Изобретение относится к станкостроению, в частности к зубодолбежным станкам с ЧПУ для обработки зубчатых колес в условиях обката, и является усовершенствованием устройства по авт. св. № 1371862.
Цель изобретения - повышение точности за счет обеспечения одинаковых условий работы второй и третьей задающих координат.
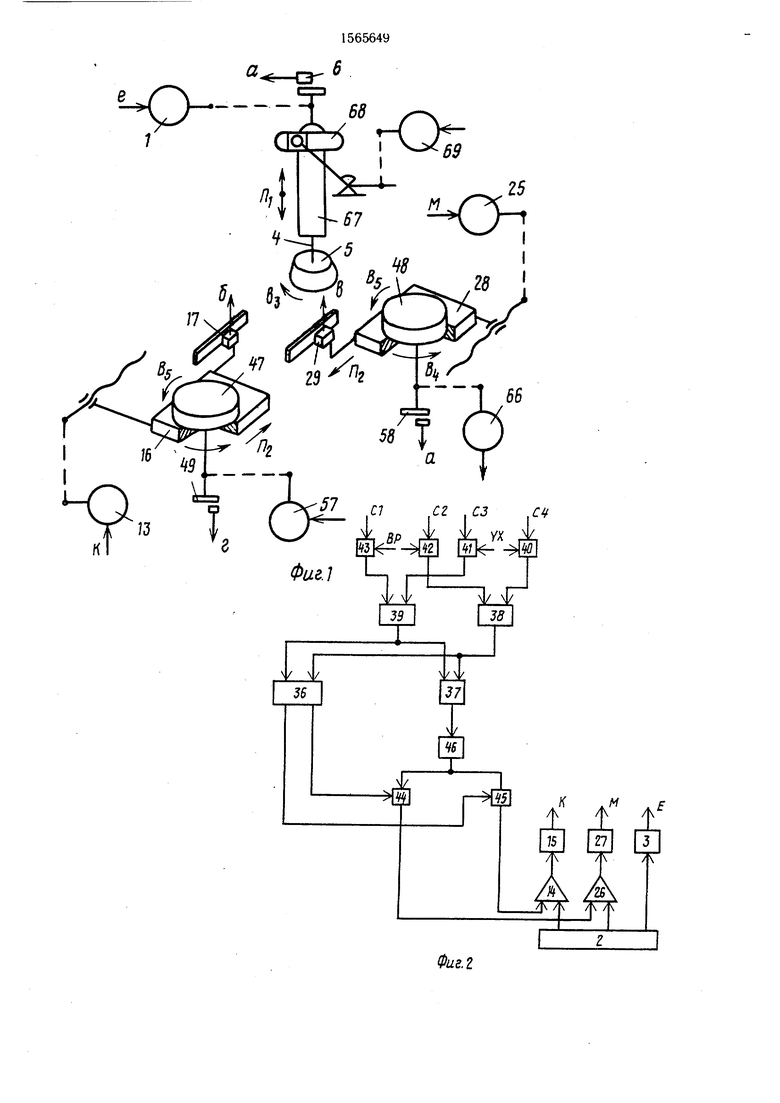
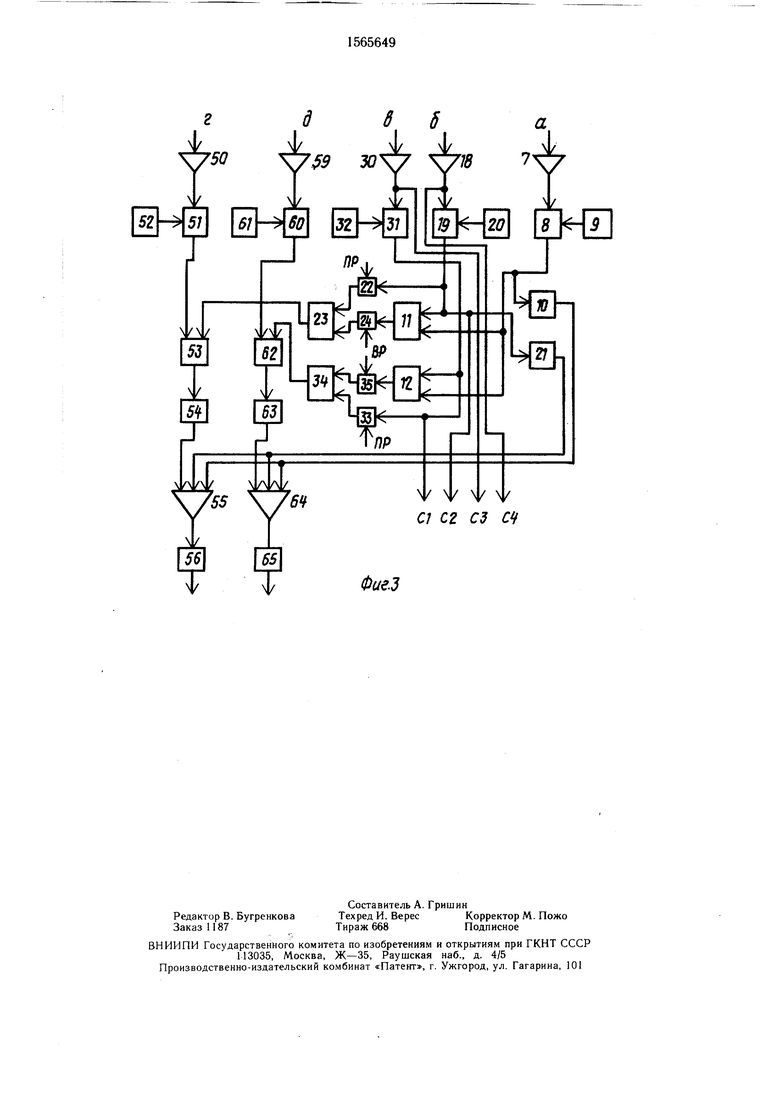
На фиг. 1 показана схема приводов зубо- долбежного станка; на фиг. 2 - блок-схема устройства для синхронизации приводов задающих координат; на фиг. 3 - блок-схема устройства для синхронизации приводов для ведомых координат.
Электродвигатель 1 первой задающей координаты, получающий энергию движения от устройства ЧПУ 2 через блок 3 путевого управления, кинематически связан со штос- селем 4 долбя ка 5.
Первый канал задающей координаты содержит установленный на штосселе 4 круговой импульсный измерительный преобразователь 6, соединенный через усилитель 7 импульсного сигнала с первым счетчиком 8, к которому подключен первый задатчик 9 передаточного отношения. Выход счетчика 8 соединен с блоком 10 задания круговой подачи и вторыми входами первого и второго сумматоров 11 и 12.
Электродвигатель 13 второй задающей координаты, получающий энергию движения от устройства ЧПУ 2 через первый вход третьего суммирующего усилителя 14 и блока 15 путевого управления, кинематически связан с первым продольным столом 16.
Второй канал задающей координаты содержит линейный импульсный измерительный преобразователь 17, установленный иа продольном столе 16 и соединенный чеел
О СП
О
со
14)
рез четвертый усилитель импульсного сигнала 18 с четвертым счетчиком 19, к которому подключен четвертый задатчик 20 передаточного отношения. Выход счетчика 19 соединен с блоком 21 задания подачи врезания, через первый элемент И 22 с первым входом первого элемента ИЛИ 23 и первым входом первого сумматора 11, выход которого через второй элемент И 24 соединен с вторым входом элемента ИЛИ 23.
Электродвигатель 25 третьей задающей координаты, получающий энергию движения от устройства ЧПУ 2, через первый вход четвертого суммирующего усилителя 26 и блока 27 путевого управления, кинематически связан с вторым продольным столом 28.
Третий канал задающей координаты содержит линейный импульсный измерительный преобразователь 29, установленный на продольном столе 28 и соединенный через пятый усилитель импульсного сигнала 30 с пятым счетчиком 31, к которому подключен пятый задатчик 32 передаточного отношения. Выход счетчика 31 соединен через третий элемент И 33 с первым входом элемента ИЛИ 34 и с первым входом второго сумматора 12, выход которого через четвертый элемент И 35 соединен с вторым входом элемента ИЛИ 34.
Вторая и третья задающие координаты для обеспечения синхронной работы соединены между собой посредством схемы, включающей фазовый компаратор 36 и третий фазовый дискриминатор 37, первые входы которых соединены с выходом третьего элемента ИЛИ 38, а вторые входы - с выходом четвертого элемента ИЛИ 39. Первые входы третьего и четвертого элементов ИЛИ 38 и 39 соединены соответственно через пят,ый и шестой элементы и 40 и 41 с четвертым и пятым импульсными измерительными преобразователями 17 и 29, а вторые входы - соответственно через седьмой и восьмой элементы И 42 и 43 с четвертым и пятым счетчиками 19 и 31.
Первый и второй входы фазового компаратора 36 соединены с управляющими (потенциальными) входами соответственно первого и второго .ключей 44 и 45. С аналоговыми входами ключей 44 и 45 через третий импульсно-аналоговый преобразователь 46 соединен выход фазового дискриминатора 37. Выход ключа 44 соединен с вторым входом четвертого суммирующего усилителя 26, а выход ключа 45 - с вторым входом третьего суммирующего усилителя 14.
Ведомыми координатами являются делительные столы 47 и 48, установленные соответственно на продольных столах 16 и 28.
Канал первой ведомой координаты содержит второй импульсный измерительный преобразователь 49, установленный на делительном столе 47 и соединенный через второй усилитель 50 импульсного сигнала с вторым счетчиком 51, к которому под
ключей второй задатчик 52 передаточного отношения. Выход счетчика 51 соединен с первым входом первого фазового дискриминатора 53, второй вход которого соединен с выходом элемента ИЛИ 23, а выход - через
импульсно-аналоговый преобразователь 54 с первым входом первого суммирующего усилителя 55. Второй вход суммирующего усилителя 55 соединен с блоком 10 задания круговой подачи, его третий вход - с бло0 ком 21 задания подачи врезания, а выход - через первый усилитель 56 мощности с электродвигателем 57 привода первой ведомой координаты.
Канал второй ведомой координаты содержит третий импульсный измерительный преобразователь 58, установленный на делительном столе 48 и соединенный через третий усилитель импульсного сигнала 59 с третьим счетчиком 60, к которому подключен третий задатчик 61 передаточного от0 ношения. Выход счетчика 60 соединен с первым входом второго фазового дискриминатора 62, второй вход которого соединен с выходом элемента ИЛИ 34, а выход через импульсно-аналоговый преобразователь 63 с первым входом второго суммирующего усилителя 64. Второй и третий входы суммирующего усилителя 64 соединены соответственно с блоком 10 задания круговой подачи и блоком 21 задания подачи врезания, а выход - через второй усилитель 65 мощ0 ности с электродвигателем 66 привода второй ведомой координаты.
Привод поступательно-возвратного движения гильзы 67 штосселя 4 долбяка осуществляется посредством кулисного механизма 68 от электродвигателя 69.
5 В качестве электродвигателей 1, 13, 25, 57 и 66 используются высокомоментные машины постоянного тока, позволяющие осуществлять бесступенчатое регулирование круговой частоты при настройке на режим работы.
0 Функциональная связь штосселя 4 и делительных столов 47 и 48 осуществляется посредством канала первой задающей координаты и обоих каналов ведомых координат. Эта связь воспроизводит станочное зубчатое
5 зацепление, соответствующее зацеплению долбяка и обрабатываемого колеса, и определяет этап профилирования колес. Передаточное отношение связи устанавливается блоками 9 и 52 для первой ведомой координаты и блоками 9 и 61 для второй ведомой
0 координаты. При этом передаточное отношение задается в виде коэффициента, определяющего соотношение круговой частоты штосселя и круговой частоты делительных столов. Круговая подача обоих делительной столов устанавливается блоком 10.
5 Функциональная связь этапа врезания между продольным 16 и делительным 47 столами осуществляется посредством канала второй задающей координаты и первой ведомой координаты. Аналогичная связь между продольным столом 28 и делительным столом 48 осуществляется посредством канала третьей задающей координаты и второй веПосле перемещения продольных столов 16 и 28 в исходную для врезания точку по команде «Врезание электродвигатели 13 и 25 переключаются на рабочую круговую
домой координаты. Эти связи воспроизводят с частоту, соответствующую движению ГЬ про- зубчато-реечные зацепления. Передаточное дольных столов. Одновременно включается
привод поступательно-возвратного движения FIi долбяка и электродвигатель 1 первой
отношение этих связей устанавливается за- датчиками передаточного отношения, которое задается в виде коэффициента, определяющего соотношение круговых частот винтов,
задающей координаты (двидение Вз долбяка), а с элементов И 40 и 41 снимается упсоответствующих винтовых передач, через 1 равляющий сигнал УХ и на элементы И 24,
35, 42, 43 подается управляющий сигнал ВР, открывающий эти элементы.
которые осуществляется связь электродвигателей с продольными столами, и круговых частот делительных столов. Круговая подача обоих делительных столов на этапе врезания устанавливается блоком 21.
Устройство работает следующим образом.
Первый этап - врезание. По команде «Ускоренный ход от устройства ЧПУ 2 включаются электродвигатели 13 и 25 второй и третьей задающих координат. Одно35, 42, 43 подается управляющий сигнал ВР, открывающий эти элементы.
Импульсные измерительные преобразователи 6, 17 и 29 соответственно первой, 15 второй и третьей задающих координат вырабатывают высокочастотные импульсные сигналы, которые, пройдя усилители импульсных сигналов соответственно 7, 18 и 30, поступают в счетчики 8, 19 и 31 импульсов. В счетчиках происходит деление
временно на элементы И 40 и 41 подается 20 импульсных сигналов посредством сигналов, управляющий потенциал УХ, который откры- поступающих от соответствующих задатчи- вает эти элементы. Продольные столы 16 ков 9, 20 и 32 передаточных отношений, и 28 на ускоренном ходу перемещаютсяСигнал с выхода первого счетчика 8
в исходную для врезания точку.запускает блок 10 круговой подачи и одноИнформация о действительной скорости 25 временно поступает на вторые входы сум- перемещения продольных столов 16 и 28, непрерывно вырабатываемая импульсными измерительными преобразователями 17 и 29, поступает через элементы И 40 и 41 и элементы ИЛИ 38 и 39 на входы фазового
маторов 11 и 12. Сигнал с выхода четвертого счетчика 19 запускает блок 21 подачи врезания и одновременно поступает на первый вход сумматора 11, а сигнал с выхода пятого счетчика 31 поступает на перкомпаратора 36 и фазового дискриминато- 30 вый вход сумматора 12.
ра 37.
В фазовом компараторе 36 происходит сравнение высокочастотных последовательностей импульсов, являющихся аналогами действительных значений ускоренного хода
Блок 10 задания круговой подачи и блок 21 задания подачи врезания вырабатывают аналоговые сигналы, которые поступают соответственно на вторые и третьи входы суммирующих усилителей 55 и 64. Попродольных столов по фазе. При сдвиге 35 парно складываясь, эти сигналы через уси- фаз, т.е. при отставании одного из про- лители 56 и 65 мощности приводят во вра- дольных столов, на выходе фазового ком-щение электродвигатели 57 и 66 приводов
делительных столов 47 и 48. В итоге делительные столы получают начальное вращательное движение, состоящее из суммы движений В4 и BS. При этом движение 84 совместно с движением Вз долбяка образует движение обката, воспроизводящее зубчатое зацепление, а движение BS совместно с движением Па продольных столов образует двипаратора, соответствующем этому столу, сигнала нет, а на выходе, соответствующем опережающему продольному столу, появляется сигнал.
Одновременно в фазовом дискриминаторе 37 сравниваются те же сигналы. С его выхода результирующий сигнал-аналог абсолютной величины отставания одного из столов
делительных столов 47 и 48. В итоге делительные столы получают начальное вращательное движение, состоящее из суммы движений В4 и BS. При этом движение 84 совместно с движением Вз долбяка образует движение обката, воспроизводящее зубчатое зацепление, а движение BS совместно с движением Па продольных столов образует двипосле преобразования в импульсно-аналого- 45 жение обката, воспроизводящее зубчато- вом преобразователе поступает на аналоговые входы ключей 44 и 45, на управляющий вход одного из которых поступает сигнал с фазового компаратора 36. В результате сигнал вырабатываемый фазовым дискриминатором 37, поступает на второй 50 вход или третьего суммирующего усилителя 14, или четвертого суммирующего усилителя 26 для коррекции путевого сигнала управления отстающего продольного стола. В итоге продольные столы 16 и 28 перемещаются в исходную для врезания точку синхронно, независимо от возможной неодинаковости условий работы пар трения подвижных узлов.
55
реечное зацепление.
Второй 49 и третий 58 импульсные измерительные преобразователи обеих ведомых координат вырабатывают импульсные сигналы, которые после предварительного усиления в усилителях 50 и 59 поступают в счетчики 51 и 60, где происходит деление посредством сигналов, поступающих от соответствующих задатчиков 52 и 61 передаточных отношений.
Сигналы с выходов счетчиков 51 и 60 поступают на первые входы соответствующих фазовых дискриминаторов 53 и 62. На второй вход фазового дискриминатора 53 через элементы ИЛИ 23 и И 24 поступает
После перемещения продольных столов 16 и 28 в исходную для врезания точку по команде «Врезание электродвигатели 13 и 25 переключаются на рабочую круговую
частоту, соответствующую движению ГЬ про- дольных столов. Одновременно включается
задающей координаты (двидение Вз долбяка), а с элементов И 40 и 41 снимается уп равляющий сигнал УХ и на элементы И 24,
равляющий сигнал УХ и на элементы И 24,
35, 42, 43 подается управляющий сигнал ВР, открывающий эти элементы.
Импульсные измерительные преобразователи 6, 17 и 29 соответственно первой, второй и третьей задающих координат вырабатывают высокочастотные импульсные сигналы, которые, пройдя усилители импульсных сигналов соответственно 7, 18 и 30, поступают в счетчики 8, 19 и 31 импульсов. В счетчиках происходит деление
импульсных сигналов посредством сигналов, поступающих от соответствующих задатчи- ков 9, 20 и 32 передаточных отношений, Сигнал с выхода первого счетчика 8
временно поступает на вторые входы сум-
маторов 11 и 12. Сигнал с выхода четвертого счетчика 19 запускает блок 21 подачи врезания и одновременно поступает на первый вход сумматора 11, а сигнал с выхода пятого счетчика 31 поступает на первый вход сумматора 12.
Блок 10 задания круговой подачи и блок 21 задания подачи врезания вырабатывают аналоговые сигналы, которые поступают соответственно на вторые и третьи входы суммирующих усилителей 55 и 64. Попарно складываясь, эти сигналы через уси- лители 56 и 65 мощности приводят во вра- щение электродвигатели 57 и 66 приводов
парно складываясь, эти сигналы через уси- лители 56 и 65 мощности приводят во вра- щение электродвигатели 57 и 66 приводов
делительных столов 47 и 48. В итоге делительные столы получают начальное вращательное движение, состоящее из суммы движений В4 и BS. При этом движение 84 совместно с движением Вз долбяка образует движение обката, воспроизводящее зубчатое зацепление, а движение BS совместно с движением Па продольных столов образует движение обката, воспроизводящее зубчато-
жение обката, воспроизводящее зубчато-
реечное зацепление.
Второй 49 и третий 58 импульсные измерительные преобразователи обеих ведомых координат вырабатывают импульсные сигналы, которые после предварительного усиления в усилителях 50 и 59 поступают в счетчики 51 и 60, где происходит деление посредством сигналов, поступающих от соответствующих задатчиков 52 и 61 передаточных отношений.
Сигналы с выходов счетчиков 51 и 60 поступают на первые входы соответствующих фазовых дискриминаторов 53 и 62. На второй вход фазового дискриминатора 53 через элементы ИЛИ 23 и И 24 поступает
сигнал с сумматора 11, равный сумме сигналов счетчиков 8 и 19 первой задающих координат, а на второй вход фазового дискриминатора 62 через элементы ИЛИ 34 и И 35 поступает сигнал с сумматора 12, равный сумме сигналов счетчиков 8 и 31, первой и третьей задающих координат.
В результате сравнения в фазовых дискриминаторах прямых сигналов, поступающих от сумматоров, и сигналов обратной связи, поступающих от счетчиков 51 и 60 ведомых координат, на их выходах образуются корректирующие сигналы, которые после преобразования в импульсно- аналоговых преобразователях 54 и 63 поступают на первые входы суммирующих усилителей 55 и 64, где происходит коррекция путевого сигнала управления электродвигателями 57 и 66 ведомых координат.
Одновременно также как и при ускоренном ходе осуществляется синхронизация
10
15
путевого сигнала управления электродвигателями ведомых координат, вырабатываемого блоком 10 задания круговой подачи.
После профилирования зубчатых колес в течение полного оборота делительных столов на втором этапе по программе долбяк выводится в крайнее верхнее положение и продольные столы на ускоренном ходу отводятся в исходное для повторения цикла положение.
Формула изобретения
Устройство для синхронизации приводов врезания и профилирования зубодолбежно- го станка по авт. св. № 1371862, отличаю- щеесятем, что, с целью повышения точности, в устройство введены фазовый компаратор, третий фазовый дискриминатор, третий им- пульсно-аналоговый преобразователь, третий и четвертый суммирующие усилители, тредвижений продольных столов 16 и 28. Од- 20 тий и четвертый элементы ИЛИ, пятый - нако в этом случае на входы фазового ком-восьмой элементы И, первый и второй ключи,
причем первые входы фазового компаратора и третьего фазового дискриминатора объепаратора 36 и фазового дискриминатора 37 сигналы о действительных скоростях перемещения продольных столов поступают со счетдинены и подключены к входу третьего элечиков 19 и 31 через открытые по потен- 25 мента ИЛИ, вторые входы фазового компациальным входам элементы И 42 и 43. Таким образом, осуществляется синхронизация движения исполнительных органов на этапе касательного врезания.
Второй этап - профилирование. После завершения врезания электродвигатели 13 и 25 отключаются, и продольные столы 16 и 28 останавливаются. Управляющий сигнал ВР снимается с элементов И 24, 35, 42 и 43, а на элементы И 22 и ЗЗ подается управляющий сигнал ПР.
В итоге перестройки схемы вторая и третья задающие координаты отключаются. Отключаются также блок 21 задания подачи врезания и сумматоры И и 12. Движение делительных столов 47 и 48 замедляется, так как прекращается движение ВБ из-за прекращения движения Пг продольных столов.
При продолжающемся согласованном вращении Вз долбяка и В4 делительных столов сигнал со счетчика 8 канала первой
ратора и третьего фазового дискриминатора объединены и подключены к выходу четвертого элемента ИЛИ, первый вход которого подключен к выходу пятого элемента И, второй вход четвертого элемента ИЛИ
зо соединен с выходом шестого элемента И, первый вход третьего элемента ИЛИ подключен к седьмому элементу И, второй вход - к восьмому элементу И,первые входы пятого-восьмого элементов И являются управляющими, второй вход пятого
35 элемента И подключен к выходу пятого счетчика, второй вход седьмого элемента И - к выходу четвертого счетчика, второй вход шестого элемента И соединен с выходом пятого усилителя импульсного сигнала, второй вход восьмого элемента И - с выходом четвертого усилителя импульсного сигнала, первый и второй выходы фазового компаратора подключены к первым входам первого и второго ключей соответственно, вторые входы которых объединены и через
40
задающей координаты поступает на фа- 45 тРетий импульсно-аналоговый преобразовазовые дискриминаторы 53 и 62 соответственно через элементы И 22 и ИЛИ 23 и через элементы И 33 и ИЛИ 34. В фазовых дискриминаторах происходит сравнение сигналов, соответствующих движениям
тель подключены к выходу третьего фазового дискриминатора, выходы первого и второго ключей подключены к первым входам третьего и четвертого суммирующих усилителей соответственно, выходы третьего и четвертого
В3 и В4 задающей и ведомых координат. 50 суммирующих усилителей подключены к блоКорректирующий сигнал с выходов фазовых дискриминаторов после преобразования поступает на первые входы суммирующих усилителей 55 и 64, где происходит коррекция
кам путевого управления соответственно второй и третьей задающих координат, вторые входы третьего и четвертого суммирующих усилителей подключены к устройству ЧПУ.
0
5
путевого сигнала управления электродвигателями ведомых координат, вырабатываемого блоком 10 задания круговой подачи.
После профилирования зубчатых колес в течение полного оборота делительных столов на втором этапе по программе долбяк выводится в крайнее верхнее положение и продольные столы на ускоренном ходу отводятся в исходное для повторения цикла положение.
Формула изобретения
Устройство для синхронизации приводов врезания и профилирования зубодолбежно- го станка по авт. св. № 1371862, отличаю- щеесятем, что, с целью повышения точности, в устройство введены фазовый компаратор, третий фазовый дискриминатор, третий им- пульсно-аналоговый преобразователь, третий и четвертый суммирующие усилители, тре0 тий и четвертый элементы ИЛИ, пятый - восьмой элементы И, первый и второй ключи,
динены и подключены к входу третьего эле мента ИЛИ, вторые входы фазового компамента ИЛИ, вторые входы фазового компаратора и третьего фазового дискриминатора объединены и подключены к выходу четвертого элемента ИЛИ, первый вход которого подключен к выходу пятого элемента И, второй вход четвертого элемента ИЛИ
соединен с выходом шестого элемента И, первый вход третьего элемента ИЛИ подключен к седьмому элементу И, второй вход - к восьмому элементу И,первые входы пятого-восьмого элементов И являются управляющими, второй вход пятого
элемента И подключен к выходу пятого счетчика, второй вход седьмого элемента И - к выходу четвертого счетчика, второй вход шестого элемента И соединен с выходом пятого усилителя импульсного сигнала, второй вход восьмого элемента И - с выходом четвертого усилителя импульсного сигнала, первый и второй выходы фазового компаратора подключены к первым входам первого и второго ключей соответственно, вторые входы которых объединены и через
тРетий импульсно-аналоговый преобразоватРетий импульсно-аналоговый преобразователь подключены к выходу третьего фазового дискриминатора, выходы первого и второго ключей подключены к первым входам третьего и четвертого суммирующих усилителей соответственно, выходы третьего и четвертого
суммирующих усилителей подключены к блокам путевого управления соответственно второй и третьей задающих координат, вторые входы третьего и четвертого суммирующих усилителей подключены к устройству ЧПУ.
i-гч
f I
К
сг ,сз .ct
Ш ЦЗ
а
v v v v ci сг сз сч
Фие.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1986 |
|
SU1371862A1 |
| Устройство для синхронизации приводов зубодолбежного станка | 1986 |
|
SU1328156A1 |
| РОТОРНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2022729C1 |
| Зубодолбежный станок с ЧПУ | 1986 |
|
SU1366360A1 |
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ С ЧПУ | 1988 |
|
RU2023551C1 |
| Роторный зубодолбежный станок | 1987 |
|
SU1583229A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2025233C1 |
| Роторный зубодолбежный станок с ЧПУ | 1989 |
|
SU1779542A1 |
| Зубодолбежный станок | 1990 |
|
SU1734984A1 |
| Зубодолбежный станок | 1985 |
|
SU1273217A1 |
Изобретение относится к станкостроению, в частности к зубодолбежным станкам с ЧПУ для обработки зубчатых колес в условиях обката. Цель изобретения - повышение точности за счет обеспечения одинаковых условий работы второй и третьей задающей координат, за счет сравнивания сигналов - аналогов перемещения продольных столов, которые непрерывно сравниваются в фазовом компараторе и фазовом дискриминаторе. В результате сравнения определяется отстающий стол, и вырабатывается сигнал коррекции, который подается на вход суммирующего усилителя, через другой вход которого проходит сигнал управления отстающим столом. 3 ил.
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1986 |
|
SU1371862A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
