Изобретение относится к станкостроению и может быть использовано в зубодолбеж- ных станках с касательным движением врезания, оснащенных устройством ЧПУ.
Целью изобретения является расширение области нрименения за счет возможности использования в станках с двумя делительными столами.
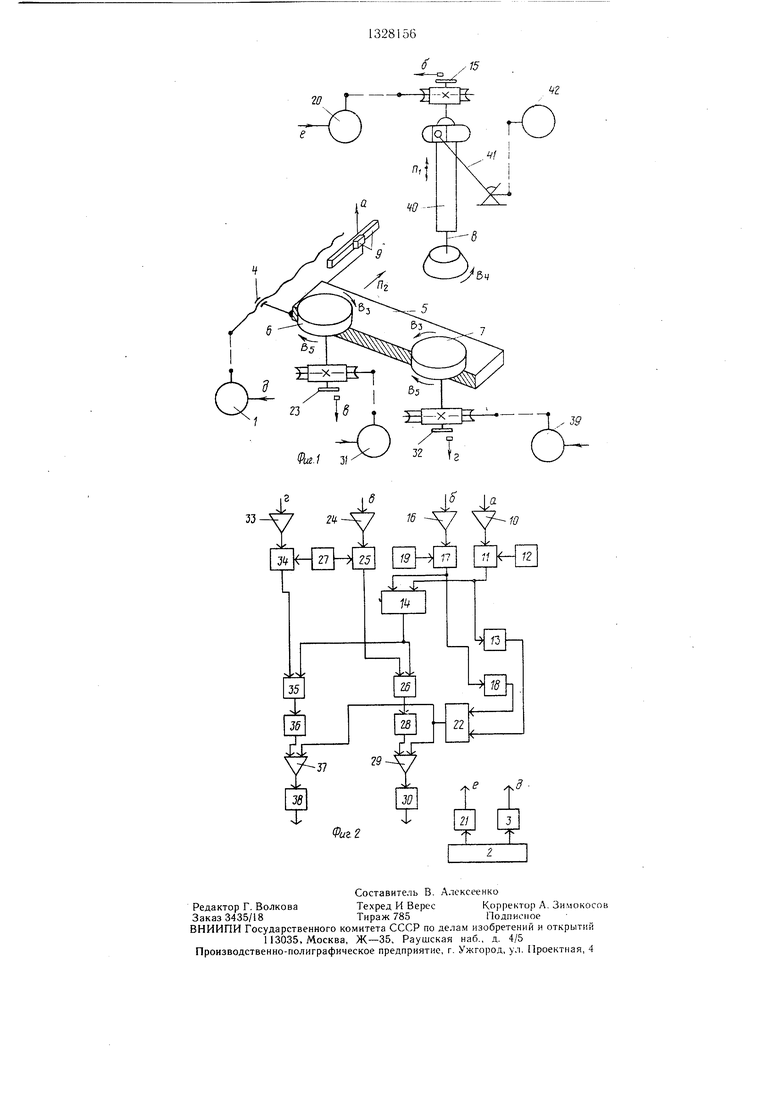
На фиг. 1 приведена схема приводов зу- бодолбежного станка; на фиг. 2 - блок- схема устройства для синхронизации приводов.
Электродвигатель 1, получающий энергию движения от устройства ЧПУ 2 через блок 3 управления, кинематически связан через передачу винт-гайка 4 с продольным столом 5, на котором установлены делительные столы 6 и 7.
Функциональная связь между продольным столом 5 и делительными столами 6 и 7, воспроизводящая зубчато-реечное зацепление, обеспечивается частью устройства синхронизации, включающей первый, третий и четвертый каналы, согласующей на этапе врезания поступательное перемещение продольного стола с вращением делительных столов.
Функциональная связь между щтоссе- лем 8 инструмента и делительными столами 6 и 7, воспроизводящая зубчатое зацепление, обеспечивается другой частью устройства синхронизации, включающей второй, третий и четвертый каналы, согласующей на этапе профилирования вращение щтосселя с вращением делительных столов. Таким образом, обе части устройства имеют общий участок, состоящий из третьего и четвертого каналов.
Первый канал содержит линейный импульсный измерительный преобразователь 9, например фотоэлектрический, установленный на продольном столе 5 и соединенный через усилитель 10 импульсного сигнала с первым счетчиком 11, к которому подключен также первый задатчик 12 передаточного отнощения. Выход счетчика 11 соединен с блоком 13 задания подачи врезания и с одним из входов первого элемента ИЛИ 14.
Второй канал содержит первый круговой импульсный измерительный преобразователь 15, например фотоэлектрический, установленный на щтосселе 8 и соединенный через усилитель 16 импульсного сигнала со вторым счетчиком 17, выход которого соединен с блоком 18 задания круговой подачи и со вторым входом первого элемента ИЛИ 14. К счетчику подключен задатчик 19 передаточного отношения. Привод вращения штосселя 8 осуществляется от электродвигателя 20, получающего энергию от устройства ЧПУ 2 через блок 21 управления.
Блоки задания подачи врезания 13 и задания подачи 18 соединены с входами второго элемента ИЛИ 22.
Третий канал содержит второй круговой импульсный измерительный преобразователь 23, установленный на делительном столе 6 и соединенный через усилитель 24 импульсного сигнала и третий счетчик 25 со вторым входом первого фазового дискримиQ натора 26, первый вход которого соединен с выходом первого элемента ИЛИ 14. К счетчику 25 подключен третий задатчик 27 передаточного отнощения.
Выход фазового дискриминатора 26 посредством первого импульсно-аналогового
5 преобразователя 28 соединен с первым входом первого суммирующего усилителя 29. К второму входу этого усилителя присоединен выход второго элемента ИЛИ 22. Выход усилителя 29 через усилитель 30 мощQ ности соединен с электродвигателем 31 привода делительного стола 6.
Четвертый канал аналогичен третьему и содержит третий круговой импульсный измерительный преобразователь 32, установленный на делительном столе 7 и соединен5 ный через усилитель 33 импульсного сигнала и четвертый счетчик 34, к которому подключен третий задатчик 27 передаточного отнощения, со вторым входом второго дискриминатора 35. Первый вход этого дискрими натора соединен с выходом первого элемен та ИЛИ 14.
Выход второго фазового дискриминатора 35 посредством второго импульсно-аналогового преобразователя 36 соединен с первым входом второго суммирующего усили5 теля 37, к второму входу которого присоединен выход второго элемента ИЛИ 22. Выход усилителя 37 через усилитель 38 мощности соединен с электродвигателем 39 привода делительного стола 7.
Штоссель 8 смонтирован с возможностью вращения в гильзе 40, кинематически связанной посредством кулисного механизма 41 с электродвигателем 42 привода поступательно-возвратного движения инструмента. В качестве электродвигателей 1, 20, 31
5 и 39 используются высокомоментные мащи- ны постоянного тока, позволяющие осуществлять бесступенчатое регулирование круговой частоты при настройке на режим обработки. Причем электродвигатель 1 привода продольного стола 5 и электродвигатель 20
0 привода щтосселя являются задающими координатами соответственно движений врезания и профилирования, включаемыми последовательно по циклу работы станка. Управление этими электродвигателями независимо от способа задания программы осуществляется от устройства ЧПУ 2.
Круговая частота вращения электродвигателей 31 и 39 на этапе врезания уставав
ливается блоком 13, а круговая частота их вращения на этапе профилирования - блоком 18.
, Передаточное отно1нение функциональной связи продольного стола 5 с делитель- ными столами б и 7 устанавливается задат- чиками 12 и 27 передаточных отношений в виде коэффициентов, определяющих соотношение круговой частоты винта 4 передачи (задающая координата) и круговой часто- ты делительных столов. Аналогично,задатчи- ками 19 и 27 передаточных отношений устанавливается передаточное отношение функциональной связи штосселя 8 (задающая .координата) и делительных столов.
стр|)йство работает следующим образом. .
При включении электродвигателя 42 получает поступательно-возвратное движение П, гильза 40 штосселя 8. Затем после ускоренного перемещения продольного стола 5 в исходную для обработки точку по программе электродвигатель 1 переключается на подачу врезания (движение П задающей координаты). Одновременно включается часть устройства синхронизации движений, обеспечивающая функциональную связь продольного стола 5 с делительными столами 6 и 7.
Линейный импульсный измерительный преобразователь 9 вырабатывает высокочастотный импульсный сигнал, поступаю- щий через усилитель 10 импульсного сигнала в счетчик 11, в котором происходит деле- кие импульсного сигнала посредством сигнала, поступающего от задатчика 12 передаточного отнощения. Результирующий сигнал запускает блок 13 задания подачи вре- зания и одновременно поступает на один из входов первого элемента ИЛИ 14.
Блок 13 вырабатывает аналоговый сигнал, соответствующий круговой частоте вращения БЗ делительных столов 6 и 7 в движении врезания. Этот сигнал через один из входов второго элемента ИЛИ 22 поступает на вторые входы суммирующих усилителей 29 и 37 и затем через усилители 30 и 38 мощности приводит во вращение электродвигатели 31 и 39. В итоге такого прохож- дения сигнала, вырабатываемого задающей координатой, осуществляется посредством движений П,, Пг, БЗ этап врезания на высоту зуба.
Одновременно осуществляется коррекция движений делительных столов. С началом движений Bj делительных столов 6 и 7 установленные на них второй и третий круговые импульсные измерительные преобразователи 23 и 32 вырабатывают высокочастотные импульсные сигналы, поступаю- щие после усиления в импульсных усилителях 24 и 33 в счетчики 25 и 34 соответственно третьего и четвертого каналов. В этих
15
5
5 ю
0
О 5
5
5
0
счетчиках происходит деление сш налов за счет импульсного сигнала, поступающего от задатчика 27 передаточного отношения. Итоговые сигналы, соотиетствчющие заданному передаточному отношению coi nacoiuunibix движений Пг и БЗ, поступают на вторые ды первого 26 и второго 35 фазовы.х дискриминаторов, на первые вхо,1ы которых поступает сигнал задающей координаты с выхода первого элемента ИЛИ 14.
Б фазовых дискриминаторах происходит сравнение сигнала задающей координаты с сигналами обратной связи, вырабатываемыми ведомыми координатами - преобразователями 23 и 32. В результате сравнения на выходах обоих фазовых дискриминаторов образуются корректирующие сигналы по обеим ведомым кодрдинатам. Эти сигналы после преобразования в аналоговую форму в и.мпульсно-аналоговых преобразова-. телях 28 и 36 поступают на первые входы соответственно нервого 29 н второго 37 суммирующих усилителей. В этих усилителях в итоге суммирования происходит корреляция путевых сигналов упраапения электродвигателями 31 и 39, поступающего от блока задания подачи врезания.
Таким образом, осуществляется синхронизация движения делительных столов 6 и 7 с продольным столом 5 на этане врезания.
После врезания долбяка на высоту зубьев обрабатываемых колее по программе отключается электродвигатель 1 задающей координаты этапа врезания и выключается первый канал. Одновременно от устройства ЧПУ включается электродв1 гатель 20 привода вращения штосселя 8 и второй канал, являющиеся задающей координатой этапа профилирования, на котором обеспечивается функциональная связь штосселя инструмента с делительными столами 6 и 7.
Первый круговой импульсный измерительный преобразователь 15 задающей координаты вырабатывает высокочастотный импульсный сигнал, поступающий через усилитель 16 в счетчик 17, в котором происходит его деление посредством сигнала, поступающего от задатчика 19 передаточного отношения. Задающий сигнал, поступающий со счетчика 17, запускает блок 18 задания круговой подачи, вырабатывающий аналоговый сигнал, который после прохождения первого 29 и второго 37 суммирующих усилителей и первого 30 и второго 38 усилителей мощности включает в работу электродвигатели 31 и 39 приводов делительных столов соответственно 6 и 7 (ведомые координаты этапа профилирования). Б результате осуществляется профилирование обрабатываемых колес посредством вращеПИЯ в, 1ПТОСССЛЯ 8, согласованного с вращениями Bj делительных столов 6 и 7.
Одновременно с началом движений делительных столов осун1.ествляется коррекция их вращений 85. Второй 23 и трегий 32 круговые импульсные измерительные преобразователи вырабатывают высоко ; стот- ные имнульсные сигналы, поступающие в соответствующие счетчики 25 и 34, где происходит деление сигналов юсредством сигнала, ностунающего от за датчика 27 передаточного OTHOHjeHHH. Итоговые сигналы, соответствующие передаточному отнощению согласованных врангений В и В, поступают на вторые входы первого 26 и второго 35 фазовых дискриминаторов, на первые входы которых поступает через первый элемент ИЛИ 14 сигнал со счетчика 17.
В фазовых дискриминаторах происходит сравнение сигнала задающей координаты с сигналами обратной связи ведомых координат. В итоге на выходах фазовых дискриминаторов появляются корректирующие сигналы. Эти сигналы после преобразования в импульсно-аналоговых преобразователях 28 и 36 поступают на первые входы соответствующих суммирующих усилителей 29 и 37, где происходит коррекция путевых сигналов управления электродвигателями 31 И 39.
После обработки зубчатых колес в течение одного полного оборота делительных столов на этале профилирования по программе долбяк выводится в крайнее верхнее положение, движения В и BS выключаются и продольный стол на ускоренном ходу отводится в исходное положение.
Формула изобретения
Устройство для синхронизации приводов зубодолбежного станка, выполненное в виде трех каналов синхронизации, блока задания круговой подачи и блока задания подачи
врезания, в котором первый канал содержит линейный импульсный преобразователь, установленный на продольном столе и связанный с первым счетчиком, второй канал содержит установленный на щтосселе инструмента первый круговой импульсный преобразователь, связанный с вторым счетчиком, выход которого соединен с блоком задания круговой подачи и с первыми входа-.
Q ми первого и второго фазовых дискриминаторов, третий канал содержит установленный на первом делительном столевторой круговой импульсный преобразователь, связанный с третьим счетчиком, выход которого соединен с вторым входом первого фазо5 вого дискриминатора, выходы фазовых дискриминаторов через импульсно-аналого- вые преобразователи соединены с первыми входами соответственно первого и второго суммирующих усилителей и каналы синхроQ пизации снабжены первым, вторым и третьим задатчиками передаточных отношений, соединенными с соответствующими счетчиками, отличающееся тем, что, с целью ргс- щирения области применения, в него дополнительно введены четвертый канал синхро5 низации и два элемента ИЛИ, четвертый канал содержит установленный на втором делительном столе третий круговой импульсный преобразователь, связанный с четвертым счетчиком, выход которого соединен с вторым входом второго фазового дискриминатора, входы первого элемента -ИЛИ соединены с первым и вторым счетчиками, а выход - с первыми входами фазовых дискриминаторов, входы второго элемента ИЛИ соединены с блоком задания круговой
- подачи и блоком задания подачи врезания, а выход - с вторыми входами еуммирую- щих усилителей, выходы которых через усилители мощности соединены с приводами делительных столов, причем блок задания подачи врезания соединен с первым
0
0
счетчиком, а третий задатчик передаточного отнощения - с четвертым счетчиком.
у 15
20
IPi.l у
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1986 |
|
SU1371862A1 |
| Зубодолбежный станок | 1985 |
|
SU1273217A1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1988 |
|
SU1565649A2 |
| Зубодолбежный станок с ЧПУ | 1986 |
|
SU1366360A1 |
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ С ЧПУ | 1988 |
|
RU2023551C1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2025233C1 |
| Зубодолбежный станок | 1990 |
|
SU1734984A1 |
| РОТОРНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2022729C1 |
| Роторный зубодолбежный станок | 1987 |
|
SU1583229A1 |
| Роторный зубодолбежный станок с ЧПУ | 1989 |
|
SU1779542A1 |
Изобретение относится к устройствам для синхронизации приводов врезания и профилирования зубодолбежного станка. Цель изобретения - расширение области применения за счет возможности использования в станках с двумя делительными столами. Устройство выполнено в виде четырех каналов, блоков задания подачи врезания и круговой подачи. Цри этом количество его выходных координат не увеличилось, т. е. равно двум. Это достигнуто благодаря введению элементов ИЛИ, что позволило выходные координаты соединить с делительными столами, а первый и второй каналы перевести в разряд задающих координат, включаемых последовательно но циклу работы. 2 ил. СО ю 00 ел О5
| Зубодолбежный станок | 1985 |
|
SU1273217A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
