Изобретение относится к электрохимической и химической обработке деталей и может быть применено в гальваническом, химическом и других производствах, использующих перемешивание обрабатывающей среды, в частности гальванических ванн в составе автооператорных автоматических линий гальванопокрытий.
Известен способ обработки деталей в жидких средах, преимущественно при электрохимической и химическом процессах, включающий транспортирование приспособлений с деталями над технологическими агрегатами, непрерывное перемещение жидкой среды технологических агрегатов сжатым воздухом с удельным расходом 0,15-0,25 л/мин на 1 электролита (раствора), загрузку и выгрузку приспособлений с деталями в (из) технологические (-х) агрегаты (-ов) и контроль длительности экспозиций деталей в технологических агрегатах.
Однако известный способ не позволяет обеспечить рациональное использование, в частности, сжатого воздуха, поскольку не учитывает состояние технологического агрегата (загружен или незагружен деталями), что в свою очередь приводит к значительному перерасходу сжатого воздуха, в частности в условиях многономенклатурного мелкосерийного производства.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату и выбранным в качестве прототипа является способ обработки деталей в жидких средах, преимущественно при электрохимическом и химическом процессах, включающий транспортирование приспособлений с деталями над технологическими агрегатами, загрузку приспособлений с деталями в технологические агрегаты с воздушной и жидкой обрабатывающей средой, контроль длительности экспозиций деталей в технологических агрегатах, перемешивание жидкой средой технологических агрегатов в процессе обработки деталей и выгрузку приспособлений с деталями из технологических агрегатов после истечения времени их обработки.
Недостатком известного способа, выбранного в качестве прототипа, является отсутствие взаимосвязи между процессом перемешивания жидкой обрабатывающей среды и длительность экспозиций деталей в технологических агрегатах, что в свою очередь приводит к непроизводительным затратам энергоресурсов, применяемым для осуществления процесса перемешивания, особенно в случае многопроцессорных гальванических линий с гибким циклом управления, когда неизбежны нарушения временного графика обработки деталей, и при аварийных ситуациях.
Другим недостатком известного способа является сравнительно невысокое качество обработки деталей, вызванное большей вероятностью выноса последними образующихся на поверхности и в жидкой среде технологических агрегатов сопутствующих продуктов обработки (пленок, пены, мусора и др.), поскольку в известном способе процесс перемешивания прекращают непосредственно в начальный момент выгрузки деталей из технологического агрегата, что в свою очередь увеличивает вероятность захвата деталями (располагаемыми в технологическом агрегате на 100-150 мм ниже уровня жидкости в последнем) пены, мусора и пленок, находящихся на спокойной поверхности жидкой среды технологического агрегата.
Целью изобретения является рациональное использование энергоресурсов, применяемых для осуществления перемешивания обрабатывающей среды технологических агрегатов, за счет обеспечения взаимосвязи между процессами перемешивания и длительностью экспозиций деталей в технологических агрегатах, и повышение качества обработки деталей за счет снижения вероятности выноса последними образующихся на поверхности и в жидкой среде технологических агрегатов сопутствующих продуктов обработки.
Поставленная цель достигается тем, что в известном способе обработки деталей в жидких средах, преимущественно при электрохимических и химических процессах, заключающемся в транспортировании приспособлений с деталями над технологическими агрегатами, загрузка приспособлений с деталями в технологические агрегаты с жидкой обрабатывающей средой, контроле длительности экспозиций деталей в технологических агрегатах, перемешивании обрабатывающей среды технологических агрегатов и выгрузке приспособлений с деталями из технологических агрегатов, в процессе обработки деталей в технологических агрегатах с жидкой средой, перемешивание последней прекращают в случае превышения времени обработки в них деталей и величины возможного (по технологии) его увеличения, а в процессе выгрузки приспособлений с деталями из технологических агрегатов с жидкой средой производят процесс ее перемешивания, при этом фиксируют момент полного выхода деталей из жидкой среды технологического агрегата, по достижению которого прекращают процесс перемешивания.
Причем момент полного выхода деталей из обрабатывающей среды технологического агрегата определяют из соотношения:
ti,jв,(н) + τi,jвых.,m-τим.,io≅
≅ti,jп,в(к)≅ti,jв(к)+τi,jвых.,m, где ti,jп,в,(к) - момент окончания процесса перемешивания обрабатывающей среды i-го технологического агрегата (ТА), при выгрузке из него j-го приспособления с деталями;
К - индекс, обозначающий окончание процесса перемешивание (i = 1, 2,... ), (j = 1,2,...g);
ti,jв,(к) - момент начала выгрузки j-го приспособления с деталями из i-го ТА, Н - индекс, обозначающий начало операции выгрузки;
τi,jвых.,m, - время полного выхода деталей m-го типа J-го приспособления из i-го ТА, (m = 1,2,...l):
τ , где Hi,jдет.,m - глубина погружения деталей m-го типа J-го приспособления в i-м ТА;
, где Hi,jдет.,m - глубина погружения деталей m-го типа J-го приспособления в i-м ТА;
Vi,jв,m - скорость выгрузки деталей m-го типа J-го приспособления из i-го ТА;
τим,io - время отключения исполнительного механизма (ИМ) для перемешивания обрабатывающей среды i-го ТА.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявленный способ отличается от известного тем, что в процессе обработки деталей в технологических агрегатах перемешивание их обрабатывающей среды прекращают в случае превышения времени обработки в них деталей и величины возможного (по технологии) его увеличения, а в процессе выгрузки приспособлений с деталями из технологических агрегатов с жидкой средой производят процесс ее перемешивания, при этом фиксируют момент полного выхода деталей из жидкой среды технологического агрегата по достижению которого прекращают процесс перемешивания.
Кроме того, заявляемое техническое решение отличается от прототипа указанием соотношения, необходимого для определения момента полного выхода деталей из обрабатывающей среды технологического агрегата.
Осуществление способа рассмотрено на примере функционирования одного из вариантов установки для обработки деталей в жидких средах.
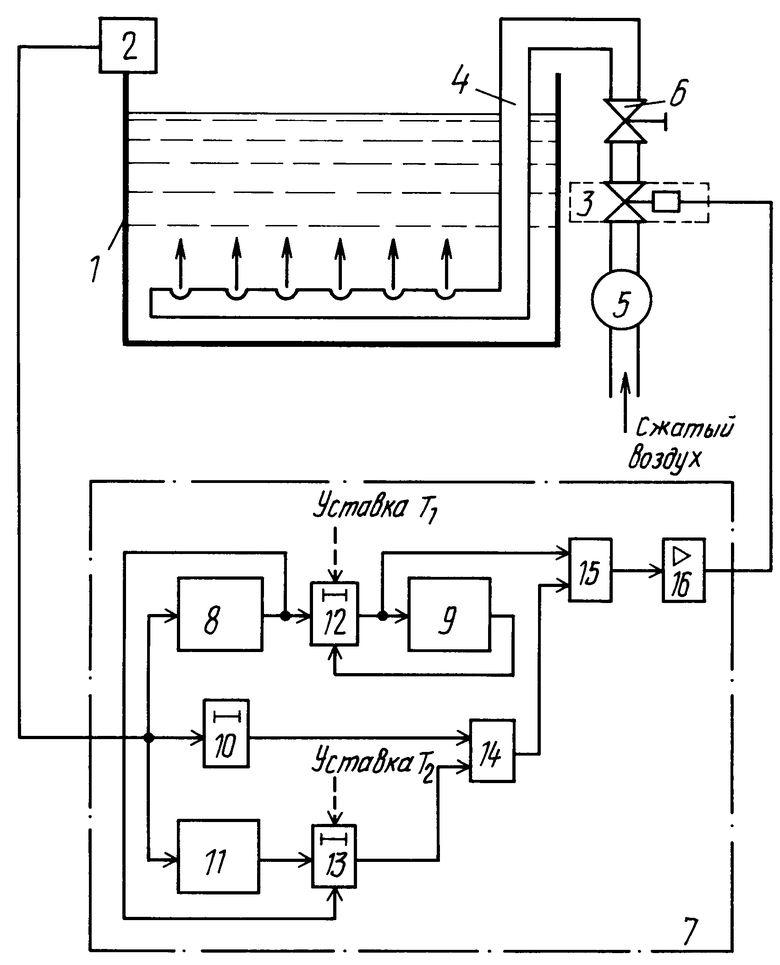
На чертеже представлена структурная схема установки для обработки деталей в жидких средах, вариант.
Установка для обработки деталей в жидких средах содержит технологический агрегат (ТА) 1 с жидкой обрабатывающей средой, датчик 2 загрузки приспособлений с деталями (не показаны), устройство для перемешивания, содержащее исполнительный механизм (ИМ) 3, барботер 4, технические средства регулирования интенсивности перемешивания обрабатывающей среды технологического агрегата (ТА), включающее регулятор 5 давления прямого действия, ручной вентиль 6 и муфту с контргайкой (не показана), а также блок 7 регулирования подачи воздуха. Блок 7 содержит схемы 8, 9 выделения заднего фронта, элемент 10 задержки, схему 11 выделения переднего фронта, таймеры 12, 13, логический элемент (ЛЭ) И 14, логический элемент (ЛЭ) ИЛИ 15 и усилитель 16 мощности.
В исходном состоянии в ТА 2 отсутствует приспособление с деталями. На выходе датчика 2 отсутствует сигнал с уровнем логической единицы (лог.1), поступающий на вход схемы 8, 11 и через элемент 10 задержки, величина которой определяется временем срабатывания схем 8, 11 и таймеров 12, 13, на первый вход ЛЭ И 14 блока 7, в связи с чем, на выходах схем 8, 11 отсутствуют импульсы, поступающие соответственно на первый (запускающий) вход таймера 12, второй (сбрасывающий) вход таймера 13 и на первый вход таймера 13, а на выходе ЛЭ И 14 отсутствует сигнал с уровнем лог.1, поступающий на второй вход ЛЭ ИЛИ 15. На выходах таймеров 12, 13, на третьих входах которых заданы установки, соответственно, длительности процесса перемешивания обрабатывающей среды ТА 1 при выгрузке из него приспособления с деталями, с учетом времени срабатывания (закрывания, в данном случае, ИМ 3 - уставка Т 1 и длительности процесса перемешивания обрабатывающей среды ТА 1 - в процессе обработки в нем деталей, с учетом времени возможного (по технологии) ее увеличения - уставка Т2. На выходах таймеров 12, 13 отсутствуют сигналы с уровнем лог.1, поступающие соответственно на вход схемы 9, на выходе которой отсутствует импульс, поступающий на второй вход таймера 12, на первый вход ЛЭ ИЛИ 15, на выходе которого отсутствует сигнал с уровнем лог.1, поступающий на вход усилителя 16, на выходе отсутствует управляющий сигнал, поступающий на ИМ 3, связи с чем последний находится в закрытом состоянии, и на второй вход ЛЭ И 14.
С помощью регулятора 5, ручного вентилятора 6 муфты с контргайкой установлены требуемые по технологии давление и расход сжатого воздуха для перемешивания обрабатывающей среды в ТА 1 данной технологической операции.
При загрузке ТА й деталями, размещенными, например, на подвеске, на выходе датчика 2 появляется сигнал с уровнем лог.1, поступающий на входы схем 8, 11 и через элемент 10 на первый вход ЛЭ И 14. При этом на выходе схемы 11 появляется импульс, запускающий таймер 13, на выходе которого появляется сигнал с уровнем лог.1, длительность которого определяется суммой
Sijm+ΔSi,jm, где Si,jm - длительность обработки j-го приспособления с деталями m-го типа в i-ом ТА;
Δ Si,jm - величина возможного (по технологии) увеличения значения Si,jm
Сигнал с уровнем лог.1 с выхода таймера 13 поступает на второй вход ЛЭ И 14, на выходе которого появляется сигнал с уровнем лог.1, поступающий на второй вход ЛЭ ИЛИ 15, на выходе которого также появляется сигнал с уровнем лог. 1, поступающий на вход усилителя 16, на выходе которого появляется усиленный по мощности сигнал, обеспечивающий включение (открывание) ИМ 3 и подачу сжатого воздуха в барботер 4 для перемешивания обрабатывающей среды ТА 1.
В случае наступления момента окончания процесса перемешивания обрабатывающей среды i-го ТА в процессе обработки в нем j-го приспособления с деталями m-го типа (величина ti,jп,о,(к) определяемого (в общем случае), из соотношения
ti,jп,о,(к)≥ti,j3,m+Si,jm+ΔSi,jm , где ti,j3,m - момент загрузки j-го приспособления с деталями m-го типа в i-й ТА, сигнал с уровнем лог.1 на выходе таймера 13 уменьшается до нуля, что приводит к уменьшению до нуля сигналов на выходе ЛЭ И 14, ЛЭ ИЛИ 15 и усилителя 16, что в свою очередь приводит к отключению (закрыванию) ИМ 3, т.е. прекращению процесса перемешивания обрабатывающей среды ТА 1 при нахождении в последнем подвески с деталями.
При выгрузке подвески с деталями из ТА 1 вне зависимости от того, наступил ли в процессе обработки момент ti,jп,о,(к) , на выходе схемы 8 появляется импульс, поступающий:
- на второй, сбрасывающий вход таймера 13, сигнал на выходе которого в случае, если момент ti,jп,о,(к) еще не наступил, уменьшается до нуля, что приводит к уменьшению до нуля сигнала на выходе ЛЭ И 14;
- на первый, запускающий вход таймера 12, на выходе которого появляется сигнал с уровнем лог.1, длительность которого (τ12) определяется из соотношения (в общем случае):
τi,jвых.,m-τим.,io≅τ12≅τi,jвых.,m , поступающий на вход схемы 9 и на первый вход ЛЭ ИЛИ 15, на выходе которого появляется сигнал с уровнем лог.1, вызывающий появление на выходе усилителя 16 усиленного по мощности сигнала, обеспечивающего включение (открывание в данном случае) ИМ 3 и подачу сжатого воздуха в барботер 4 для перемешивания обрабатывающей среды ТА 1 в процессе выгрузки из него подвески с деталями и снижению тем самым вероятности выноса последними сопутствующих продуктов обработки (пены, мусора и др.).
После окончания длительности сигнала τ12 исчезает сигнала выходе таймера +2, что приводит к следующему:
- исчезает сигнал с уровнем лог.1 на выходе ЛЭ ИЛИ 15 и управляющий сигнал на выходе усилителя 16, что в свою очередь приводит к отключению (закрыванию, в данном случае) ИМ 3 и прекращению процесса перемешивания жидкой среды в ТА 1;
- на выходе схемы 9 появляется импульс, поступающий на второй, сбрасывающий вход таймера 12, приводящий тем самым последний в исходное состояние.
Установка готова для проведения нового процесса обработки деталей.
Таким образом, данная установка для обработки в жидких средах, реализующая предлагаемый способ, позволяет:
исключить непроизводительный расход энергоресурсов, применяемых для осуществления процесса перемешивания обрабатывающей среды технологических агрегатов в случае нарушения временного графика обработки деталей и при аварийных ситуациях;
повысить качество обработки деталей за счет снижения вероятности выноса последними образующихся в технологическом агрегате (гальванической ванне) сопутствующих продуктов обработки (пены, мусора, пленок и т.п.) и оптимизировать при этом энергоресурсы, применяемые для осуществления процесса перемешивания за счет учета времени срабатывания исполнительного механизма, используемого для перемешивания жидкой среды технологического агрегата.
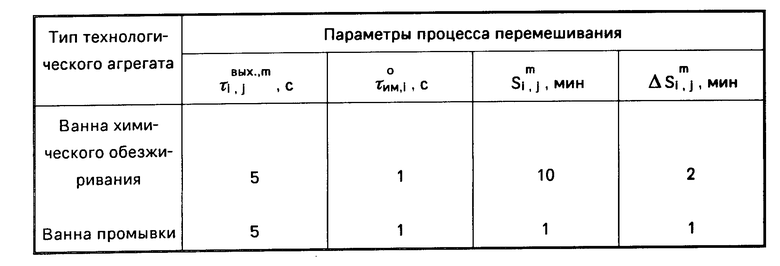
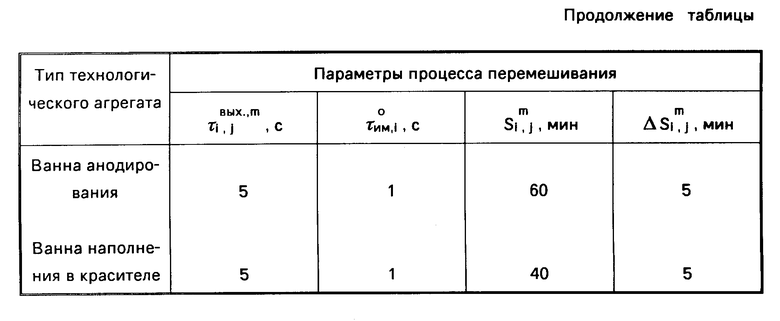
Экспериментальная проверка заявляемого способа в производственных условиях на автооператорной линии анодного оксидирования крупногабаритных деталей из алюминия и его сплавов дала положительный результат.
Перемешивание обрабатывающей среды технологических агрегатов (размеры 2000-1900-1400 мм) проводилось методом ее барботирования сжатым воздухом, давлением 0,05-0,1 МПа, поступающим в барботер через пневматический клапан типа 774-37-ООБ, управляемым сжатым воздухом давлением 0,2 МПа, подаваемым с помощью электромагнитного пневмораспределителя типа 23 кч 802 р 1.
Данные эксперимента сведены в таблицу.
При этом на 10-20% (в зависимости от технологического процесса и времени его увеличения) сокращались затраты сжатого воздуха, используемого для перемешивания, а на поверхности выгружаемых деталей отсутствовало вообще либо было незначительным (по сравнению с прототипом) количество пены и мусора.
Создание установки, реализующей предлагаемый способ, не встречает принципиальных затруднений. Например, в качестве схем выщелачивания переднего и заднего фронта в составе блока регулирования подачи сжатого воздуха в установке могут быть использованы одновибраторы типа 155 АГ 3. В качестве таймера в составе блока регулирования подачи сжатого воздуха в установке может быть использована стандартная схема преобразователя кода во временной интервал, построенная из функциональных стандартных элементов: генератора, RS-триггера, ЛЭ И, двоичного счетчика, кодового компаратора и регистра. Остальные элементы блока реализуются на ИС серий 155, 164, 176 и дискретных электронных компонентах, транзисторах, реле, сопротивлениях и конденсаторе.
В качестве исполнительного механизма для перемешивания обрабатывающей среды, в зависимости от вида последней, условий обработки и требований технологического процесса, могут быть использованы как пневмоклапаны, так и механические, вибрационные и другие виды устройства перемешивания.
Необходимо отметить, что определение момента полного выхода деталей из обрабатывающей среды ванны может быть реализовано и с помощью аппаратурных средств, установленных непосредственно в технологическом агрегате, в частности с помощью оптических средств получения и преобразования информации.
Изобретение относится к электрохимической и химической обработке деталей. Цель изобретения - рациональное использование энергоресурсов, применяемых для осуществления перемешивания обрабатывающей среды технологических агрегатов, за счет обеспечения взаимосвязи между процессом перемешивания и длительностью экспозиций деталей в технологических агрегатах, и повышение качества обработки деталей за счет снижения вероятности выноса последними образующихся на поверхности и в жидкой среде технологических агрегатов сопутствующих продуктов обработки. Способ обработки деталей в жидких средах включает транспортирование приспособлений с деталями над технологическими агрегатами, загрузку приспособлений с деталями в технологические агрегаты с жидкой средой, контроль длительности экспозиций деталей - в технологических агрегатах, перемешивание обрабатывающей среды технологических агрегатов и выгрузку приспособлений с деталями из технологических агрегатов. Новым в способе является то, что в процессе обработки деталей в технологических агрегатах с жидкой средой, перемешивание последней прекращают в случае превышения времени обработки в них деталей и величины возможного (по технологии) его увеличения, а в процессе выгрузки приспособлений с деталями их технологических агрегатов с жидкой средой производят ее перемешивание, при этом фиксируют момент полного выхода деталей из жидкой среды технологических агрегатов, по достижению которого прекращают процесс перемешивания последней. 1 з.п. ф-лы, 1 ил., 1 табл.
t i,jв,(н)+ τ i,jвых.,m- τ им,io ≅
≅ t i,jп,в,(к) ≅ t i,jв,(н) + τ i,jвых,m ,
где t i,jп,в,(к) - момент окончания процесса перемешивания обрабатывающей среды i-го технологического агрегата, при выгрузке из него j-го приспособления с деталями, (k) - индекс, обозначающий окончание процесса перемешивания, (i = 1, 2, ..., n, j = 1, 2, ..., g);
t i,jв,(н) - момент начала выгрузки j-го приспособления с деталями из i-го технологического агрегата, н - индекс, обозначающий начало операции выгрузки;
τ i,jвых,m - время полного выхода деталей m-го типа j-го приспособления из i-го технологического агрегата, (m = 1, 2, ..., l);
;
H i,jдет.m - глубина погружения деталей m-го типа j-го приспособления в i-ом технологическом агрегате;
V i,jдет.,m - скорость выгрузки деталей m-го типа j-го технологического агрегата;
τ им,io - время отключения исполнительного механизма для перемешивания обрабатывающей среды i-го технологического агрегата.
| Оборудование цехов электрохимических покрытий | |||
| Справочник | |||
| Под ред | |||
| П.М.Вячеславова | |||
| Машиностроение, 1987, с.180-214. |
