Изобретение относится к оборудованию для химической обработки деталей.
Установка для химической обработки деталей на подвесках содержит ванну 1, оснащенную ловителями (не показаны) штанги 2 с подвеской 3 с деталями 4, сливным каналом 5, двухстворчатой крышкой 6 с исполнительными механизмами (ИМ) для ее открывания-закрывания, бортовыми отсосами 7 и 8, расположенными с обеих сторон вдоль бортов ванны 1, устройствами формирования струй обрабатывающего раствора с горизонтальными коллекторами 9 подвода обрабатывающей среды, датчик 10 положения транспортирующего подвеску 3 с деталями 4 средства, датчик 11 загрузки ванны 1 подвеской 3 с деталями 4, датчики открытого и закрытого положений створок крышки 6 (не показаны), емкость 12 для хранения и подготовки обрабатывающего раствора, насос 13 для подачи обрабатывающего раствора в устройства формирования струй, исполнительные механизмы для возвратно-поступательного перемещения устройств формирования струй в вертикальной плоскости в виде пневмоцилиндров 14 и 15 со штоками и трехходовыми электромагнитными пневматическими распределителями 16,17 и 18,19, датчики положения устройств формирования струй, блок 20 автоматического управления процессами химической обработки и задатчик 21 вида химической обработки.
Ванна 1 выполнена с пазами 22 в корпусе и двухпредельным датчиком-реле 23 уровня обрабатывающего раствора. Сливной канал 5 выполнен с ручным вентилем для регулирования расхода сливаемого раствора и ИМ 24 для слива раствора.
Каждое устройство формирования струй выполнено в виде размещенных в вертикальных направляющих 25 горизонтально расположенных труб 26 с элементами 27 формирования струй, соединенных вертикальными патрубками 28 с полой направляющей 29, соединенной гибкими шлангами 30 из коррозионно-влаго-термостойкого материала с соответствующим коллектором 9 подвода обрабатывающей среды и через пазы 22 в корпусе ванны 1, выполненные с элементами с изменяющейся конфигурацией, каждый из которых выполнен в виде гармошки 31 из коррозионно-влаго-термостойкого материала, жестко соединенной с полой направляющей 29, а с торцовых сторон с корпусом ванны 1, перемещающейся по вертикальным направляющим 32, расположенным по обе стороны от паза 22, со штоками пневмоцилиндров 14 и 15.
Выходы датчиков открытого и закрытого положений крышки соединены с первой и второй группой входов блока 20, а первая группа выходов блока 20 соединена с ИМ для открывания-закрывания крышки 6. Выход датчика 10 соединен с третьим входом блока 20, четвертый вход которого соединен с выходом датчика 11, а второй выход блока 20 соединен с насосом 13, выход задатчика 21 соединен с пятым входом блока 20, шестой и седьмой входы которого соединены с выходами датчика-реле 23, а третий, четвертый, пятый и шестой выходы блока 20 соединены с соответствующими трехходовыми электромагнитными пневматическими распределителями 16-19, выходы датчиков положения устройств формирования струй соединены с восьмой и девятой группой входов блока 20, седьмой выход которого соединен с ИМ 24.
Каждый из датчиков положения устройств формирования струй выполнен в виде передающей и воспринимающей воздействие частей, механически связанных соответственно со штоком соответствующего пневмоцилиндра 14,15 и корпусом ванны 1 и выполненных в виде соответственно металлической пластины 33 и бесконтактного конечного выключателя 34.
Вертикальные направляющие 25 выполнены с ограничителями 35 хода горизонтально расположенных труб 26 с упругими элементами 36.
Каждый из пневмоцилиндров 14 и 15 выполнен с пружиной 37 для компенсации ударных нагрузок.
Пазы 22 в корпусе ванны 1 выполнены с упругими элементами 38 для компенсации ударных нагрузок направляющих 29 при их возвратно-поступательном перемещении в вертикальной плоскости.
Трехходовые электромагнитные пневматические распределители 16-19 выполнены соответственно с пневматическими дросселями 39-42 для регулирования расхода сжатого воздуха.
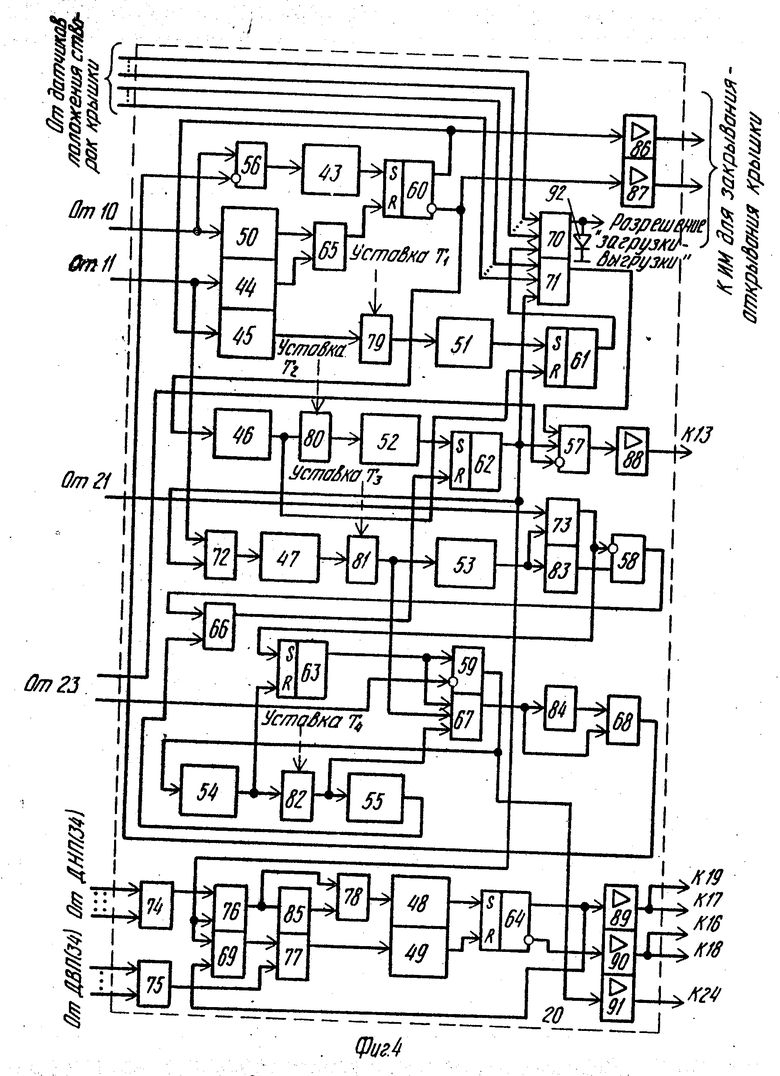
Блок 20 выполнен в виде схем 43-49 выделения переднего фронта, схем 50-55 выделения заднего фронта, схем 56-59 запрета, RS-триггеров 60-64, логических элементов (ЛЭ) ИЛИ 65-69, логических элементов И 70-78, таймеров 79-82, элементов 83-85 задержки, усилителей 86-91 мощности и элемента 92 сигнализации.
Установка работает следующим образом. В исходном состоянии в ловителях ванны 1 отсутствует штанга 2 с подвеской 3 с обрабатываемыми деталями 4. В связи с этим на выходе датчика 11 отсутствует сигнал с уровнем логической единицы ("лог.1"), поступающий на четвертый вход блока 20.
Транспортирующее подвеску 3 с деталями 4 средство (на фиг.1-3 не показано) не находится у ванны 1. Поэтому на выходе датчика 10 последней отсутствует сигнал с уровнем "лог.1", поступающий на третий вход блока 20. При этом RS-триггер 60 (см.фиг.4) находится в нулевом состоянии (на его инверсном выходе присутствует сигнал с уровнем "лог.1"), что приводит к наличию сигнала на выходе усилителя 87 и к включенному состоянию ИМ для закрывания створок крышки 6, к закрытому состоянию последней, что приводит к наличию сигналов с уровнем "лог. 1" на выходах датчиков закрытого положения створок крышки (на фиг. 1-3 не показаны), поступающих на вторую группу входов блока 20, соединенных с входами ЛЭ И 71.
С помощью задатчика 21 (см. фиг. 1) задан вид химической обработки (комбинированная или струйная).
Насос 13 для подачи обрабатывающего раствора в устройстве формирования струй находится в выключенном состоянии.
На выходах датчика-реле 23 отсутствуют сигналы с уровнем "лог.1", поскольку в ванне 1 вообще отсутствует обрабатывающий раствор, поступающие на шестой и седьмой входы блока 20, соединенные соответственно с третьим инверсным входом схемы 57 и вторым инверсным входом схемы 59.
С помощью пневматических дросселей 39-42 соответствующих распределителей 16-19 отрегулирована скорость перемещения штоков пневмоцилиндров 14 и 15 скорость перемещения устройств формирования струй относительно поверхности деталей 4.
На выходах выключателей 34 датчиков нижнего положения (ДНП) устройств формирования струй присутствуют сигналы с уровнем "лог.1", поступающие на восьмую группу входов блока 20, на входы его ЛЭ И 74, на выходе которого также присутствует сигнал с уровнем "лог.1", поступающий на первый вход ЛЭ И 76.
На выходах выключателей 34 датчиков верхнего положения (ДВП) устройств формирования струй отсутствуют сигналы с уровнем "лог.1", поступающие на девятую группу входов блока 20, на входы его ЛЭ И 75, на выходе которого также отсутствует сигнал с уровнем "лог.1".
RS-триггер 64 находится в нулевом состоянии, в связи с чем на его инверсном выходе присутствует, а на прямом выходе отсутствует сигнал с уровнем "лог. 1", что приводит к наличию сигнала на выходе усилителя 90 (на выходе усилителя 89 сигнал отсутствует), поступающего на распределители 16 и 18, которые находятся (в этом случае) во включенном состоянии, что обеспечивает подачу сжатого воздуха в верхние вводы пневмоцилиндров 14 и 15 и нахождение их штоков в максимально втянутом положении. При этом их пружины 37 находятся в сжатом состоянии, а горизонтальные трубы 26, оснащенные элементами 27 формирования струй, занимают положение, показанное на фиг.1 и 2.
На выходе усилителя 91 отсутствует сигнал управления, поступающий на ИМ 24, в связи с чем последний находится в невключенном (открытом) состоянии.
При этом с помощью ручного вентиля на сливном канале 5 отрегулирована величина расхода сливаемого из ванны 1 обрабатывающего раствора (Qслив.)
Qпост Qслив где Qпост расход поступающего от устройства формирования струй обрабатывающего раствора. На соответствующем входе таймера 79 блока 20 (см. фиг. 4) задана уставка Т1, характеризующая длительность процесса открывания створок крышки 6.
На соответствующем входе таймера 80 блока 20 (см.фиг.4) задана уставка Т2, характеризующая длительность процесса закрывания створок крышки 6.
На соответствующем входе таймера 81 блока 20 (см.фиг.4) задана уставка Т3, характеризующая длительность процесса струйной химической обработки деталей 4.
На соответствующем входе таймера 82 блока 20 (см.фиг.4) задана уставка Т4, характеризующая длительность процесса химической обработки деталей 4 в погруженном в обрабатывающую среду ванны 1 состоянии.
Величина задержки, формируемой элементом 83, определяется временем срабатывания ЛЭ И 73.
Величина задержки, формируемой элементом 84, определяется временем, необходимым для полного окончания истечения струй обрабатывающего раствора из соответствующих устройств после снятия управляющего сигнала на втором выходе блока 20 и отключения насоса 13.
Величина задержки, формируемой элементом 85, определяется временем, необходимым для полного заполнения обрабатывающим раствором горизонтально расположенных труб 26 и обеспечения одинакового напора струй, формируемых элементами 27.
При останове транспортирующего штангу 2 с подвеской 3 с деталями 4 средства у позиции ванны 1 на выходе ее датчика 10 появляется сигнал с уровнем "лог.1", поступающий на третий вход блока 20, на вход схемы 50 и первый прямой вход схемы 56, на выходе которой (при отсутствии сигнала запрета с уровнем "лог.1" на ее втором инверсном входе поскольку ванна не была загружена деталями или время их обработки кончилось), появляется сигнал с уровнем "лог.1", поступающий на вход схемы 43, на выходе которой появляется импульс, поступающий на вход S установки в единичное состояние RS-триггера 60, на первом (прямом) выходе которого появляется сигнал с уровнем "лог.1" (на втором, инверсном его выходе сигнал с уровнем "лог.1" исчезает), что приводит к следующему:
на выходе усилителя 86 появляется усиленный по мощности сигнал, обеспечивающий включение ИМ для открывания створок крышки 6;
на выходе схемы 45 появляется импульс, запускающий таймер 79, на выходе которого появляется сигнал, длительность которого определяется величиной уставки Т1, поступающий на вход схемы 51;
на выходе усилителя 87 пропадает усиленный по мощности сигнал, обеспечивая отклонение ИМ для закрывания створок крышки 6.
После исчезновения сигнала на выходе таймера 79 (после открывания створок крышки 6) на выходе схемы 51 появляется импульс, поступающий на вход S RS-триггера 61, на прямом выходе которого появляется сигнал с уровнем "лог. 1", поступающий на один из входов ЛЭ И 70, на выходе которого появляется, если произошло срабатывание всех датчиков открытого положения створок крышки 6 и на их выходах появились сигналы с уровнем "лог.1", поступившие на остальные входы ЛЭ И 70, сигнал с уровнем "лог.1", обеспечивающий с помощью элемента 92 сигнализацию состояния "Разрешение загрузки (в данном случае) выгрузки деталей".
После этого транспортирующее штангу 2 с подвеской 3 с деталями 4 средство производит процесс загрузки последних в ловители (на фиг.1 не обозначены) ванны 1. При этом на выходе датчика 11 появляется сигнал с уровнем "лог.1", поступающий на четвертый вход блока 20, на первый вход ЛЭ И 72 и на вход схемы 44, на выходе которой появляется импульс, поступающий через ЛЭ ИЛИ 65 на вход R установки в нулевое состояние RS-триггера 60, на первом прямом выходе которого сигнал с уровнем "лог.1" исчезает, а на втором инверсном его выходе сигнал с уровнем "лог.1" появляется, что приводит к следующему:
на выходе усилителя 86 исчезает сигнал, что приводит к отключению ИМ для открывания створок крышки 6;
на выходе усилителя 87 появляется усиленный по мощности сигнал, обеспечивающий включение ИМ для закрывания створок крышки 6;
на выходе схемы 46 появляется импульс, запускающий таймер 80, на выходе которого появляется сигнал с уровнем "лог.1" (длительность которого определяется величиной уставки Т2), поступающий на вход схемы 52 и переводящий RS-триггер 61 в нулевое состояние, что приводит к исчезновению (также как и при исчезновении сигналов с уровнем "лог.1" с выходов датчиков открытого положения створок крышки 6) сигнала на выходе ЛЭ И 70 и прекращению сигнализации состояния "Разрешение загрузки-выгрузки" элементом 92.
После исчезновения сигнала на выходе таймера 80 (после закрывания створок крышки 6) на выходе схемы 52 появляется импульс, поступающий на вход S RS-триггера 62, на прямом выходе которого появляется сигнал с уровнем "лог. 1", поступающий
на один из входов ЛЭ И 71, на выходе которого появляется, если произошло срабатывание всех датчиков закрытого положения створок крышки 6 и на их выходах появились сигналы с уровнем "лог.1", поступившие на остальные входы ЛЭ И 71, сигнал с уровнем "лог.1", поступающий на первый вход схемы 57;
на второй вход схемы 57, на выходе которой появляется (при отсутствии сигнала с уровнем "лог.1" на ее третьем инверсном входе от верхнего предела датчика-реле 23) сигнал с уровнем "лог.1", поступающий на вход усилителя 88, на выходе которого появляется усиленный по мощности сигнал, обеспечивающий включение насоса 13 и подачу последним обрабатывающего раствора из емкости 12 через коллекторы 9, гибкие шланги 30, полые направляющие 29 и вертикальные патрубки 28 в трубы 26, оснащенные элементами 27;
на второй вход ЛЭ И 72, на выходе которого появляется сигнал с уровнем "лог.1", поступающий на вход схемы 47, на выходе которой появляется импульс, запускающий таймер 81, на выходе которого появляется сигнал с уровнем "лог. 1" (длительность которого определяется величиной уставки Т3), поступающий на вход схемы 53 и через ЛЭ ИЛИ 67 и 68 на второй инверсный вход схемы 56 (для запрета последующих срабатываний RS-триггера 60 и связанных с ним элементов при повторных срабатываниях, например, датчика 10);
на первый вход ЛЭ ИЛИ 69 и второй вход ЛЭ И 76, на выходе которого появляется (в данном случае) сигнал с уровнем "лог.1", поступающий непосредственно и через элемент задержки 85 на входы ЛЭ И 78, на выходе которого появляется сигнал с уровнем "лог.1", поступающий на вход схемы 48, на выходе которой появляется импульс, устанавливающий RS-триггер 64 в единичное состояние, сигнал с уровнем "лог.1" с первого прямого выхода которого поступает на второй вход ЛЭ ИЛИ 69 и вход усилителя 89, на выходе которого появляется усиленный по мощности сигнал, поступающий на распределители 17 и 19, обеспечивая включение последних и подачу сжатого воздуха в нижние вводы пневмоцилиндров 14 и 15 для перемещения вверх их штоков и связанных с ними устройств формирования струй и передающих воздействие частей металлических пластин 33, датчиков положения устройств формирования струй, при этом на втором инверсном выходе RS-триггера 64 исчезает сигнал с уровнем "лог.1", что приводит к исчезновению сигнала на выходе усилителя 90, отключению распределителей 16 и 18 и соединению их пневмовыходов через дроссели 39 и 41 с атмосферой.
При этом производится перемещение устройств формирования струй в верхнее положение (см.фиг.3) и струйная подача обрабатывающего раствора на детали 4.
При достижении верхнего положения устройствами формирования струй на выходах воспринимающих воздействия частей выключателей 34 ДВП (при входе их передающих взаимодействие частей пластин 33 в рабочую зону их воспринимающих воздействие частей выключателей 34) появляются сигналы с уровнем "лог.1", поступающие на девятую группу входов блока 20, на входы его ЛЭ И 75, на выходе которого появляется сигнал с уровнем "лог.1", поступающий на второй вход ЛЭ И 77, на выходе которого также появляется сигнал с уровнем "лог.1", поступающий на вход схемы 49, на выходе которой появляется импульс, переводящий RS-триггер 64 в нулевое состояние.
При этом на его втором инверсном выходе появляется сигнал с уровнем "лог. 1", поступающий на вход усилителя 90, на выходе которого появляется усиленный по мощности сигнал, поступающий на распределители 16 и 18, обеспечивая включение последних и подачу сжатого воздуха в верхние вводы пневмоцилиндров 14 и 15 для перемещения вниз их штоков и связанных с ними устройств формирования струй и соответствующих передающих воздействия частей пластин 33 датчиков положения устройств формирования струй; при этом на первом прямом выходе RS-триггера 64 исчезает сигнал с уровнем "лог.1", поступавший на второй вход ЛЭ ИЛИ 69 и вход усилителя 89, сигнал на выходе которого уменьшается до нуля, что приводит к отключению распределителей 17 и 19 и соединению их пневмовыходов через дроссели 40 и 42 с атмосферой.
При этом производится перемещение вниз полых направляющих 29 и связанных с ними горизонтально расположенных труб 26 с элементами 27 и струйная подача обрабатывающего раствора на детали 4.
В этом случае растягиваются верхние части жестко связанных с направляющими 29 гармошек 321 и сжимаются нижние части последних.
При достижении своего нижнего положения устройствами формирования струй и срабатывании воспринимающих воздействие частей выключателей 34 ДНП последних процессы возвратно-поступательного перемещения направляющих 29 и связанных с ними горизонтально расположенных труб 26 с элементами 27 возобновляются описанным образом.
По окончании времени струйной химической обработки сигнал на выходе таймера 81 уменьшается до нуля. При этом исчезает сигнал с уровнем "лог.1" на втором входе ЛЭ ИЛИ 67, а на выходе схемы 53 появляется импульс, поступающий на вход элемента 83 и второй вход ЛЭ И 73. Если на выходе задатчика 21 отсутствует сигнал с уровнем "лог.1" (задан режим струйной обработки деталей), то на выходе ЛЭ И 73 отсутствует импульс, поступающий на инверсный вход схемы 58, на выходе которой в этом случае появляется импульс, поступающий через ЛЭ ИЛИ 66 на вход R установки в ноль RS-триггера 62, сигнал на выходе которого уменьшается до нуля, что приводит к следующему:
уменьшаются до нуля сигналы на выходах ЛЭ И 71, схемы 57, ЛЭ И 72, ЛЭ И 76 и первом входе ЛЭ ИЛИ 69;
уменьшается до нуля сигнал на выходе усилителя 88, что приводит к отключению насоса 13 и прекращению подачи обрабатывающего раствора в устройства формирования струй.
Одновременно импульс с выхода ЛЭ И 73 не поступает на вход S установки в единичное состояние RS-триггера 63, что приводит к исчезновению через время задержки, формируемой элементом 84, сигналов с уровнем "лог.1" на выходе ЛЭ ИЛИ 68 и на втором инверсном (запрещающем) входе схемы 56, разрешая реализацию процесса открывания створок крышки 6 описанным образом.
Если устройства формирования струй перемещаются вверх (RS-триггер 64 находится в единичном состоянии), то исчезновение сигнала с уровнем "лог.1" на первом входе ЛЭ ИЛИ 69 не повлияет на срабатывание ЛЭ И 77 (при срабатывании воспринимающих воздействие частей выключателей 34 их ДВП), поскольку на его втором входе присутствует сигнал с уровнем "лог.1", поступающий с выхода RS-триггера 64, что приведет к переключению в нулевое состояние последнего и перемещению направляющих 29 с трубами 26 с элементами 27 в исходное, показанное на фиг.2, положение.
Если на выходе задатчика 21 присутствует сигнал с уровнем "лог.1" (контакт переключателя находится в верхнем положении задан режим "Комбинированная химическая обработка"), то на выходе ЛЭ И 73 появляется импульс, поступающий на инверсный вход схемы 58, запрещая появление на ее выходе сигнала с уровнем "лог.1", сбрасывающего через ЛЭ ИЛИ 66 RS-триггер 62 в нулевое состояние и прекращающего процесс подачи обрабатывающего раствора в устройства формирования струй и перемещение последних.
Одновременно импульс с выхода ЛЭ И 73, поступая на вход S RS-триггера 63, переводит последний в единичное состояние, что приводит к следующему:
на инверсном запрещающем входе схемы 56 остается сигнал с уровнем "лог. 1", поскольку он присутствует на входе и выходе ЛЭ ИЛИ 67 и 68;
на выходе схемы 59 появляется (поскольку отсутствует сигнал с уровнем "лог. 1", поступающий на ее второй инверсный вход с выхода датчика-реле 23, соответствующего нижнему его пределу) сигнал с уровнем "лог.1", поступающий на вход схемы 54 и вход усилителя 91, на выходе которого появляется усиленный по мощности сигнал, обеспечивающий включение ИМ 24 (его закрывание) и прекращение слива обрабатывающего раствора из ванны 1 в емкость 12.
Происходит заполнение обрабатывающим раствором ванны 1 с деталями 4 посредством перемещающихся в вертикальной плоскости устройства формирования струй.
После достижения обрабатывающим раствором нижнего предела датчика-реле 23, на выходе последнего появляется сигнал с уровнем "лог.1", поступающий на седьмой вход блока 20, на инверсный запрещающий вход схемы 59, сигнал на выходе которой (в этом случае) уменьшается до нуля, что приводит к следующему:
исчезает сигнал на выходе усилителя 91, что приводит к отключению ИМ 24 (его открыванию) и обеспечению слива обрабатывающего раствора из ванны 1 в емкость 12;
на выходе схемы 54 появляется импульс, сбрасывающий RS-триггер 63 в нулевое состояние и запускающий таймер 82, на выходе которого появляется сигнал с уровнем "лог.1" (длительность которого определяется величиной уставки Т4), поступающий на третий вход ЛЭ ИЛИ 67 (для продолжения запрета, подаваемого на второй инверсный вход схемы 56 через ЛЭ ИЛИ 67 и 68) и вход схемы 55.
В этом случае продолжается процесс химической обработки деталей 4, но теперь уже при погруженном их состоянии и перемешивании обрабатывающего раствора струями устройств их формирования при перемещении последних в вертикальной плоскости. При этом контроль возможного (по различным причинам) "аварийного" увеличения уровня обрабатывающего раствора в ванне 1 обеспечивается датчиком-реле 23, сигнал с выхода которого (соответствующий верхнему пределу) поступает (в этом случае) на шестой вход блока 20, на инверсный вход схемы 57, обеспечивая снижение до нуля сигналов на выходах схемы 57 и усилителя 88 и отключение насоса 13. При снижении уровня обрабатывающего раствора до значения ниже верхнего предела датчика-реле 23 процесс подачи обрабатывающего раствора в ванну 1 возобновляется.
По окончании времени химической обработки деталей при погруженном их состоянии сигнал на выходе таймера 82 уменьшается до нуля, что приводит к следующему:
исчезает сигнал с уровнем "лог. 1" на выходе ЛЭ ИЛИ 67 и через время задержки, формируемой элементом 84, на выходе ЛЭ ИЛИ 68 и на инверсном запрещающем входе схемы 56, разрешая выгрузку штанги 2 с подвеской 3 с деталями 4 из ванны 1;
на выходе схемы 55 появляется импульс, устанавливающий через ЛЭ ИЛИ 66 RS-триггер 62 в нулевое состояние, что приводит к отключению насоса 13 и прекращению перемещения устройств формирования струй уже описанным образом.
После открывания створок крышки 6 описанным образом, выгрузки штанги 2 с подвеской 3 с деталями 4 из ванны 1 транспортирующим средством и перемещения последнего к следующей по технологии ванне на выходе схемы 50 появляется импульс, обеспечивающий через ЛЭ ИЛИ 65 сброс RS-триггера 60 и закрывание створок крышки 6. При этом оставшаяся часть раствора из ванны 1 сливается по каналу 5 и открытый ИМ 24 в емкость 12.
Установка готова для проведения нового процесса химической обработки деталей на подвесках.



Изобретение относится к оборудованию для химической обработки. Сущность изобретения: установка содержит ванну, оснащенную ловителями штанги с подвесками, сливным каналом, крышкой, двумя бортовыми отсосами, устройствами формирования струй с горизонтальными коллекторами подвода обрабатывающей среды, датчиком положения транспортирующего средства, датчиком загрузки с датчиком положения створок, емкость для хранения и подготовки раствора, насос для подачи последнего в устройство формирования струй для возвратно-поступательного перемещения в вертикальной плоскости, блок автоматического управления процессами и задатчик вида последней. Сливной канал оснащен ручным вентилем для регулирования расхода сливаемого раствора и исполнительным механизмом для слива последнего. 8 з. п. ф-лы, 4 ил.
ΔH ≥ h,
где h расстояние между горизонтально расположенными трубами, оснащенными элементами формирования струй соответствующих устройств.
| Александров В.М | |||
| и др | |||
| Справочник: Оборудование цехов электрохимических покрытий | |||
| -Л.: Машиностроение, 1987, с.46 | |||
| Дасоян М.А | |||
| и др | |||
| Оборудование цехов электрохимических покрытий | |||
| -Л.: Машиностроение, 1979, с.198. |
