Изобретение относится к станкостроению, в частности к системам управления зубодолбежных станков с ЧПУ.
Известна система управления зубодолбежного станка с ЧПУ, содержащего делительный стол с приводом радиального врезания и штоссель долбяка с приводами поступательно-возвратного движения и круговой подачи, включающая первый и второй импульсные измерительные преобразователи, установленные соответственно на штосселе и делительном столе. Выход первого импульсного измерительного преобразователя связан с соединенными последовательно первым усилителем импульсного сигнала, первым счетчиком и первым элементом И, выход которого связан с входом фазового дискриминатора. Выход второго импульсного измерительного преобразователя связан с соединенными последовательно вторым усилителем импульсного сигнала, вторым счетчиком и вторым элементом И, выход которого связан с входом фазового дискриминатора. Выход фазового дискриминатора связан с соединенными последовательно импульсно-аналоговым преобразователем, суммирующим усилителем и усилителем мощности привода радиального врезания делительного стола. Входы первого и второго элементов И через элемент НЕ связаны с выходом устройства для формирования сигнала управления круговым смещением делительного стола. Выход первого счетчика соединен с входом первого блока круговой подачи делительного стола, у которого выход соединен с входом суммирующего усилителя. С входами первого и второго счетчиков соединены выходы соответственно первого и второго блоков задания передаточного отношения. Устройство для формирования сигнала управления круговым смещением делительного стола выполнено в виде электронного реле времени [1].
Недостатком известной системы управления является относительно низкая производительность обработки из-за сложности оптимизации условий резания при многопроходной обработке. Объясняется это тем, что для определения времени, устанавливаемого с помощью реле времени, необходимого для сообщения дополнительного сигнала на вход суммирующего усилителя, обеспечивающего угловое смещение делительного стола в сторону, противоположную его круговой подаче на этапах врезания для обеспечения одинаковых условий резания обеими боковыми режущими кромками зубьев долбяка, необходим предварительный расчет или эксперимент для каждого режима обработки и геометрических параметров нарезаемого колеса.
Цель изобретения - повышение производительности обработки.
На фиг.1 показана схема приводов станка; на фиг.2 - блок-схема системы управления.
Электродвигатель 1, получающий энергию от блока 2 управления, входящего в устройство ЧПУ 3 через усилитель 4 мощности, кинематически связан посредством делительной пары 5 со штосселем 6 долбяка 7, являющимся задающей координатой функциональной связи штоссель 6 - делительный стол 8. На делительном столе 8, являющемся ведомой координатой, устанавливается заготовка 9 нарезаемого колеса.
Функциональная связь штоссель 6 - делительный стол 8, воспроизводящая зубчатое зацепление, включает установленный на штосселе 6 первый импульсный измерительный преобразователь 10, выход которого связан с соединенными последовательно первым усилителем 11 импульсного сигнала, первым счетчиком 12 и первым элементом И 13, связанным своим выходом с входом фазового дискриминатора 14, и установленный на делительном столе 8 второй импульсный измерительный преобразователь 15, выход которого связан с соединенными последовательно вторым усилителем 16 импульсного сигнала, вторым счетчиком 17 и вторым элементом И 18, связанным своим выходом с входом фазового дискриминатора 14.
С входами первого 12 и второго 17 счетчиков соединены выходы соответственно первого 19 и второго 20 блоков задания передаточных отношений.
С выходом первого счетчика 12 соединены вход первого блока 21 круговой подачи делительного стола и через третий элемент И 22 вход второго блока 23 круговой подачи делительного стола.
С выходом фазового дискриминатора 14 соединен вход импульсно-аналогового преобразователя 24, у которого выход соединен с входом суммирующего усилителя 25. С другими входами этого усилителя соединены соответственно выходы первого 21 и второго 23 блоков задания круговой подачи делительного стола.
Выход суммирующего усилителя 25 через усилитель 26 мощности соединен с электродвигателем 27, кинематически связанным через делительную пару 28 с делительным столом 8.
Входы первого 13 и второго 18 элементов И через элемент НЕ 29 соединены с выходом устройства 30 для формирования сигнала управления угловым смещением делительного стола 8 на этапах врезания. С выходом устройства 30 соединен также вход третьего элемента И 22.
Устройство 30 для формирования сигнала управления угловым смещением делительного стола 8 на этапах врезания содержит тензометрический мост 31, тензодатчики 32 которого закреплены на делительном столе. Конструктивно возможно различное выполнение тензометрического моста. Например, он может быть закреплен также на оправке для закрепления заготовок обрабатываемых колес или на оправке для закрепления долбяков.
Выходы тензометрического моста 31 соединены с входами дифференциального усилителя 33, соединенного своим выходом с аналоговым входом аналогового ключа 34, выход которого соединен с входом цепи, включающей последовательно соединенные интегратор 35, ограничитель 36, блок 37 задержки.
Привод поступательно-возвратного движения штосселя 6 осуществляется от электродвигателя 38 через кулисный механизм 39. Привод подачи радиального врезания продольного стола 40, на котором установлен делительный стол 8, осуществляется от электродвигателя 41, управляемого от устройства ЧПУ 3 через блок 42 управления и усилитель 43 мощности.
В качестве электродвигателей 1, 27, 41 используются высокомоментные машины постоянного тока, позволяющие осуществлять бесступенчатое регулирование круговой частоты.
Передаточное отношение функциональной связи штоссель 6 - делительный стол 8 устанавливается блоками 19, 20 в виде коэффициента, определяющего соотношение круговых частот штосселя и делительного стола. При этом круговая подача делительного стола 8 устанавливается посредством первого блока 21 круговой подачи, а его подача для углового смещения на этапах врезания посредством второго блока 23 круговой подачи.
Подача врезания и количество этапов врезания устанавливаются программно посредством задания программы на устройстве ЧПУ.
Схема работает следующим образом.
При включении электродвигателя 38 получает поступательно-возвратное движение П1 штоссель 6 долбяка. Затем после ускоренного перемещения продольного стола 40 в исходную для обработки точку по программе электродвигатель 41 переключается на рабочую подачу врезания (движение П2) на часть высоты зуба, соответствующую величине врезания на первом черновом проходе, и одновременно включается электродвигатель 1 задающей координаты, сообщающий движение В3 штосселю 6 с рабочей круговой подачей.
На первом черновом этапе врезания на потенциальный вход аналогового ключа 34 управляющий сигнал Вр (врезание) не подается. Поэтому на этом этапе на выходе устройства 30 для формирования сигнала управления угловым смещением делительного стола сигнала нет. Следовательно, на выходе элемента НЕ 29 действует сигнал, который открывает первый 13 и второй 18 элементы И.
Первый импульсный измерительный преобразователь 10 вырабатывает высокочастотный сигнал, пропорциональный круговой частоте штосселя 6. Этот сигнал через усилитель 11 поступает в первый счетчик 12, где происходит его деление в соответствии с коэффициентом деления, заданным на блоке 19 задания передаточного отношения.
Сигнал с выхода первого счетчика 12 запускает первый блок 21 круговой подачи делительного стола. Этот блок вырабатывает аналоговый сигнал, который после прохождения суммирующего усилителя 25 и усилителя 26 мощности приводит во вращение электродвигатель 27 ведомой координаты - делительного стола 8 (движение В4).
Сигнал с выхода первого счетчика 12 через первый элемент И 13 поступает на вход фазового дискриминатора 14. Второй импульсный измерительный преобразователь 15 одновременно с началом движения В4 вырабатывает высокочастотный сигнал, пропорциональный круговой частоте делительного стола 8. Этот сигнал через усилитель 16 поступает на вход второго счетчика 17, где происходит его деление в соответствии с коэффициентом деления, заданным на блоке 20 передаточного отношения. С выхода второго счетчика 17 сигнал поступает на вход фазового дискриминатора 14.
В итоге сравнения в фазовом дискриминаторе 14 сигналов задающей и ведомой координат на его выходе образуется корректирующий сигнал, который после преобразования в аналоговую форму в импульсно-аналоговом преобразователе 24 поступает в суммирующий усилитель 25, где происходит коррекция сигнала управления электродвигателем 27 привода делительного стола, поступающего от первого блока 21 круговой подачи.
После врезания на заданную часть высоты зуба движение врезания П2 прекращается и в течение полного оборота делительного стола 8 осуществляется первый черновой проход обработки заготовки зубчатого колеса движениями П1 и В3В4. При этом движение В4 делительного стола отслеживает девиацию движения В3 штосселя 6, чем обеспечивается точность профилирования заготовки.
После завершения прохода при продолжающемся движении обката В3В4 включается движение врезания П2 для врезания долбяка на вторую часть припуска. Одновременно на потенциальный вход ключа 34 подается потенциал Вр (врезание), включающий устройство 30 для формирования сигнала управления угловым смещением делительного стола.
Тензометрический мост 31 при рабочем ходе долбяка 6 в движении П1 регистрирует момент силы резания. Этот момент, как физическое явление в зоне резания, представляет собой алгебраическую сумму моментов резания входной и выходной режущими кромками зубьев долбяка. При этом момент на входной кромке всегда имеет большое значение, т.е. знак момента силы резания постоянен. Электрический сигнал-аналог момента после усиления в дифференциальном усилителе 33 интегрируется в интеграторе 35, ограничивается по величине в ограничителе 36 и при необходимости задерживается в блоке 37 задержки. Таким образом на выходе устройства 30 образуется непрерывный определенного потенциала сигнал, действующий на этапе врезания. Этот сигнал через элемент НЕ закрывает первый 13 и второй 18 элементы И и открывает третий элемент И 22. В итоге отключается фазовый дискриминатор 14 и прекращается формирование сигнала коррекции функциональной связи штоссель 6 - делительный стол 8.
Одновременно с первого счетчика 12 через открытый третий элемент И 22 поступает сигнал на вход второго блока 23 круговой подачи делительного стола. На выходе этого блока образуется аналоговый сигнал, который поступает на соответствующий вход суммирующего усилителя 25. В этом усилителе происходит сложение сигналов, поступающих от обоих блоков круговой подачи делительного стола. В итоге круговая подача В4 делительного стола 8 увеличивается, что при продолжающемся движении обката равнозначно постепенному опережению ведомой координатой задающей координаты. Происходит постепенное перераспределение толщины срезаемого слоя в сторону ее увеличения на выходных режущих кромках. При выравнивании толщин момент резания становится равным нулю и формирование сигнала управления в устройстве 30 прекращается. Второй блок 23 круговой подачи делительного стола отключается, первый 13 и второй 18 элементы И открываются и схема функциональной связи штоссель 6 - делительный стол 8 перестраивается в исходное положение.
Период действия управляющего сигнала на выходе устройства 30 можно посредством блока задержки сдвигать в область отрицательных значений момента резания. В этом случае больший по толщине слой будет срезаться на последующем проходе выходными режущими кромками, компенсируя срезание большего припуска входными режущими кромками на первом черновом проходе.
После прекращения врезания в течение полного оборота делительного стола осуществляется второй проход. После прекращения при продолжающемся движении обката повторяется цикл врезания для следующего прохода и т.д. При этом структура функциональной связи посредством сигнала управления круговым смещением делительного стола каждый раз перестраивается, обеспечивая резание на проходе при одинаковых толщинах срезаемого припуска на обеих боковых режущих кромках зубьев долбяка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2025233C1 |
| Зубодолбежный станок с ЧПУ | 1986 |
|
SU1366360A1 |
| Зубодолбежный станок | 1985 |
|
SU1273217A1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1986 |
|
SU1371862A1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1988 |
|
SU1565649A2 |
| Устройство для синхронизации приводов зубодолбежного станка | 1986 |
|
SU1328156A1 |
| Зубодолбежный станок | 1990 |
|
SU1734984A1 |
| РОТОРНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2022729C1 |
| Роторный зубодолбежный станок с ЧПУ | 1989 |
|
SU1779542A1 |
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ | 1991 |
|
RU2025255C1 |

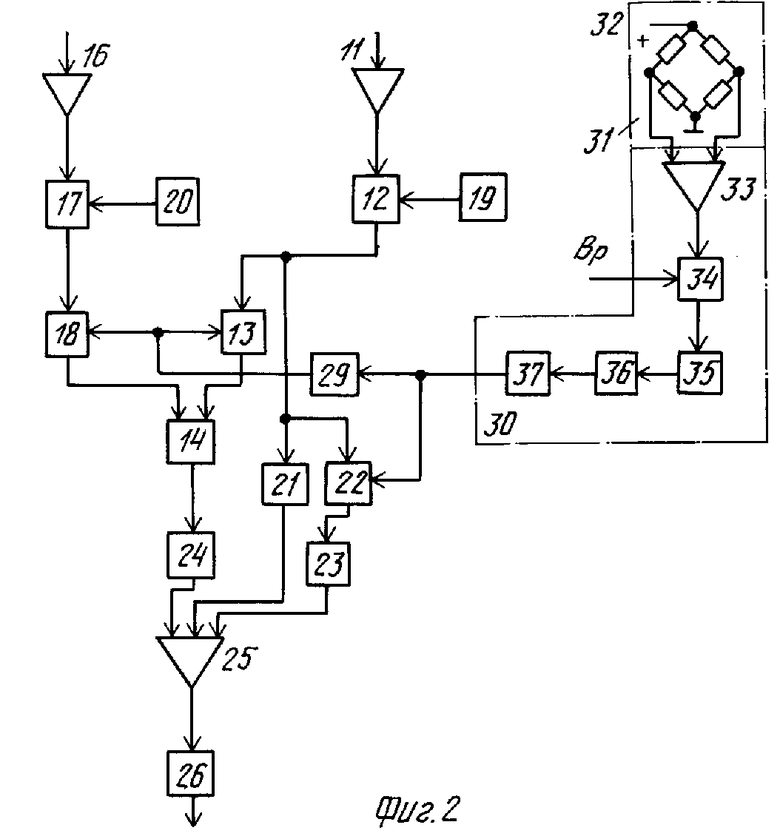
Использование: станкостроение. Сущность: система управления содержит первый и второй импульсные измерительные преобразователи, установленные на штосселе и делительном столе и соединенные соответственно с первым и вторым счетчиками, выходы которых через первый и второй элементы И соединены с входами фазового дискриминатора. Выход фазового дискриминатора соединен с входом суммирующего усилителя, два других входа которого соединены с выходами первого и второго блоков круговой подачи делительного стола. Входы обоих блоков круговой подачи соединены с выходом первого счетчика, причем первый блок круговой подачи непосредственно, а второй блок через третий элемент И. Устройство для формирования сигнала управления круговым смещением делительного стола выполнено в виде тензометрического моста, выходы которого соединены с входом дифференциального усилителя, связанного своим выходом с цепью, состоящей из последовательно соединенных аналогового ключа, интегратора, ограничителя, блока задержки. Выход блока задержки соединен с входами первого и второго элементов И через элемент НЕ и с входом третьего элемента И. 2 ил.
СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ С ЧПУ, содержащим делительный стол с приводом радиального врезания и штоссель долбяка с приводами поступательно-возвратного движения и круговой подачи, включающая установленный на штосселе первый импульсный измерительный преобразователь, выход которого связан с соединенными последовательно первым усилителем импульсного сигнала, первым счетчиком и первым элементом И, выход которого связан с входом фазового дискриминатора, установленный на делительном столе второй импульсный измерительный преобразователь, выход которого связан с соединенными последовательно вторыми усилителем импульсного сигнала, счетчиком и элементом И, выход которого связан с входом фазового дискриминатора, соединенные последовательно с выходом фазового дискриминатора импульсно-аналоговый преобразователь, суммирующий усилитель и усилитель мощности привода радиального врезания делительного стола, устройство для формирования сигнала управления круговым смещением делительного стола, выход которого через элемент НЕ связан с входами первого и второго элементов И, первый блок круговой подачи делительного стола, вход которого связан с выходом первого счетчика, а выход - с входом суммирующего усилителя, первый и второй блоки задания передаточного отношения, выходы которых связаны соответственно с входами первого и второго счетчиков, отличающаяся тем, что, с целью повышения производительности обработки, в нее дополнительно введены соединенные последовательно третий элемент И, и второй блок круговой подачи делительного стола, при этом входы третьего элемента И связаны с выходами первого счетчика и устройства для формирования сигнала управления круговым смещением делительного стола, выход второго блока круговой подачи делительного стола связан с входом суммирующего усилителя, а устройство для формирования сигнала управления круговым смещением делительного стола выполнено в виде соединенных последовательно тензометрического моста, дифференциального усилителя, аналогового ключа, интегратора, ограничителя и блока задержки, выход которого является выходом устройства для формирования сигнала управления.
| Зубодолбежный станок с ЧПУ | 1986 |
|
SU1366360A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
