Изобретение относится к машиностроению, в частности к устройствам для двухстороннего шлифования и полирования деталей.
Известно устройство для двухстороннего шлифования и полирования деталей, содержащее два установленных с возможностью вращения вокруг своих осей притира с кольцевой рабочей поверхностью и расположенную между ними кассету с отверстиями для деталей, ось вращения которой параллельна осям вращения притиров.
Однако в таких устройствах при обработке тонких и хрупких деталей свободным абразивом вследствие частичного выхода деталей за пределы периферийной и внутренней кромки притиров возможна их поломка.
Целью изобретения является обеспечение высококачественной обработки тонких и хрупких деталей.
Поставленная цель достигается тем, что в устройстве для двухстороннего шлифования и полирования деталей, содержащем два установленных с возможностью вращения вокруг своих осей притира с кольцевой рабочей поверхностью и расположенную между ними кассету с отверстиями для деталей, ось вращения параллельна осям вращения притиров, согласно изобретению каждый из притиров снабжен жестко связанными с ним внешним и внутренним кольцами, расположенными заподлицо с рабочей поверхностью притира и выполненными из материала менее износостойкого, чем притир. Наружный диаметр внешних и внутренний диаметр внутренних колец выбраны из условия расположения кромок отверстий кассеты при наибольшем и наименьшем их удалении от осей вращения притиров в пределах их кольцевой рабочей зоны совместно с кольцами.
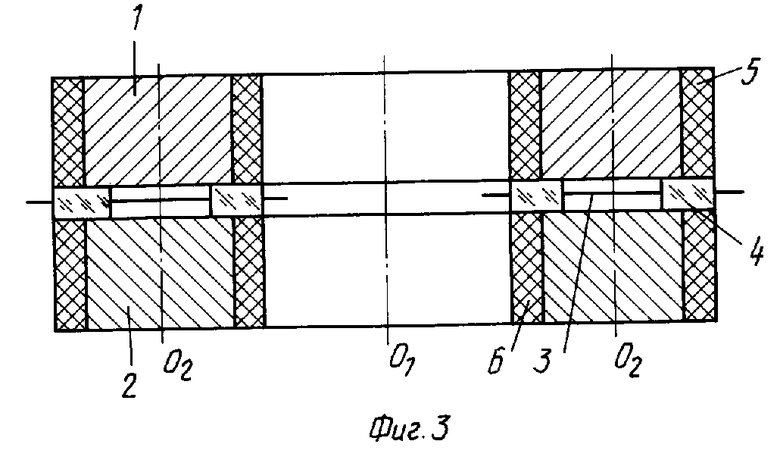
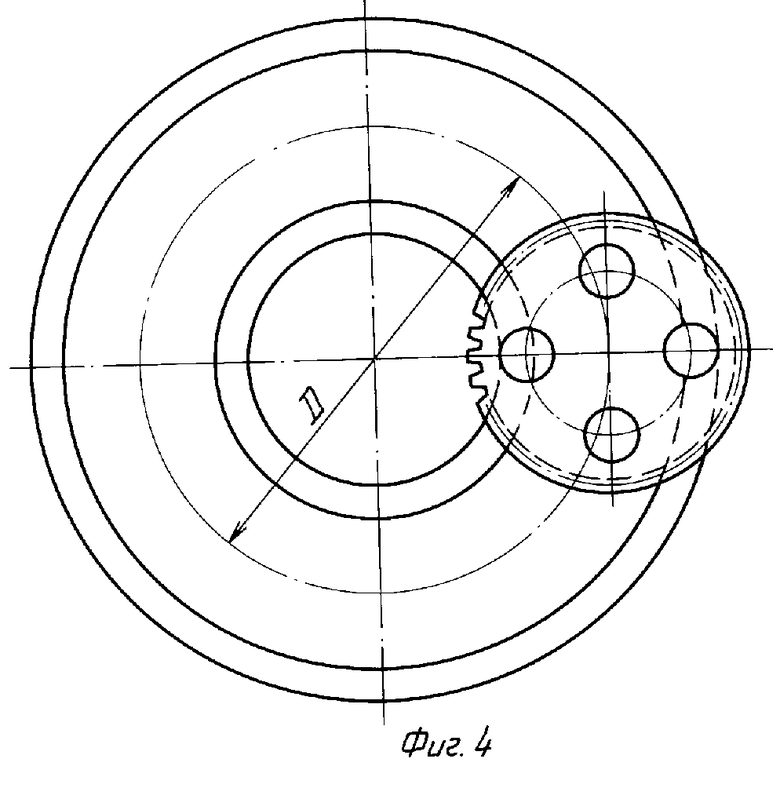
На фиг. 1 схематично изображено в разрезе описываемое устройство эксцентрикового станка; на фиг. 2 - вид сверху на устройство со снятым верхним притиром на фиг. 1; на фиг. 3 - вариант выполнения устройства для планетарного станка; на фиг. 4 - вид сверху на устройство со снятым верхним притиром на фиг. 3.
Изображенное на фиг. 1 устройство для шлифования и полирования деталей содержит два металлических притира 1 и 2, кассету 3 с деталями 4. Притиры 1, 2 и кассета 3 вращаются вокруг осей О1, О2 и О3 соответственно.
Верхний притир 1 и нижний притир 2 снабжены жестко связанными с ними внешним кольцом 5 и внутренним кольцом 6, выполненными из материала менее износостойкого, чем притиры 1 и 2, например, из оргстекла. Периферийные кромки кольца 5 верхнего и нижнего притиров и внутренние кромки кольца 6 верхнего и нижнего притиров расположены в пределах поверхности, ометаемой отверстиями кассеты.
При подаче абразивной смеси в рабочую зону устройства и вращении притира 1 кассета 3 с деталями 4 вращается вокруг оси О3, а притир 2 вращается вокруг оси О2. Оси вращения О1 и О3, как и оси вращения О3 и О2 смещены одна относительно другой на величину ε .
Изображенное на фиг. 3 устройство для шлифования и полирования деталей содержит два металлических притира 1 и 2, кассету 3 с деталями 4. Притиры вращаются вокруг оси О1, а кассета 3 с деталями 4 совершают планетарное движение. Верхний притир 1 и нижний притир 2 снабжены жестко связанными с ним внешними кольцами 5 и внутренними кольцами 6, расположенными заподлицо с рабочей поверхностью притира и выполненными из материала менее износостойкого, чем притир. Наружный диаметр внешних и внутренний диаметр внутренних колец выбраны из условия расположения кромок отверстий кассеты при наибольшем и наименьшем их удалении от осей вращения притиров в пределах ширины их кольцевой рабочей зоны совместно с кольцами.
П р и м е р. На эксцентриковом станке К3916 D = 140 мм; d1 = 85 мм; ε = 9,5 мм; D2 = 155 мм; d2 = 77 мм. Кассета из лавсана толщиной 0,05 мм. Были получены шлифованием микропорошком М7 электрокорунда белого детали из кристаллического кварца размером 20 х 24 х 0,059 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двустороннего полирования пластин | 1984 |
|
SU1238951A1 |
| Устройство для двусторонней доводки деталей | 1982 |
|
SU1057258A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1991 |
|
RU2028914C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ФАСОК И КРОМОК ОТВЕРСТИЙ | 1991 |
|
RU2045385C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| СПОСОБ СКВОЗНОГО БЕСЦЕНТРОВОГО НАРУЖНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2023575C1 |
| Устройство для торцового электроалмазного шлифования | 1983 |
|
SU1189613A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| Устройство для двустороннего шлифования и полирования деталей | 1989 |
|
SU1692822A1 |
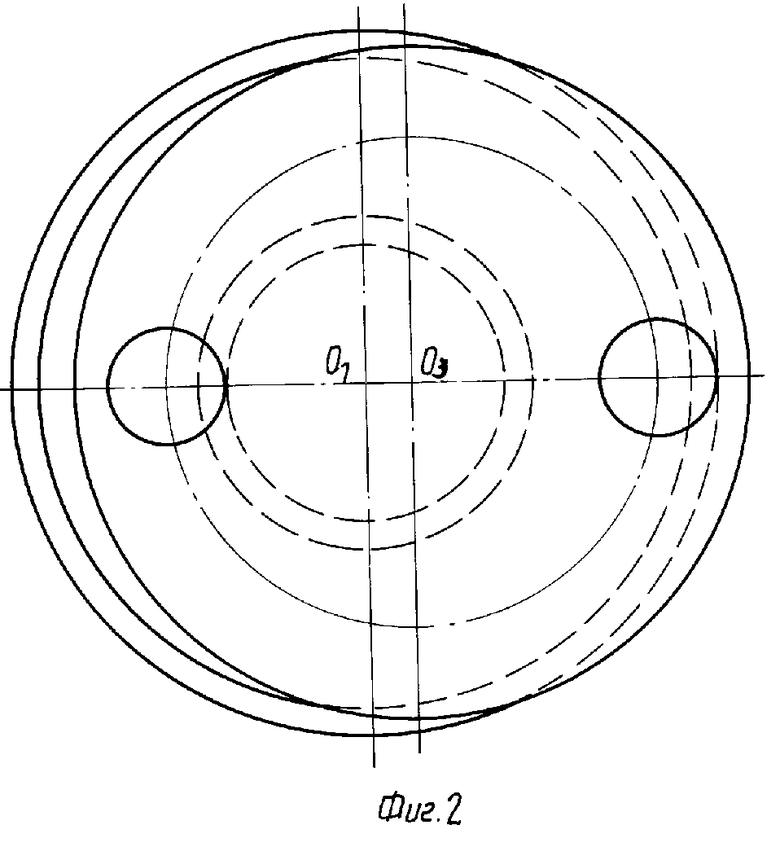
Использование: в машиностроении для двустороннего шлифования и полирования тонких и хрупких деталей. Сущность: устройство содержит два металлических притира 1 и 2 с кольцевой рабочей поверхностью и расположенную между ними кассету 3 с деталями 4. Оси вращения притиров и кассеты параллельны. Каждый притир снабжен жестко связанным с ним внешним 5 и внутренним 6 кольцами. Кольца выполнены из материала с изнашиваемостью, большей изнашиваемости материала рабочей поверхности притира. Рабочие поверхности колец лежат в плоскости рабочей поверхности притира. Наружный диаметр внешних и внутренний диаметр внутренних колец выбраны из условия расположения кромок отверстий кассеты при наибольшем и наименьшем их удалении от осей вращения притиров в пределах ширины их кольцевой рабочей зоны совместно с кольцами. 4 ил.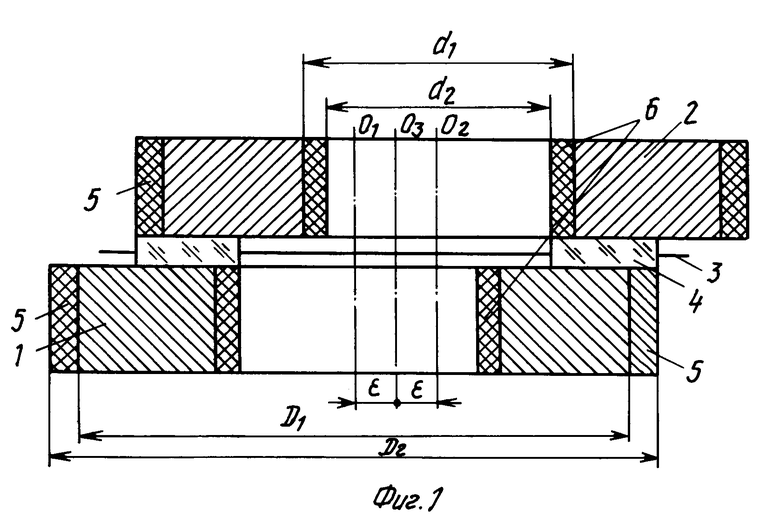
УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ДЕТАЛЕЙ, содержащее два установленных с возможностью вращения вокруг своих осей притира с кольцевой рабочей поверхностью и расположенную между ними кассету с отверстиями для деталей, ось вращения которой параллельна осям вращения притиров, отличающееся тем, что каждый из притиров снабжен жестко связанными с ним внешним и внутренним кольцами, расположенными заподлицо с рабочей поверхностью притира и выполненными из материала менее износостойкого, чем материал притира, при этом наружный диаметр внешних и внутренний диаметр внутренних колец выбраны из условия расположения кромок отверстий кассеты при наибольшем и наименьшем их удалении от осей вращения притиров в пределах ширины их кольцевой рабочей зоны совместно с кольцами.
| Доводка прецизионных деталей машин, под ред.Г.М.Ипполитова, М.: Машиностроение, 1978, с.107-110, рис.42а,б. |
