1
Изобретение относится к :танкостроению, в частности к зубодолбежньпу станкам для обработки зубчатых колес в условиях обката и касательном движении врезания.
Цель изобретения - повышение кинематической точности и снижение уровня шума-за счет сокращения механических связей станка.
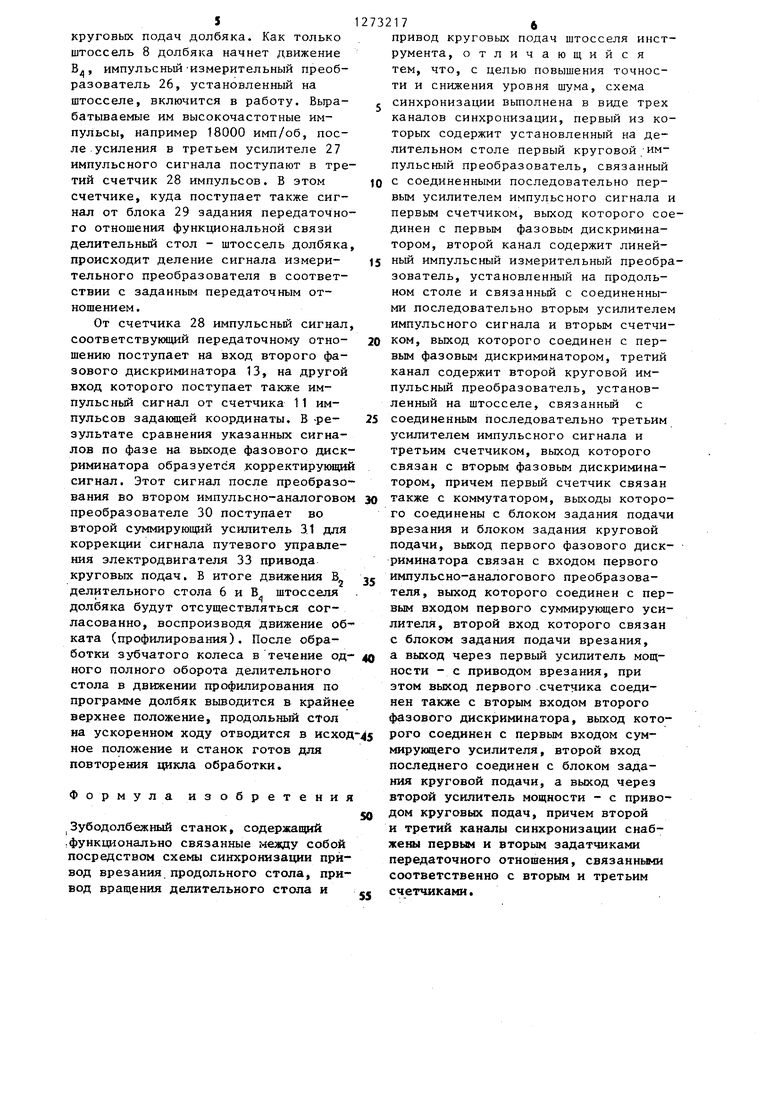
На фиг. 1 изображена общая схема станка на фиг. 2 - блок-схема устройства управления станка.
Электродвигатель 1, получаюш ш энергию движения от устройства 2 ЧПУ через блок 3 путевого управления и усилитель 4 мощности.кинематически связан через червячную делительную пару 5 с делительным столом 6, установленным на продольном столе 7.
Функциональная связь между столами 6 и 7, воспроизводящая зубчатореечное зацепление, обеспечивается частью системы синхронизации движения, согласующей поступательное перемещение продольного стола 7 с- вращением делительного стола 6. Другая часть системы синхронизации обеспечивает функциональную связь делительного стола 6 со штоссепем 8 долбяка, воспроизводящую движение обката (профилирования).
Обе части системы синхронизации движения имеют общий участок. Он включает первый круговой импульсный измерительньй преобразователь 9, например фотоэлектрический, установленный на делительном столе 6 и соединенный посреством последовательно включенных первого усилителя 10 импульсного сигнала и первого счетчика 11 импульсов с первыми входами фазовых дискриминаторов 12 и 13. К счетчику 11 импульсов подключены также через коммутатор 14 блок 15 задания подачи врезания и блок 16 задания круговой подачи.
Часть системы синхронизации, обеспечивающая функциональную связь столов 6 и 7, содержит также линейный импульсный измерительный преобразователь 17, установленный на продольном столе 7 и соединенный через последовательно включенные второй усилитель 18 импульсного сигнала и второй счетчик 19 импульсов с вторым входом первого фазового дискриминатора 12. К счетчику 19 импульсов присоединен также блок 20 задания
732172
передаточного отношения функциональной связи продольный стол - делительный стол. Выход фазового дискриминатора 12 посредством первого им5 пульсно-аналогового преобразователя 21 соединен с первым входом суммирующего усилителя 22. К второму входу зтого усилителя присоединен выход блока 15 задания подачи вре10 зания. Выход усилителя 22 через усилитель 23 мощности соединен с электродвигателем 24 привода касательного врезания, включающего винтовую передачу 25, смонтированную на про15 дольном столе 7.
Часть системы синхронизации, обеспечивающая функциональную связь делительного стола 6 и штосселя 8 долбяка, дополнительно к общему
20 участку включает второй круговой измерительный преобразователь 26, установленньй на штосселе. Этот преобразователь через последовательно включенные третий усилитель 27 импульсного сигнала и третий счетчик
28 импульсов соединен с вторым вхоом фазового дискриминатора 13. К счетчику 28 импульсов присоединен также блок 29 задания передаточного
отношения функдаональной связи делительный стол - штоссель долбяка.
Выход фазового дискриминатора 13 посредством второго импульсно-аналогового преобразователя 30 соединён
с первым входом суммирующего усилителя 31, к второму входу которого присоединен выход блока 16 задания круговой подачи. Выход усилителя 31 посредством усилителя 32 мощности
соединен с электродвигателем 33 привода круговых подач, кинематически связанным с червячной делительной парой 34, смонтированной на штосселе 8 долбяка.
Штоссель 8 долбяка смонтирован с возможностью вращения в гильзе 35, кинематически связанной посредством кулисного механизма 36 с электродвигателем 37 привода поступательновозвратного движения долбяка. Этот электродвигатель электрически связан с усилителем 38 мощности, соединенным через блок 39 путевого управления с устройством 2 ЧПУ.
В качестве электродвигателей 1, 24, 33 используются высокомоментиые матииы постоянного тока, позволяюпдае осуществлять бесступенчатое регулирование круговой частоты при }1астройке станка на .режим обработки, причем электродвигатель 1 привода вращения делительного стола 6 является задающей координатой, управляемой независимо от способа задания программы от устройства 2 ЧПУ Подача касательного врезания устанавливается блоком 15, а круговая подача - столом 16 системы синхронизации движений. Передаточное отношение функциональной связи столов 6 и 7 устанавливается блоком 20 в виде коэффициента, определяющего соотнощение круговой частоты делительного стола (задающий координаты) и круговой частоты винта винтовой передачи 25 продольного стола. Аналогично блоком 29 устанавливается передаточно отношение функциональной связи делительного стола 6 и щтосселя 8 долбяка. Станок работает следуклцим образом. При включении электродвигателя 37 получает поступательное возвратное движение П гильза 35 штосселя 8 долбяка. Затем после ускоренного перемещения продольного стола 7 в исходную для обработки точку по программе включается электродвигатель 1 задающей координаты, который сообщает вращение В делительному столу 6 с заданной круговой частот Одновременно включается часть сист мы синхронизации движения, которая обеспечивает функциональную связь столов 6 и 7. Первый импульсный измерительный преобразователь 9 вьфабатывает высокочастотный импульсньй сигнал, например 18000 имп/об. Этот сигнал, пройдя первый усилитель 10 импульсного сигнала, поступает в счетчик 11 импульсов, который запускает через коммутатор 14 блок 15 задания подачи касательного врезания. Блок 15 вырабатывает аналоговый сигнал. После прохождения усилителей 22 и 2 этот сигнал приводит во вращение электродвигатель 24 привода касател ного врезания. В результате описанного прохождения и преобразования сигнала, вырабатываемого импульсным измерительным преобразователем задающей координаты, продольный стол 174 7получает начальное поступательное движение П, касательного врезания. Одновременно с началом движения П импульсный измерительный преобразователь 17, установленный на продольном столе 7, начинает вьфабатывать высокочастотный импульсньй сигнал, например 18000 имп/мм. Этот сигнал после усиления поступает во второй счетчик 19 импульсов. В этом счетчике происходит деление импульсного сигнала посредством сигнала, поступающего от блока 20 задания передаточного отношения функциональной связи столов 6 и 7. Результирующий сигнал поступает на вход фазового дискриминатора 12. Здесь этот сигнал, соответствую1ций передаточному отношению, сравнивается с импульсным сигналом задающей координаты, поступающим на другой вход от счетчика 11 импульсов. В итоге сравнения на выходе фазового дискриминатора образуется корректирующий сигнал, который после преобразования в аналоговую форму в первом импульсно-аналоговом преобразователе 21 поступает на один из входов суммирующего усилителя 22.. 8этом усилителе в.результате суммирования происходит коррекция путевого сигнала управления электродвигателем 24 привода врезания, поступающего от блока 15 задания подачи врезания. Таким образом, осуществляется согласование движений столов 6 и 7 на этапе касательного врезания. После врезания долбяка на высоту обрабатываемого зуба по программе выключается часть системы синхронизации движений, обеспечивающая управление электродвигателем 24 j и движение врезания прекращается. Одновременно включается другая часть системы синхронизации, которая управляет электродвигателем 33 привода круговых подач. При этом круговая частота вращения делительного стола 6 может быть изменена или оставлена без изменений. Первый счетчик 11 импульсов, заданщий координаты, запускает блок 16 задания круговой подачи. Этот блок вьфабатывает аналоговый сигнал, который после прохождения второго суммирующего усилителя 31 и второго усилителя 32 мощности включает в работу электродвигатель 33 привода
5
круговых подач долбяка. Как только штосеель 8 долбяка начнет движение Вл, импульсныйизмерительный преобразователь 26, установленный на штосселе, включится в работу. Бьфабатываемые им высокочастотные импульсы, например 18000 имп/об, после усиления в третьем усилителе 27 импульсного сигнала поступают в третий счетчик 28 импульсов. В этом счетчике, куда поступает также сигнал от блока 29 задания передаточного отношения функциональной связи делительный стол - штоссель долбяка, происходит деление сигнала измерительного преобразователя в соответствии с заданным передаточным отношением .
От счетчика 28 импульсный сигнал, соответствующий передаточному отношению поступает на вход второго фазового дискриминатора 13, на другой вход которого поступает также импульсный сигнал от счетчика 11 импульсов задакидей координаты. В -результате сравнения указанных сигналов по фазе на выходе фазового дискриминатора образуется корректирующий сигнал. Этот сигнал после преобразования во втором импульсно-аналоговом преобразователе 30 поступает во второй суммирующий усилитель 31 для коррекции сигнала путевого управления электродвигателя 33 привода круговых подач. В итоге движения В делительного стола 6 и В. штосселя долбяка будут отсуществляться согласованно, воспроизводя движение об ката (профилирования). После обработки зубчатого колеса в течение одного полного оборота делительного стола в движении профилирования по программе долбяк вьшодится в крайнее верхнее положение, продольньм стол на ускоренном ходу отводится в исхоД ное положение и станок готов для повторения цикла обработки.
Формула изобретения
Зубодолбежный станок, содержащий функционально связанньш между собой посредством схемы синхронизации привод врезания продольного стола, привод вращения делительного стола и
73217б
привод круговых подач штосселя инструмента, отличающийся тем, что, с целью повышения точности и снижения уровня шума, схема с синхронизации вьтолнена в виде трех каналов синхронизации, первый из которых содержит установленный на делительном столе первый круговой -импульсный преобразователь, связанный 0 с соединенными последовательно первым усилителем импульсного сигнала и первым счетчиком, выход которого соединен с первым фазовьгм дискриминатором, второй канал содержит линей 5 ный импульсный измерительный преобразователь, установленный на продольном столе и связанный с соединенными последовательно вторым усилителем импульсного сигнала и вторым счетчи20 ком, выход которого соединен с первым фазовьм дискриминатором, третий канал содержит второй круговой импульсный преобразователь, установленный на штосселе, связанньш с 25 соединенным последовательно третьим усилителем импульсного сигнала и третьим счетчиком, выход которого связан с вторым фазовым дискриминатором, причем первый счетчик связан 30 также с коммутатором, выходы которого соединены с блоком задания подачи врезания и блоком задания круговой подачи, выход первого фазового дискриминатора связан с входом первого ,г импульсно-аналогового преобразователя, выход которого соединен с первьи входом первого суммирующего усилителя, второй вход которого связан с блоком задания подачи врезания, 0 а выход через первый усилитель мощности - с приводом врезания, при этом выход первого .счетчика соединен также с вторым входом второго фазового дискриминатора, выход кото5 рого соединен с первым входом суммирующего усилителя, второй вход последнего соединен с блоком задания круговой подачи, а выход через второй усилитель мощности - с приво0 дом круговых подач, причем второй и третий каналы синхронизации снабжены первым и вторым задатчиками передаточного отношения, связаннь 01 соответственно с вторым и третьим
счетчиками.
(риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1986 |
|
SU1371862A1 |
| Зубодолбежный станок с ЧПУ | 1986 |
|
SU1366360A1 |
| Устройство для синхронизации приводов зубодолбежного станка | 1986 |
|
SU1328156A1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1988 |
|
SU1565649A2 |
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ С ЧПУ | 1988 |
|
RU2023551C1 |
| Зубодолбежный станок | 1990 |
|
SU1734984A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2025233C1 |
| РОТОРНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2022729C1 |
| Роторный зубодолбежный станок с ЧПУ | 1989 |
|
SU1779542A1 |
| Роторный зубодолбежный станок | 1987 |
|
SU1583229A1 |
Изобретение относится к области станкостроения, в частности к зубодолбежным станкам для обработки зубчатых колес в условиях обката и касательного движения врезания. Изобретение позволяет повысить кинематическую точность и снизить уровень шума за счет упрощения механики станка. Станок содержит привод касательного врезания продольного стола 7,привод делительного стола 6 и привод круговых подач штосселя 8 долбяка. Приводы делительного стола 6 и продольного стола 7 соединены посредством функциональных связей. Функциональные связи выполнены на базе устройства ЧПУ, снабженного системой синхронизации движений. Система синхронизации включает импульсные измерительные преобразователи 9, 17, 26, установленные соотс б ветственно на столах 6, 7 и штосселе 8.2 ил. (/)
| Авторское свидетельство СССР № 431970, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
