Изобретение относится к гальванотехнике, в частности к устройствам для гальванохимической обработки деталей на подвесках, и может быть использовано в АСУТП гальванического производства при струйной обработке подвесок с деталями, имеющими глухие отверстия, пазы и углубления, а также при выгрузке деталей из ванн с электролитами, растворами и промывной водой.
Известное устройство для гальванохимической обработки [1] содержит ванну с раствором, оснащенную подводами питания и ловителями, один из которых содержит датчик загрузки, ванну струйной промывки, оснащенную ловителями, один из которых содержит датчик загрузки, расположенными в ее верхней части, с двух противоположных сторон, элементами формирования струй с исполнительным механизмом для подачи в них моющей жидкости и подводами питания подвеску, состоящую из корпуса, рамы с захватами для закрепления деталей, дополнительной рамы с исполнительным механизмом для ее поворота вокруг горизонтальной оси, шин для соединения с оснащенной транспортными кронштейнами токоподводящей штангой, гибких токопроводов и исполнительного механизма для поворота рамы вокруг вертикальной оси, транспортирующее подвеску с деталями средство с двигателями горизонтального и вертикального перемещений, оснащенное грузоподхватами, устройство управления транспортирующим средством, датчик положения транспортирующего средства у ванны струйной промывки, исполнительные механизмы коммутации и реверса ванны струйной промывки, блок автоматического управления поворотом деталей в процессе струйной промывки, исполнительные механизмы коммутации и реверса ванны с раствором, блок автоматического управления поворотом деталей в ванне с раствором, задатчик длительности обработки деталей в ванне с раствором и задатчик длительности запрета поворота и статичных положений деталей в ванне с раствором, причем оснащенная транспортными кронштейнами токоподводящая штанга снабжена контактными элементами для передачи питания исполнительным механизмам, используемым для поворота рам.
Недостатком данного устройства является сравнительно большое количество непроизводительных перемещений подвески с деталями при ведении процессов струйной промывки, поскольку при их реализации для обеспечения поворота деталей в трех плоскостях необходимо по крайней мере три раза загрузить подвеску с деталями в ванну струйной промывки, так как поворот деталей относительно горизонтальной оси или вертикальной (и обратно) осуществляется непосредственно в ванне струйной промывки.
Другим недостатком данного устройства является его сравнительно ограниченные функциональные возможности, не позволяющие, в частности, осуществлять поворот деталей после выгрузки подвески из ванны с раствором (электролитом или промывной водой), что приводит к повышенному выносу последних из соответствующих ванн.
Кроме того, в процессе струйной обработки деталей для обеспечения качественной их промывки необходимо уменьшать скорость загрузки - выгрузки подвески с деталями относительно значения при загрузке (выгрузке) подвески с деталями в (из) ванны с раствором.
Еще одним недостатком устройства, выбранного в качестве прототипа, является отсутствие взаимосвязи между положением подвески с деталями в процессе ее загрузки (выгрузки) в (из) ванну (ы), подачей моющей жидкости и устройством управления транспортирующим средством, что ограничивает функциональные возможности и приводит к непроизводительному перемещению вверх подвески с деталями.
Целью изобретения является сокращение количества непроизводительных перемещений подвески с деталями при ведении процессов струйной промывки, количества выносимой деталями жидкости и расширение функциональных возможностей устройства.
Цель достигается тем, что устройство для гальванохимической обработки, содержащее ванну с раствором, оснащенную подводами питания и ловителями, один из которых содержит датчик загрузки, ванну струйной промывки, оснащенную ловителями, один из которых содержит датчик загрузки, расположенными в ее верхней части, с двух противоположных сторон, элементами формирования струй с исполнительным механизмом подачи в них моющей жидкости и подводами питания, подвеску, состоящую из корпуса, рамы с захватами для закрепления деталей, дополнительной рамы с исполнительным механизмом для ее поворота вокруг горизонтальной оси, шин для соединения с оснащенной транспортными кронштейнами токоподводящей штангой, гибких токоподводов и исполнительного механизма для поворота рамы вокруг вертикальной оси, транспортирующее подвеску с деталями средство с двигателями горизонтального и вертикального перемещений, оснащенное грузоподхватами, устройство управления транспортирующим средство, датчик положения транспортирующего средства у ванны струйной промывки, исполнительные механизмы коммутации и реверса питающего напряжения ванны струйной промывки, блок автоматического управления поворотом деталей в процессе струйной промывки, исполнительные механизмы коммутации и реверса питающего напряжения ванны с раствором, блок автоматического управления поворотом деталей в ванне с раствором и задатчик длительности запрета поворота и статичных положений деталей в ванне с раствором, причем оснащенная транспортными кронштейнами токоподводящая штанга снабжена контактными элементами для передачи питания исполнительным механизмам, используемым для поворота рам, снабжено на каждую из ванн блоком автоматического управления поворотом деталей при их выгрузке из последних, датчиком положения транспортирующего средства у ванны с раствором, транспортирующее подвеску с деталями средство оснащено датчиком верхнего положения его грузоподхватов, датчиком выхода подвески с деталями из внутриванной зоны обработки и датчиком нижнего положения его грузоподхватов, подвеска снабжена дополнительными двумя гибкими токоподводами и двумя контактными элементами для передачи питания исполнительным механизмам, используемым для поворота рам, расположенными на транспортных кронштейнах токоподводящей штанги и сочленяемыми в процессе транспортировки с дополнительными двумя подводами питания, расположенными в грузоподхватах транспортирующего средства, соединенными гибкими токоподводами с выходами соответствующих исполнительных механизмов коммутации и реверса, двигатель вертикального перемещения подвески с деталями транспортирующего средства выполнен двухскоростным, а исполнительные механизмы коммутации и реверса питающего напряжения по крайней мере к исполнительному механизму для поворота дополнительной рамы вокруг горизонтальной оси, снабжены дополнительными элементами коммутации и реверса напряжения питания, причем на первый вход блока автоматического управления поворотом деталей при их выгрузке из ванны подан сигнал "Конец обработки" с соответствующего выхода блока автоматического управления поворотом деталей в ванне с раствором и с четвертого выхода блока автоматического управления поворотом деталей в процессе струйной промывки, соответственно, датчик выхода подвески с деталями из внутриванной зоны обработки соединен с вторым входом каждого из блоков автоматического управления поворотом деталей при их выгрузке из ванны и третьим входом блока автоматического управления поворотом деталей в процессе струйной промывки, второй вход которого соединен с выходом датчика нижнего положения грузоподхватов транспортирующего средства, выход датчика загрузки каждой ванны соединен с первым входом блока автоматического управления поворотом деталей в ванне с раствором и в процессе струйной промывки, соответственно, выход каждого из датчиков положения транспортирующего средства соединен с третьим входом соответствующего блока автоматического управления поворотом деталей при их выгрузке из ванны, а для ванны струйной промывки - и с четвертым входом блока автоматического управления поворотом деталей в процессе струйной промывки, датчик верхнего положения грузоподхватов транспортирующего средства соединен с пятым входом блока автоматического управления поворотом деталей в процессе струйной промывки, первая группа выходов которого, а также первая группа выходов блока автоматического управления поворотом деталей в ванне с раствором соединены с входами второй группы входов соответствующих исполнительных механизмов коммутации и реверса питающего напряжения к исполнительному механизму для поворота рамы вокруг вертикальной оси, вторые группы выходов блоков автоматического управления поворотом деталей в ванне с раствором и в процессе струйной промывки соединены с входами второй группы входов соответствующих исполнительных механизмов коммутации и реверса питающего напряжения к исполнительному механизму для поворота дополнительной рамы вокруг горизонтальной оси, третьи группы входов которых соединены с вторыми группами выходов соответствующих блоков автоматического управления поворотом деталей при их выгрузке из ванны, первые выходы которых соединены с соответствующими входами устройства управления транспортирующим средством, другие входы которого соединены с третьей группой выходов блока автоматического управления поворотом деталей в процессе струйной промывки, третий выход которого соединен с исполнительным механизмом подачи моющей жидкости, первые группы входов исполнительных механизмов коммутации и реверса соединены с источником питания, а их выходы - с входами соответствующих подводов питания исполнительных механизмов ванн и грузоподхватов транспортирующего средства.
Предлагаемое устройство снабжено на каждую из ванн блоком автоматического управления поворотом деталей при их выгрузке из последних, датчиком положения транспортирующего средства у ванны с раствором, транспортирующее подвеску с деталями средство оснащено датчиком верхнего положения его грузоподхватов, датчиком выхода подвески с деталями из внутриванной зоны обработки и датчиком нижнего положения его грузоподхватов, подвеска снабжена дополнительными двумя гибкими токоподводами и двумя контактными элементами для передачи питания исполнительным механизмом, используемым для поворота рам, расположенными на транспортных кронштейнах токоподводящей штанги и сочленяемыми в процессе транспортировки с двумя дополнительными подводами питания, расположенными в грузоподхватах транспортирующего средства, соединенными гибкими токоподводами с выходами соответствующих исполнительных механизмов коммутации и реверса, двигатель вертикального перемещения подвески с деталями транспортирующего средства выполнен двухскоростным, исполнительные механизмы коммутации и реверса питающего напряжения по крайней мере к исполнительному механизму для поворота дополнительной рамы вокруг горизонтальной оси снабжены дополнительными элементами коммутации и реверса напряжения питания, а также рядом новых связей.
Таким образом заявляемое устройство соответствует критерию "Новизна".
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и потому они обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
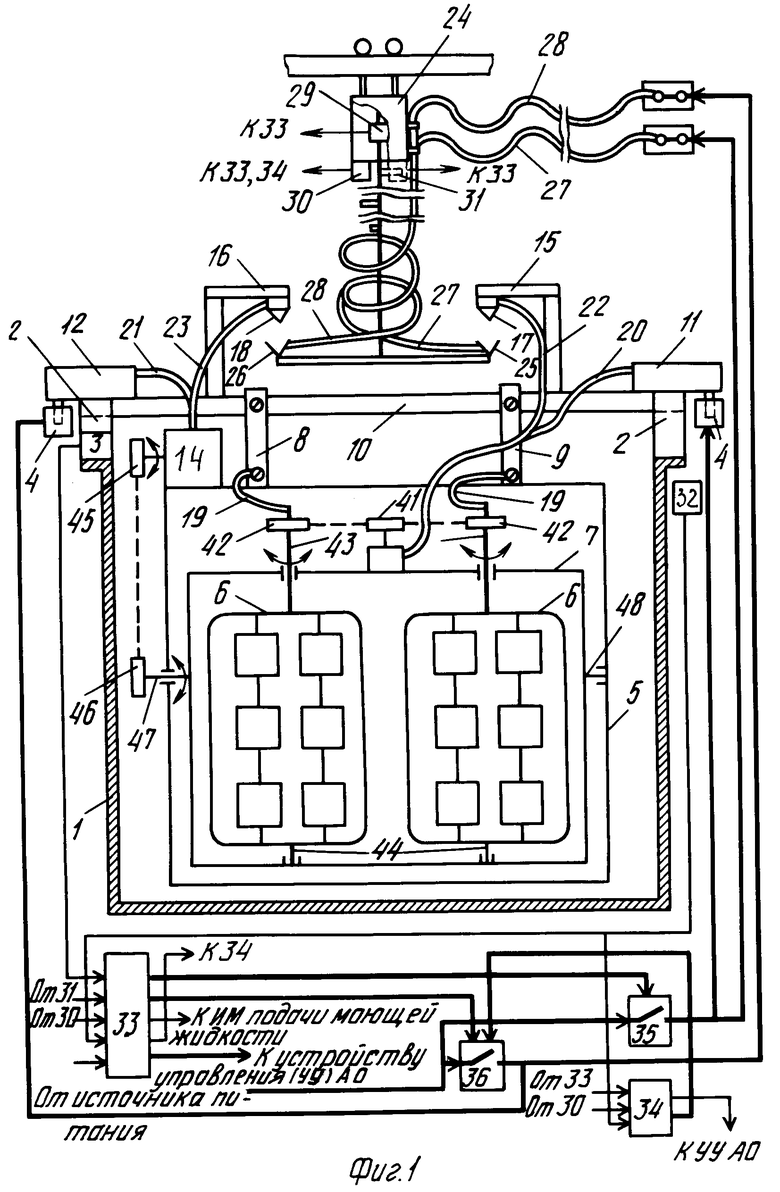
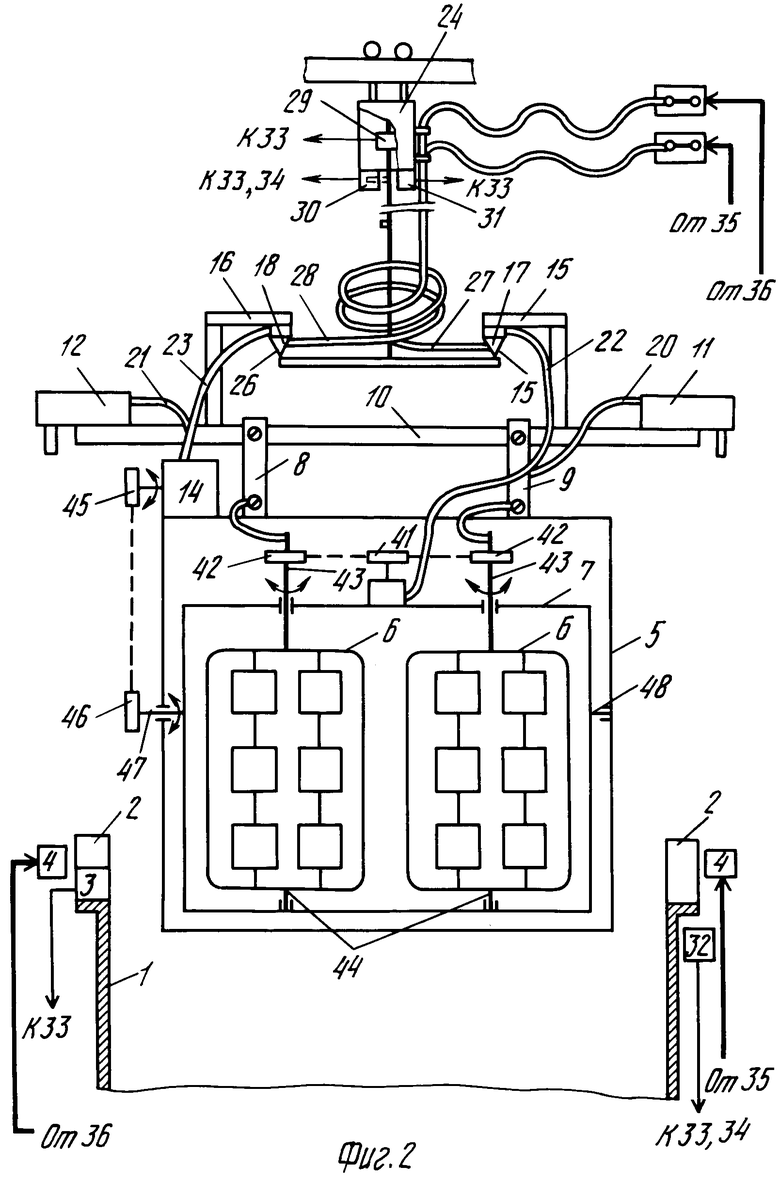
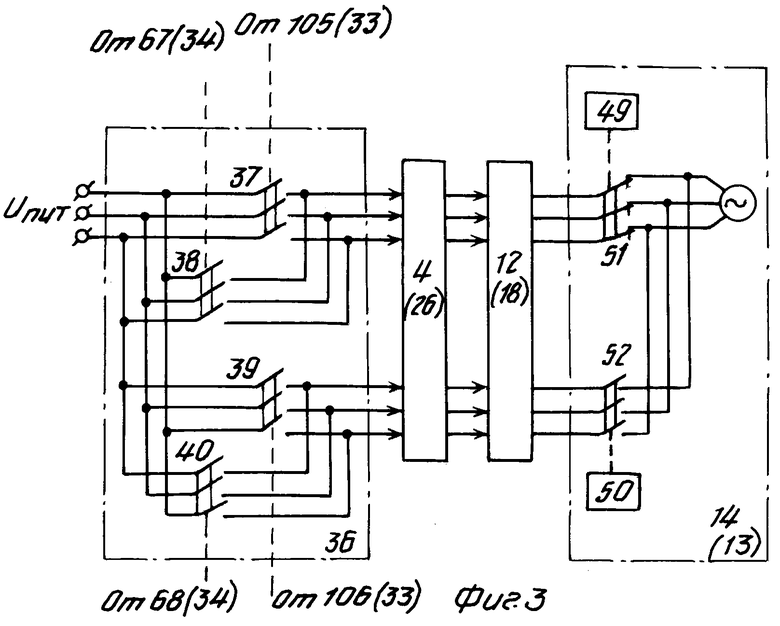
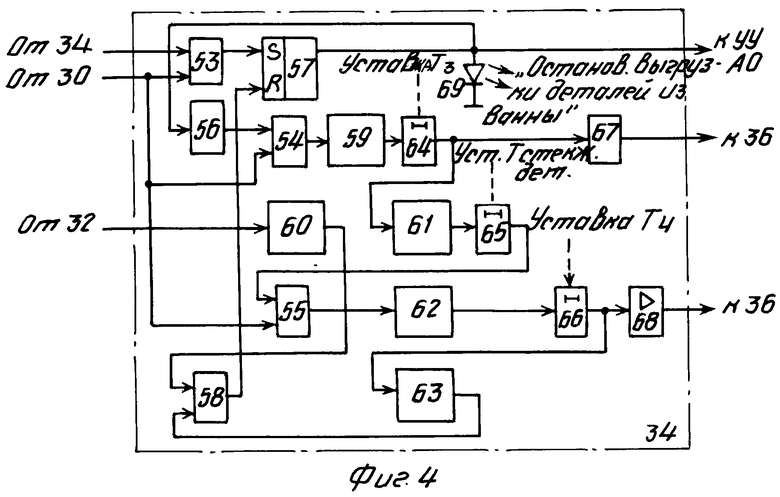
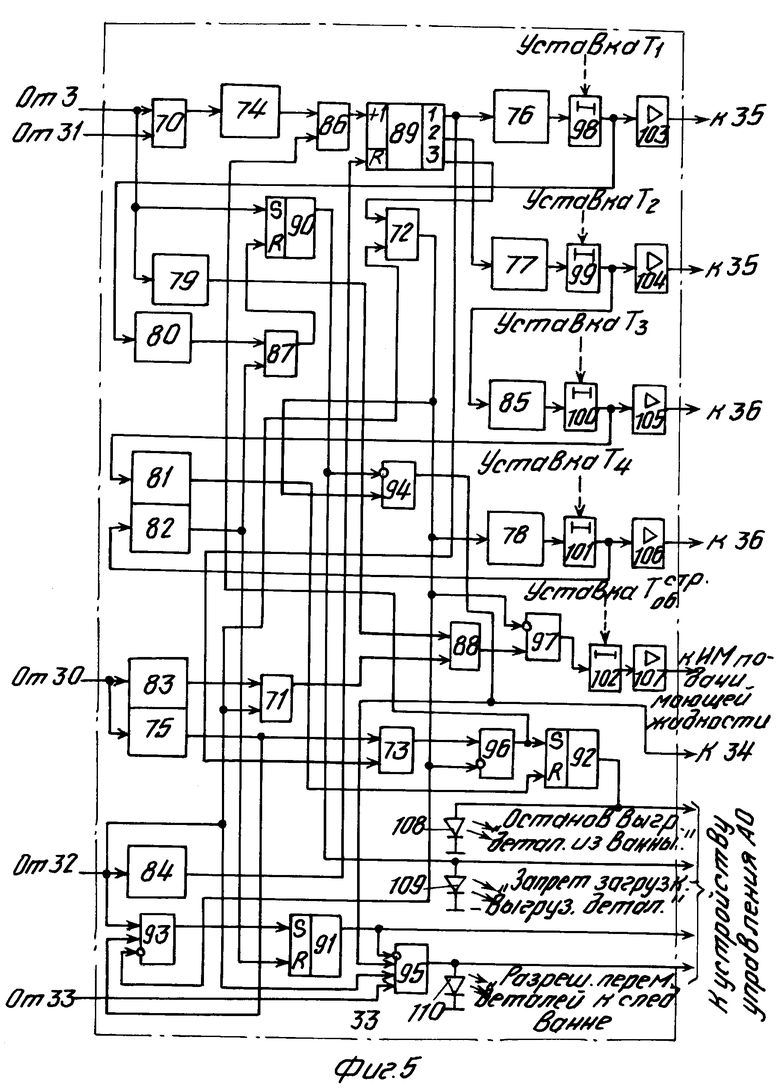
На фиг.1 представлена структурная схема устройства для гальванохимической обработки (ванная струйной промывки, разрез, вид сбоку; транспортирующее приспособление, вырез); на фиг. 2 - то же, при выходе подвески с деталями из внутриванной зоны обработки (ванна, разрез, вид сбоку, фрагмент; транспортирующее приспособление, вырез); на фиг.3 - структурные схемы исполнительного механизма коммутации и реверса питающего напряжения к исполнительному механизму для поворота дополнительной рамы вокруг горизонтальной оси, исполнительный механизм для поворота рамы, а также подвод питания и контактный элемент для передачи питания исполнительному механизму; на фиг. 4 - структурная схема блока автоматического управления поворотом деталей при их выгрузке из ванны; на фиг.5 - то же, в процессе струйной промывки.
Устройство для гальванохимической обработки содержит ванну с раствором, оснащенную подводами питания и ловителями, один из которых содержит датчик загрузки (на фиг.1, 2 не показаны), ванну 1 струйной промывки, оснащенную ловителями 2, один из которых содержит датчик 3 загрузки, расположенными в ее верхней части, с двух противоположных сторон, элементами формирования струй с исполнительным механизмом подачи в них моющей жидкости (на фиг.1, 2 не показаны) и подводами 4 питания, подвеску, состоящую из корпуса 5, рамы 6 с захватами для закрепления деталей (на фиг.1, 2 не обозначены), дополнительной рамы 7, шин 8, 9 для соединения с токоподводящей штангой 10, оснащенной контактными элементами 11, 12 для передачи питания исполнительным механизмам (ИМ) 13, 14, используемым соответственно для поворота рамы 6 вокруг вертикальной оси, и дополнительной рамы 7 вокруг горизонтальной оси, транспортными кронштейнами 15, 16 с дополнительными контактными элементами 17, 18 для передачи питания исполнительным механизмам, используемым соответственно для поворота рам 6 и 7, гибких токоподводов 19, 20, 21 и дополнительных гибких токоподводов 22, 23, транспортирующее средство 24 (например, автооператор АО) с двигателями горизонтального и вертикального перемещений (на фиг.1,2 не показаны), подвески с деталями (на фиг.1, 2 не обозначены) и грузоподхватами (на фиг.1, 2 не обозначены) с дополнительными подводами 25, 26 питания, осуществляемого через гибкие токоподводы 27, 28, оснащенное датчиком 29 верхнего положения его грузоподхватов, датчиком 30 выхода подвески с деталями из внутриванной зоны обработки и датчиком 31 нижнего положения его грузоподхватов, устройство 24 управления транспортирующим средством (АО) (на фиг.1-5 не показано), датчик положения транспортирующего средства (АО) 24 у ванны с раствором (на фиг.1, 2 не показан), датчик 32 положения транспортирующего средства (АО) 24 у ванны 1 струйной промывки, блок автоматического управления поворотом деталей в ванне с раствором (на фиг.1, 2 не показан), блок 33 автоматического управления поворотом деталей в процессе струйной промывки, задатчик длительности обработки деталей в ванне с раствором и задатчик длительности запрета поворота и статичных положений деталей в ванне с раствором (на фиг.1, 2 не показаны), а на каждую ванну - блок 34 автоматического управления поворотом деталей при их выгрузке из ванны и исполнительные механизмы (ИМ) 35 и 36 коммутации и реверса питающего напряжения к исполнительным механизмам (ИМ) 13 и 14 соответственно.
ИМ 36 содержит (фиг.3) основной элемент 37 коммутации питания ИМ 14, дополнительный элемент 38 коммутации питания ИМ 14, основной элемент 39 реверса питания ИМ 14 и дополнительный элемент 40 реверса питания ИМ 14, используемого для поворота дополнительной рамы 7 вокруг горизонтальной оси.
ИМ 13 оснащен выходным элементом 41, связанным механической передачей (на фиг. 1, 2 обозначена пунктиром) с элементами 42 связи, выполненными из неэлектропроводного материала и жестко соединенными с осями 43 рам 6 (снабженных также дополнительными осями 44), имеющих возможность поворота вокруг вертикальной оси на подшипниках, например фторопластовых (на фиг.1, 2 показаны условно), установленных в конструкции дополнительной рамы 7.
ИМ 14 оснащен выходным элементом 45, связанным механической передачей (на фиг.1, 2 обозначена пунктиром) с элементом 46 связи, выполненным из неэлектропроводного материала и жестко соединенным с осью 47 рамы 7 (снабженной также дополнительной осью 48), имеющей возможность поворота вокруг горизонтальной оси на подшипниках, например фторопластовых (на фиг.1, 2 показаны условно), установленных в конструкции корпуса 5 подвески.
Каждый из ИМ 13, 14, выполненный в виде, например, однооборотного электрического ИМ, содержит (фиг.3) задатчик 49 конечного положения его выходного элемента, задатчик 50 начального положения его выходного элемента, соответственно, связанные с ними исполнительные элементы 51, 52, а также привод, например электродвигатель с редуктором (на фиг.3 не обозначен) и, например, электромагнитный тормоз (на фиг.3 не показан).
Блок 34 содержит логические элементы (ЛЭ) И 53, 54, 55, элемент 56 задержки, RS-триггер 57, логический элемент (ЛЭ) ИЛИ 58, схему 59 выделения переднего фронта, схемы 60, 61, 62, 63 выполнения заднего фронта, таймеры 64, 65, 66, усилители 67, 68 мощности и элемент 69 сигнализации.
Блок 33 содержит ЛЭ И 70-73, схемы 74-78 выделения переднего фронта, схемы 79-85 выделения заднего фронта, ЛЭ ИЛИ 86, 87, 88, двоично-десятичный счетчик 89, RS-триггеры 90, 91, 92, схемы 93-97 запрета, таймеры 98-102, усилители 103-107 мощности и элементы 108, 109, 110 сигнализации.
Причем на первый вход блока 34 подан сигнал "Конец обработки" с соответствующего выхода блока автоматического управления поворотом деталей в ванне с раствором и с четвертого выхода блока 33, соответственно, датчик 30 соединен с вторым входом каждого из блоков 34 и третьим входом блока 33, второй вход которого соединен с выходом датчика 31, выход датчика 3 каждой ванны соединен с первым входом блока автоматического управления поворотом деталей в ванне с раствором и блока 33, соответственно, выход датчика положения транспортирующего средства у ванны с раствором и выход датчика 32 соединены с третьими входами соответствующих блоков 34, а для ванны 1 - и с четвертым входом блока 33, датчик 29 соединен с пятым входом блока 33, первая группа выходов которого, а также первая группа выходов блока автоматического управления поворотом деталей в ванне с раствором соединены с входами второй группы входов соответствующих им 35, вторые группы выходов блока автоматического управления поворотом деталей в ванне с раствором и блока 33 соединены с входами второй группы входов соответствующих ИМ 36, третьи группы входов которых соединены с вторыми группами выходов соответствующих блоков 34, первые выходы которых соединены с соответствующими входами устройства управления транспортирующим средством, другие входы которого соединены с третьей группой выходов блока 33, третий выход которого соединен с исполнительным механизмом подачи моющей жидкости, первые группы входов ИМ 35, 36 соединены с источником питания, а их выходы - с входами соответствующих подводов 4 ИМ 13, 14 соответствующих ванн и подводов 25, 26 питания ИМ 13, 14 грузоподхватов транспортирующего средства 24.
Работу устройства рассматривают на примере выгрузки деталей из ванны с раствором и последующей их струйной промывки, поскольку обработка деталей в ванне с раствором остается прежней.
Устройство работает следующим образом.
В исходном состоянии, например, в ванне 1 отсутствует подвеска с обрабатываемыми деталями (не обозначенными на фиг.1), а ванне с раствором - присутствует.
В связи с чем на выходе датчика 3 ванны 1 отсутствует сигнал с уровнем, например, логической единицы, поступающий на первый вход блока 33.
А на выходе датчика загрузки ванны с раствором присутствует сигнал с уровнем логической единицы, поступающий на первый вход блока автоматического управления поворотом деталей в ванне с раствором, на другие входы которого поданы сигналы с выходов задатчика длительности обработки деталей в ванне с раствором и задатчика длительности запрета поворота и статичных положений деталей в ванне с раствором.
На выходах блока 34 ванны с раствором отсутствуют сигналы управления, поступающие на устройство управления АО и по крайней мере ИМ 36 коммутации и реверса питающего напряжения к ИМ 14.
На задатчиках 49 50 ИМ 13, 14 заданы необходимые для качественной гальванохимической обработки деталей углы поворота, допустим 45 и 30о соответственно, выбранные исходя из реальных габаритов ванн, подвески, обрабатываемых деталей, расположения последних и возможности полного слива раствора из деталей, например, типа колпаков.
На вторые входы таймеров блока 33 и блоков 34 поданы сигналы, характеризующие длительность поворота рамы 6 с деталями вокруг вертикальной оси с помощью ИМ 13 на угол 45о - установка Т1; длительность поворота рамы 6 с деталями вокруг вертикальной оси в обратном направлении - уставка Т2; длительность поворота рамы 7 с деталями вокруг горизонтальной оси с помощью ИМ 14 на угол 30о - уставка Т3; длительность поворота рамы 7 с деталями вокруг горизонтальной оси в обратном направлении - уставка Т4; длительность процесса струйной обработки для ванны струйной промывки - уставка Тоб.стр.; длительность процесса стекания жидкости с поверхности деталей - Tдет.стек.ж..
Каждый из датчиков 29, 30 и 31 средства (АО) 24 выполнен в виде бесконтактного конечного выключателя, взаимодействующего с соответствующей металлической пластиной (не обозначенные на фиг.1, 2), жестко соединенной с механической связью: грузоподхваты АО 24 - двигатель вертикального перемещения подвески с деталями АО 24. При входе металлической пластины в зазор датчиков 29, 30 и 31 на выходе последних появляется сигнал с уровнем логической единицы.
После окончания обработки деталей в ванне с раствором на соответствующем выходе блока автоматического управления поворотом деталей в данной ванне появляется сигнал с уровнем логической единицы, поступающий на первый вход блока 34 данной ванны, на первый вход его ЛЭ И 53.
При нахождении транспортирующего средства 24, например, автооператора (АО) у данной ванны, на выходе датчика положения АО у этой ванны появляется сигнал с уровнем логической единицы, поступающий на третий вход блока 34 данной ванны, на вход его схемы 60.
При этом подвеска с деталями и грузоподхваты АО находятся в положении, показанном на фиг.1, а на выходе датчика 31 присутствует сигнал с уровнем логической единицы, поступающий на второй вход блока 33 ванны 1, на второй вход его ЛЭ И 70.
В процессе выгрузки подвески с раствором соответствующая металлическая пластина входит в зазор датчика 30, на выходе которого появляется сигнал с уровнем логической единицы, поступающий на третий вход блока 33 и второй вход блока 34 ванны с раствором, на второй вход его ЛЭ И 53, на выходе которого появляется сигнал с уровнем логической единицы, поступающий на вход S установки в единичное состояние RS-триггера 57, на выходе которого появляется сигнал с уровнем логической единицы, который поступает (с первого выхода блока 34) на соответствующий вход АО 24 для останова выгрузки деталей; обеспечивает с помощью элемента 69 сигнализацию состояния "Останов выгрузки деталей из ванны"; поступает на вход элемента 56 задержки (величина которой определяется временем прохождения металлической пластины зазора датчика 30 со скоростью выгрузки), с выхода которого сигнал с уровнем логической единицы поступает на первый вход ЛЭ И 54.
Одновременно сигнал с уровнем логической единицы с выхода датчика 30 поступает и на второй вход ЛЭ И 55 и второй вход ЛЭ И 54, на выходе которого, в случае, если останов выгрузки деталей произошел за время нахождения металлической пластины в зазоре датчика 30, появляется сигнал с уровнем логической единицы, поступающий на вход схемы 59, на выходе которой появляется импульс, обеспечивающий запуск таймера 64, на выходе которого появляется сигнал с уровнем логической единицы (длительность которого определяется величиной уставки Т3), поступающий на вход схемы 61 и вход усилителя 67, с выхода которого усиленный по мощности сигнал обеспечивает срабатывание (замыкание цепи) дополнительного элемента 38 ИЛИ 36 и подачу питания, через токоподвод 28, дополнительные подводы 26 питания, контактный элемент 18 и гибкий токоподвод 23, замкнутые (в данном случае) контакты исполнительного элемента 51 задатчика 49 ИМ 14 на электродвигатель с редуктором последнего. При этом срабатывает электромагнитный тормоз (например, колодочного типа), обеспечивая растормаживание механической связи электродвигатель - редуктор.
Последний с помощью своего выходного элемента 45, механически связанного с элементом 46 связи, производит поворот рамы 7 с рамами 6 с деталями вокруг горизонтальной оси на угол 30о, обеспечивая слив остатков раствора в ванну из деталей, например, типа колпаков, сокращая вынос раствора деталями из данной ванны.
В процессе поворота рамы 7 вокруг горизонтальной оси при угле поворота, отличном от 0о, замыкаются контакты исполнительного элемента 52 задатчика 50 ИМ 14, а при достижении заданного угла поворота (30о) происходит размыкание контактов исполнительного элемента 51 задатчика 49, что приводит к отключению электромагнитного (в данном случае) тормоза (на фиг.3 не показан) и надежному затормаживанию механической связи электродвигатель - редуктор ИМ 14 в этом положении рамы 7.
После окончания длительности сигнала на выходе таймера 64 происходит следующее: сигнал на выходе усилителя 67 уменьшается до нуля и производится отключение (размыкание цепи) элемента в ИМ 36 и также прекращение подачи питания ИМ 14 через токоподвод 28, дополнительные подвод 26 питания, контактный элемент 18 и гибкий токоподвод 23; на выходе схемы 61 появляется импульс, запускающий таймер 65, на выходе которого появляется сигнал с уровнем логической единицы (длительность которого определяется величиной уставки Tдет.стек.ж.), поступающий на первый вход ЛЭ И 55, на втором входе которого присутствует сигнал с уровнем логической единицы с выхода датчика 30, что приводит к появлению на выходе ЛЭ И 55 сигнала с уровнем логической единицы, поступающего на вход схемы 62.
После окончания Tдет.стек.ж. (обычно 5-15 с) сигнал на выходе таймера 65 уменьшается до нуля, что приводит к уменьшению до нуля сигнала на выходе ЛЭ И 55 и срабатыванию схемы 62, на выходе которой появляется импульс, запускающий таймер 66, на выходе которого появляется сигнал с уровнем логической единицы (длительность которого определяется величиной уставки Т4), поступающий на вход схемы 63 и вход усилителя 68, с выхода которого усиленный по мощности сигнал обеспечивает срабатывание (замыкание цепи) дополнительного элемента УО ИМ 36 и подачу питания через токоподвод 28, дополнительные подвод 26 питания, контактный элемент 18 и гибкий токоподвод 23, замкнутые (в данном случае) контакты исполнительного элемента 52 задатчика 50 ИМ 14 на электродвигатель с редуктором последнего. При этом срабатывает его электромагнитный тормоз, обеспечивая растормаживание механической связи электродвигатель - редуктор.
Последний с помощью своего выходного элемента 45, механически связанного с элементом 46 связи, производит поворот рамы 7 с рамами 6 с деталями вокруг оси на 30о в обратном направлении.
В процессе поворота рамы 7 вокруг горизонтальной оси в обратном направлении при угле поворота, отличном от 30о, замыкаются контакты исполнительного элемента 51 задатчика 49 ИМ 14, а при достижении исходного положения рамой 7 (0о), происходит размыкание контактов исполнительного элемента 52 задатчика 50, что приводит к отключению электромагнитного тормоза и надежному затормаживанию механической связи электродвигатель - редуктор ИМ 14 в этом положении рамы 7.
После окончания длительности сигнала на выходе таймера 66 происходит следующее: сигнал на выходе усилителя 66 уменьшается до нуля и производится отключение (размыкание цепи) элемента 40 в ИМ 36; на выходе схемы 63 появляется импульс, поступающий через ЛЭ ИЛИ 58, на вход R установки в нулевое состояние RS-триггера 57, сигнал на выходе которого уменьшается до нуля, что приводит к исчезновению сигнала на входе элемента 56, прекращению сигнализации состояния "Останов выгрузки деталей из ванны" и исчезновению сигнала на соответствующем входе YY АО, в связи с чем последнее производит окончательную выгрузку подвески с деталями из ванны с раствором и ее последующее перемещение с помощью АО 24 к следующей ванне, например к ванне 1.
При этом на выходе датчика 29 АО 24 присутствует сигнал с уровнем логической единицы (поскольку соответствующая, нижняя - на фиг.1, металлическая пластина находится в зазоре его бесконтактного конечного выключателя), поступающий на пятый вход блока 33, на четвертый вход его схемы 95.
При достижении АО 24 позиции ванны 1 и его останова, на выходе датчика 32 появляется сигнал с уровнем логической единицы, поступающий на третий вход блока 34 ванны 1, на вход его схемы 60 (фиг.1, 4) и на четвертый вход блока 33: на вход его схемы 84; на второй вход его схемы 95; на первый вход его схемы 93; на второй вход его ЛЭ И 71; на второй вход его ЛЭ И 72.
В процессе загрузки подвески с деталями в ванну 1 со скоростью V1 соответствующая металлическая пластина (средняя на фиг.1, 2) входит в зазор своего бесконтактного конечного выключателя (положение, показанное на фиг. 2), что приводит к появлению на выходе датчика 30 сигнала с уровнем логической единицы, поступающего на третий вход блока 33, на вход его схемы 83 и на вход его схемы 75, на выходе которой появляется импульс, поступающий на (фиг. 5): второй вход схемы 93, на выходе которой появляется (поскольку отсутствует сигнал с уровнем логической единицы на третьем, инверсном ее входе, поступающий с выхода ЛЭ И 72) импульс, поступающий на вход S установки в единичное состояние RS-триггера 91, на выходе которого появляется сигнал с уровнем логической единицы, поступающий на первый, инверсный вход схемы 95 и соответствующий вход УУ АО 24 для изменения скорости загрузки подвески с деталями в ванну 1 до значения V2 (V1 > V2); первый вход ЛЭ И 73.
В течение дальнейшей загрузки подвески с деталями в ванну 1 (уже со скоростью V2) при выходе датчика 30 уменьшается до нуля, что приводит к появлению на выходе схемы 83 импульса, поступающего на первый вход ЛЭ И 71, на выходе которого также появляется импульс, поступающий через ЛЭ ИЛИ 88, на второй вход схемы 97, на выходе которой также появляется (поскольку отсутствует сигнал с уровнем логической единицы на ее первом, инверсном входе, поступающий с выхода ЛЭ И 72) импульс, запускающий таймер 102, на выходе которого появляется сигнал с уровнем логической единицы (длительность которого определяется величиной уставки Тоб.стр.), поступающий на вход усилителя 107, с выхода которого усиленный по мощности сигнал поступает на ИМ подачи моющей жидкости в элементы формирования струй (ЭФС), обеспечивая промывку боковых (фиг.1,2) поверхностей деталей уже в процессе загрузки подвески с деталями в ванну 1 со скоростью V2.
После окончания Тоб.стр., определяемого как время прохождения всех деталей подвески относительно элементов формирования струй со скоростью V2, исчезновения сигналов на выходах таймера 102, усилителя 107 и отключения ИМ подачи моющей жидкости в элементы формирования струй, токоподводящая штанга 10 оказывается в ловителях 2 ванны 1, грузоподхваты АО 24, занимают нижнее положение и выходят из контакта с элементами 17, 18 транспортных кронштейнов 15, 16 штанги 10, а верхняя металлическая пластина входит в зазор бесконтактного конечного выключателя датчика 31 (фиг.1).
При этом на выходе датчика 3 появляется сигнал с уровнем логической единицы, поступающий на первый вход блока 33, на: вход S установки в единичное состояние RS-триггера 90, на выходе которого появляется сигнал с уровнем логической единицы, поступающий на первый, инверсный вход схемы 94, на соответствующий вход YY АО 24 и обеспечивающий с помощью элемента 109 сигнализацию состояния "Запрет загрузки - выгрузки деталей"; на вход схемы 79; на первый вход ЛЭ И 70, на второй вход которого поступает сигнал с выхода датчика 31, что приводит к появлению на выходе ЛЭ И 70 сигнала с уровнем логической единицы, поступающего на вход схемы 74, на выходе которой появляется импульс, поступающий через ЛЭ ИЛИ 86 на вход "+1" двоично-десятичного счетчика 89.
На первом выходе последнего появляется сигнал с уровнем логической единицы, поступающий на вход схемы 76, на выходе которой появляется импульс, запускающий таймер 98, на выходе которого появляется сигнал с уровнем логической единицы (длительность которого определяется величиной уставки Т1), поступающий: на вход схемы 80; на вход усилителя 103, на выходе которого появляется сигнал, обеспечивающий срабатывание (замыкание цепи) контактов соответствующего элемента ИМ 35 и подачу питания через подводы 4, контактный элемент 11, гибкий токоподвод 20, замкнутые (в данном случае) контакты исполнительного элемента 51 задатчика 49 ИМ 13 на электродвигатель с редуктором последнего. При этом срабатывает его электромагнитный тормоз (например, колодочного типа), обеспечивая растормаживание механической связи электродвигатель - редуктор).
Последний с помощью своего выходного элемента 41, механически связанного с элементами 42 связи, производит поворот рам 6 с закрепленными в последних деталями вокруг вертикальной оси на 45о.
Одновременно сигнал с первого выхода счетчика 89 поступает на второй вход ЛЭ И 73.
В процессе поворота рам 6 вокруг вертикальной оси при угле поворота, отличном от 0о, замыкаются разомкнутые контакты исполнительного элемента 52 задатчика 50 ИМ 13, а при достижении заданного угла поворота (45о) происходит размыкание замкнутых контактов исполнительного элемента 51 задатчика 49 ИМ 13, что приводит к отключению электромагнитного (в данном случае) тормоза (на фиг. 1, 2 не показан) и надежному затормаживанию механической связи электродвигатель - редуктор ИМ 13.
После окончания длительности сигнала на выходе таймера 98 происходит следующее: сигнал на выходе усилителя 103 уменьшается до нуля, что приводит к размыканию соответствующего элемента ИМ 35 и прекращению подачи питания ИМ 13 через подводы 4, контактный элемент 11 и гибкий токоподвод 20; на выходе схемы 80 появляется импульс, поступающий через ЛЭ ИЛИ 87 на вход R установки в ноль RS-триггера 90, сигнал на выходе которого уменьшается до нуля, а элемент 109 прекращает сигнализацию состояния "Запрет загрузки - выгрузки деталей".
При этом АО 24 производит процесс выгрузки деталей из ванны 1, повернутых на 45о.
В этом случае сигнал на выходе датчика 3 и датчика 31 уменьшается до нуля, а на выходе схемы 79 появляется импульс, поступающий, через ЛЭ ИЛИ 88 и схему 97 на вход таймера 102, на выходе которого снова появляется сигнал с уровнем логической единицы (длительность которого определяется величиной уставки Тоб.стр.), поступающий на вход усилителя 107, с выхода которого усиленный по мощности сигнал обеспечивает включение ИМ подачи моющей жидкости в ЭФС, производя струйную промывку торцовых боковых, повернутых на 45о, поверхностей деталей в процессе выгрузки подвески с деталями из ванны 1 со скоростью V2.
После окончания Тоб.стр., исчезновения сигналов на выходе таймера 102, усилителя 107 и отключения ИМ подачи моющей жидкости в ЭФС в процессе дальнейшей выгрузки подвески с деталями соответствующая металлическая пластина входит в зазор бесконтактного конечного выключателя датчика 30 (фиг.2), на выходе которого появляется сигнал с уровнем логической единицы, поступающий на третий вход блока 33, на вход схемы 83 и схемы 75, на выходе которого появляется сигнал с уровнем логической единицы, поступающий на второй вход схемы 93 и первый вход ЛЭ И 73, на выходе которого появляется (поскольку присутствует сигнал с уровнем логической единицы на его втором входе с первого выхода счетчика 89) сигнал с уровнем логической единицы, поступающий на первый вход схемы 96, на выходе которой также появляется сигнал с уровнем логической единицы (так как отсутствует сигнал с уровнем логической единицы на ее втором, инверсном входе), поступающий: на вход S установки в единичное состояние RS-триггера 92, на выходе которого появляется сигнал с уровнем логической единицы, поступающий на соответствующий вход YY АО 24 и обеспечивающий с помощью элемента 108 сигнализацию состояния "Останов выгрузки деталей из ванны", что приводит к останову процесса выгрузки в положении, показанном на фиг.2; на второй вход ЛЭ ИЛИ 86, с выхода которого он поступает на вход "+1" счетчика 89, на втором входе которого появляется (на его первом выходе исчезает) сигнал с уровнем логической единицы, поступающий на вход схемы 77, на выходе которой появляется импульс, обеспечивающий запуск таймера 99, на выходе которого появляется сигнал с уровнем логической единицы (длительность которого определяется величиной уставки Т2), поступающий на вход схемы 85 и вход усилителя 104, на выходе которого появляется сигнал, обеспечивающий срабатывание (замыкание) соответствующего элемента ИМ 35 и подачу питания через токоподвод 27, дополнительный контактный элемент 17, дополнительный гибкий токоподвод 22, замкнутые (в данном случае) контакты исполнительного элемента 52 задатчика 50 ИМ 13 на электродвигатель последнего.
При этом срабатывает электромагнитный тормоз, обеспечивая растормаживание механической связи электродвигатель - редуктор. Электродвигатель с редуктором с помощью своего выходного элемента 41, механически (ременной или зубчатой передачей), связанного с элементами 42, производит поворот рам 6 с закрепленными в последних деталями вокруг вертикальной оси на 45о в обратном направлении.
В процессе поворота рам 6 вокруг вертикальной оси при угле поворота, отличном от 45о, замыкаются разомкнутые контакты исполнительного элемента 51 задатчика 49 ИМ 13, а при достижении заданного (исходного) угла поворота (0о) происходит размыкание контактов исполнительного элемента 52 задатчика 50 ИМ 13, что приводит к включению электромагнитного тормоза и надежному затормаживанию механической связи электродвигатель - редуктор ИМ 13.
После окончания длительности сигнала на выходе таймера 99 происходит следующее.
Сигнал на выходе усилителя 104 уменьшается до нуля, что приводит к размыканию соответствующего элемента ИМ 35 и прекращению подачи питания ИМ 13 через токоподвод 27, дополнительные подвод 25 питания, контактный элемент 17, гибкий токоподвод 22 и замкнутые (в данном случае) контакты исполнительного элемента 52 задатчика 50 ИМ 13 на электродвигатель последнего.
На выходе схемы 85 появляется импульс, запускающий таймер 100, на выходе которого появляется сигнал с уровнем логической единицы (длительность которого определяется величиной уставки Т3), поступающий на вход схемы 81 и вход усилителя 105, на выходе которого появляется сигнал, обеспечивающий срабатывание (замыкание) контактов основного элемента 37 коммутации ИМ 36 и подачу питания, через токоподвод 28, дополнительные подвод 26 питания, контактный элемент 18 и гибкий токоподвод 23, замкнутые (в данном случае) контакты исполнительного элемента 51 задатчика 49 ИМ 14 на электродвигатель с редуктором последнего.
Последний с помощью своего выходного элемента 45 производит поворот рамы 7 вокруг горизонтальной оси на угол 30о для случая выгрузки деталей из ванны с раствором.
После окончания длительности сигнала на выходе таймера 100 происходит следующее: сигнал на выходе усилителя 105 уменьшается до нуля, что проводит к размыканию контактов основного элемента 37 коммутации ИМ 36, прекращению подачи питания ИМ 14 и надежному затормаживанию рамы 7 в этом положении; на выходе схемы 81 появляется импульс, поступающий на вход R установки в нулевое состояние RS-триггера 92, сигнал на выходе которого (и на соответствующем входе YY АО 24) уменьшается до нуля, что приводит к прекращению сигнализации состояния "Останов выгрузки деталей из ванны" элементом 108.
По исчезновению этого сигнала АО 24 производит повторную загрузку подвески с деталями, торцовые (верхние и нижние) поверхности которых повернуты на 30о относительно горизонтальной оси.
При этом на выходе датчика 30 снова исчезает сигнал с уровнем логической единицы, что приводит к следующему включению ИМ подачи моющей жидкости в ЭФС в течение Тоб.стр.
После повторной загрузки подвески с деталями в ванну 1 (и окончания процесса струйной промывки и этих поверхностей деталей) на выходе ее датчика 3 снова появляется сигнал с уровнем логической единицы, поступающий через ЛЭ И 70 (так как на выходе датчика 31 вновь присутствует сигнал с уровнем логической единицы) на вход схемы 74, на выходе которой появляется импульс, поступающий, через ЛЭ ИЛИ 86, на вход "+1" счетчика 89, на третьем выходе которого появляется, а на его втором выходе исчезает сигнал с уровнем логической единицы, поступающий на первый вход ЛЭ И 72, на выходе которого появляется сигнал с уровнем логической единицы, поступающий: на второй вход схемы 94; на первый, инверсный вход (запрета) схемы 97 (для запрета повторного включения ИМ подачи моющей жидкости от таймера 102 и усилителя 107); на второй, инверсный вход схемы 96; на третий, инверсный вход схемы 93; на вход схемы 78, на выходе которой появляется импульс, запускающий таймер 101, на выходе которого появляется сигнал с уровнем логической единицы, поступающий на вход схемы 82 и вход усилителя 106, на выходе которого появляется сигнал, обеспечивающий срабатывание (замыкание) контактов основного элемента 39 реверса ИМ 36 и подачу питания через подвод 4, контактный элемент 12, гибкий токоподвод 21, замкнутые контакты исполнительного элемента 52 задатчика 50 ИМ 14 на электродвигатель с редуктором последнего, который с помощью своего выходного элемента 45 производит поворот рамы 7 вокруг горизонтальной оси на 30о в обратном направлении для случая выгрузки деталей из ванны с раствором.
После окончания длительности сигнала на выходе таймера 101 сигнал на выходе усилителя 106 уменьшается до нуля, что приводит к размыканию контактов основного элемента 39 реверса ИМ 36, прекращению подачи питания ИМ 14 и надежному затормаживанию рамы 7 в этом (исходном, показанном на фиг. 1,2) положении.
Одновременно на выходе схемы 82 появляется импульс, поступающий: на вход R установки в нулевое состояние RS-триггера 91, сигнал с уровнем логической единицы, на выходе которого (об изменении скорости АО 24 со значения V1 до значения V2), поступающий на соответствующий вход YY АО 24, и первый, инверсный вход схемы 95, уменьшается до нуля; на вход R установки в ноль (через ЛЭ ИЛИ 87) RS-триггера 90, сигнал с уровнем логической единицы, на выходе которого, поступавший на соответствующий вход YY АО 24 (и обеспечивающий сигнализацию состояния "Запрет загрузки - выгрузки деталей с помощью элемента 109) и на первый, инверсный вход схемы 94 уменьшается до нуля, что приводит к появлению на выходе схемы 94 (так как присутствует сигнал с уровнем логической единицы на ее втором входе с выхода ЛЭ И 72) сигнала с уровнем логической единицы, свидетельствующего о "Конец обработки" и поступающего на первый вход блока 34 (фиг.4).
Процесс слива и стекания жидкости при выгрузке деталей из ванны 1 со скоростью V1 аналогичен процессу, описанному ранее для ванны с раствором, после окончания которого АО 24 производит дальнейшую выгрузку деталей до момента, когда соответствующая металлическая пластина войдут в зазор бесконтактного конечного выключателя датчика 29.
При этом на выходе последнего вновь появляется сигнал с уровнем логической единицы, поступающий на пятый вход блока 33, на четвертый вход схемы 95, на выходе которой появляется сигнал с уровнем логической единицы, поступающий на соответствующий вход YY АО 24 и обеспечивающий с помощью элемента 110 сигнализацию состояния "Разрешение перемещения деталей к следующей ванне".
АО 24 перемещается к следующей ванне, при этом на выходе датчика 32 исчезает сигнал с уровнем логической единицы, поступавший на четвертый вход блока 33, в том числе и на вход схемы 84, на выходе которой появляется импульс, поступающий на вход R установки в ноль счетчика 89, сигнал на третьем выходе которого уменьшается до нуля.
Устройство готово для проведения нового процесса обработки деталей.
Таким образом заявляемое устройство по сравнению с известным позволяет: сократить в два раза количество перемещений подвески с деталями в ванну и из ванны струйной промывки; сократить количество выносимой жидкости деталями (экономится до 0,5 л на 1 м2 поверхности деталей); расширить функциональные возможности устройства путем обеспечения взаимосвязи между положением и скоростью перемещения подвески с деталями в процессе ее загрузки (выгрузки) подачей моющей жидкости и устройством управления транспортирующим средством.
Реализация предлагаемого устройства не встречает принципиальных затруднений.
Так, в качестве датчиков транспортирующего средства в устройстве могут быть использованы бесконтактные конечные выключатели типа КВД - 25, БВК или ПИЩ.
Блоки автоматического управления поворотом деталей при их выгрузке из ванн могут быть выполнены на ИС серий 164, 561, 564, реле, транзисторах, сопротивлениях, конденсаторах и светодиодах.
Использование: В АСУТП гальванического производства. Установка снабжена на каждую из ванн блоком автоматического управления поворотом деталей при их выгрузке из последних, датчиком положения транспортирующего средства у ванны с раствором, транспортирующее средство оснащено датчиками верхнего и нижнего положения его грузоподхватов, датчиком выхода подвески с деталями из внутриванной зоны обработки, подвеска снабжена дополнительными двумя гибкими токоподводами и двумя контактными элементами для передачи питания, расположенными на транспортных кронштейнах токоподводящей штанги, сочленяемыми в процессе транспортировки с дополнительными подводами питания, расположенными в грузоподхватах транспортирующего средства, а двигатель вертикального перемещения подвески с деталями транспортирующего средства выполнен двухскоростным. 5 ил.
УСТАНОВКА ДЛЯ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ, содержащая ванну с раствором, оснащенную подводами питания и ловителями, один из которых содержит датчик загрузки, ванну струйной промывки, оснащенную ловителями, один из которых содержит датчик загрузки, расположенными в нее верхней части с двух противоположных сторон, элементами формирования струй с исполнительным механизмом подачи в них моющей жидкости и подводами питания, подвеску, состоящую из корпуса, рамы с захватами для закрепления деталей, дополнительной рамы с исполнительным механизмом для ее поворота вокруг горизонтальной оси, шин для соединения с оснащенной транспортными кронштейнами токоподводящей штангой, гибких токоподводов и исполнительного механизма для поворота рамы вокруг вертикальной оси, транспортирующее подвеску с деталями средство с двигателями горизонтального и вертикального их перемещения, оснащенное грузоподхватами, устройство управления транспортирующим средством, датчик положения транспортирующего средства у ванны струйной промывки, исполнительные механизмы коммутации и реверса питающего напряжения ванны струйной промывки, блок автоматического управления поворотом деталей в процессе струйной промывки, исполнительные механизмы коммутации и реверса питающего напряжения ванны с раствором, блок автоматического управления поворотом деталей в ванне с раствором, задатчик длительности обработки деталей в ванне с раствором и задатчик длительности запрета поворота и статичных положений деталей в ванне с раствором, причем оснащенная транспортными кронштейнами токоподводящая штанга снабжена контактными элементами для передачи питания исполнительным механизмам, используемым для поворота рам, отличающаяся тем, что, с целью сокращения количества непроизводительных перемещений подвески с деталями при ведении процессов струйной промывки, количества выносимой деталями жидкости и расширения функциональных возможностей, она снабжена по количеству ванн блоками автоматического управления поворотом деталей при их выгрузке из последних, датчиком положения транспортирующего средства у ванны с раствором, транспортирующее подвеску с деталями средство выполнено с датчиком верхнего положения его грузоподхватов, датчиком выхода подвески с деталями из внутриванной зоны обработки и датчиком нижнего положения его грузоподхватов, подвеска выполнена с дополнительными двумя гибкими токоподводами и двумя контактными элементами для передачи питания исполнительным механизмам, используемым для поворота рам, расположенными на транспортных кронштейнах токоподводящей штанги и сочленяемыми в процессе транспортировки с дополнительными двумя подводами питания, расположенными в грузоподхватах транспортирующего средства, соединенными гибкими токоподводами с выходами соответствующих исполнительных механизмов коммутации и реверса, двигатель вертикального перемещения подвески с деталями транспортирующего средства выполнен двухскоростным, а исполнительные механизмы коммутации и реверса питающего напряжения по крайней мере к исполнительному механизму для поворота дополнительной рамы вокруг горизонтальной оси выполнены с дополнительными элементами коммутации и реверса напряжения питания, причем на первый вход блока автоматического управления поворотом деталей при их выгрузке из ванны подан сигнал "Конец обработки" с соответствующего выхода блока автоматического управления поворотом деталей в ванне с раствором и с четвертого выхода блока автоматического управления поворотом деталей в процессе струйной промывки соответственно, датчик выхода подвески с деталями из внутриванной зоны обработки соединен с вторым входом каждого из блоков автоматического управления поворотом деталей при их выгрузке из ванны и третьим входом блока автоматического управления поворотом деталей в процессе струйной промывки, второй вход которого соединен с выходом датчика нижнего положения грузоподхватов транспортирующего средства, выход датчика загрузки каждой ванны соединен с первым входом блока автоматического управления поворотом деталей в ванне с раствором и в процессе струйной промывки соответственно, выход каждого из датчиков положения транспортирующего средства соединен с третьим входом соответствующего блока автоматического управления поворотом деталей при их выгрузке из ванны, а для ванны струйной промывки - и с четвертым входом блока автоматического управления поворотом деталей в процессе струйной промывки, датчик верхнего положения грузоподхватов транспортирующего средства соединен с пятым входом блока автоматического управления поворотом деталей в процессе струйной промывки, первая группа выходов которого, а также первая группа выходов блока автоматического управления поворотом деталей в ванне с раствором соединены с входами второй группы входов соответствующих исполнительных механизмов коммутации и реверса питающего напряжения к исполнительному механизму для поворота рамы вокруг вертикальной оси, вторые группы выходов блока автоматического управления поворотом деталей в ванне с раствором и в процессе струйной промывки соединены с входами второй группы входов соответствующих исполнительных механизмов коммутации и реверса питающего напряжения к исполнительному механизму для поворота дополнительной рамы вокруг горизонтальной оси, третьи группы входов которых соединены с вторыми группами выходов соответствующих блоков автоматического управления поворотом деталей при их выгрузке из ванны, первые выходы которых соединены с соответствующими входами устройства управления транспортирующим средством, другие входы которого соединены с третьей группой выходов блока автоматического управления поворотом деталей в процессе струйной промывки, третий выход которого соединен с исполнительным механизмом подачи моющей жидкости, первые группы входов исполнительных механизмов коммутации и реверса соединены с источником питания, а их выходы - с входами соответствующих подводов питания исполнительных механизмов ванн и грузоподхватов транспортирующего средства.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 1802555, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
