразователя (19, 26, 44, 46). 4 ил.
т Фи2.2
. I & dl dz 35
47/fjl | 1 I I
rjJ M J№p p
Ч f у
Г Щ g
Г
i
I
3 ® JJA И Э @
ТТЛ . li Т
p Jsi/f
Ф Ф Ф
аг дз
Редактор
Составитель А. Голембиевский
Техред М.МоргенталКорректор С. Пекарь
.
г
Фиг. 4
| Роторный зубодолбежный станок | 1987 |
|
SU1583229A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
