Изобретение относится к микроэлектронике и может быть использовано при изготовлении БИС, СБИС, СВЧ-приборов и других аналогичных изделий.
Цель изобретения - повышение выхода годных.
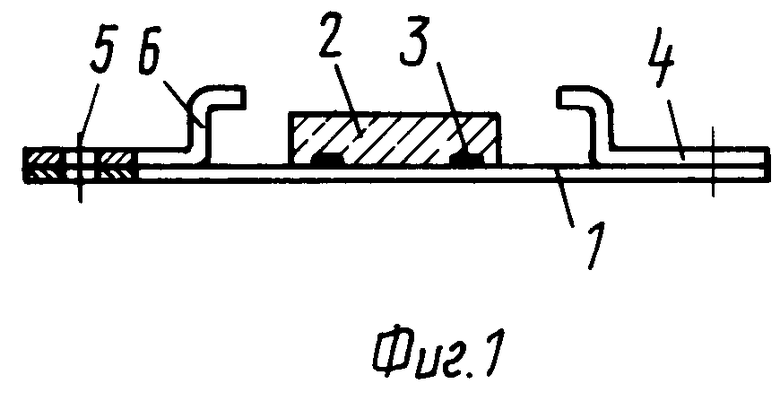
На фиг. 1-4 изображена технологическая схема осуществления способа изготовления интегральной микросхемы.
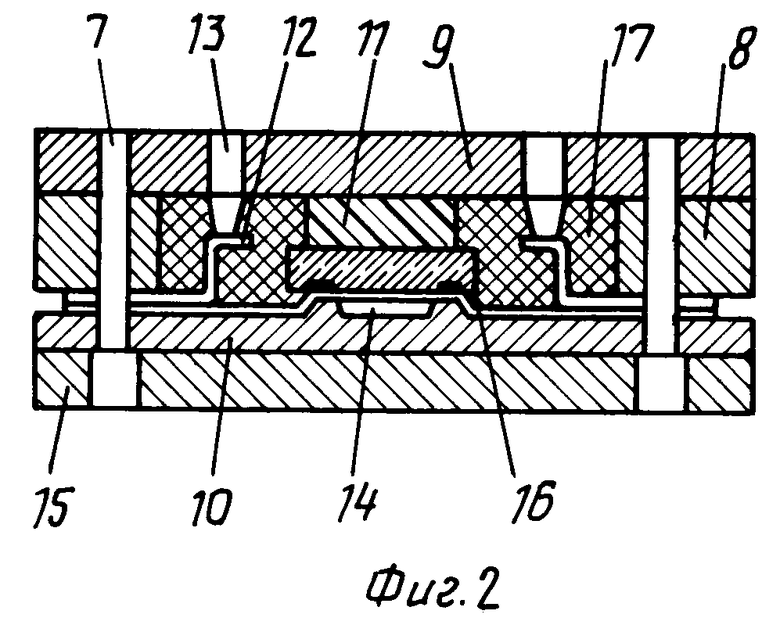
На полимерную пленку 1 с нанесенным на одну из ее сторон клеевым слоем толщиной 2-5 мкм приклеивали в ориентированном положении кристалл 2 контактными площадками 3 к пленке, а также выводную рамку 4, в которой предварительно были выполнены базовые элементы 5 (отверстия). Выводную рамку 4 приклеивают так, чтобы центры базовых отверстий на рамке были установлены с точностью не хуже ±0,015 мм относительно реперных знаков кристалла 2. В качестве реперных знаков были использованы контактные площадки 3 кристалла 2. Перед приклеиванием рамки 4 внутренним концам (крепежным участкам) 6 выводов рамки придавали L-образную форму. Затем технологическую пленку с собранными на ней кристаллом 2 и рамкой 4 устанавливают базовыми отверстиями 5 рамки в пресс-форму 15 на ее базовые штифты 7. При установке средней 8 и верхней 9 литьевых матриц пресс-формы 15 осуществляют поджатие кристалла 2 с его обратной стороны к выступам 10 основания пресс-формы с помощью эластичного прижима 11, а также прижим горизонтальных участков 12 крепежных L-образных участков выводной рамки с помощью конусных металлических выступов 13 верхней матрицы 9. Выступы 10 основания пресс-формы выполнены в виде замкнутого выступа прямоугольной формы или иной формы соответствующей топологии размещения контактных площадок 3, при этом наружную боковую поверхность выступа 10 выполняют наклонной к плоскости основания пресс-формы. Внутри контура, ограниченного внутренней боковой поверхностью выступа 10, при наложении полиимидной пленки с кристаллом 2 образуется свободный объем 14, который служит в качестве изолированного воздухосборника. Воздухосборник обеспечивает при литьевом прессовании уход воздуха, имеющегося под технологической пленкой и, соответственно, качественное формирование полимерной защиты (буртика 16) по периметру кристалла 2. Ширина торцевой поверхности выступа 10 выбирается таким образом, чтобы обеспечить при прижиме кристалла 2 удельное давление, гарантирующее качественную заливку реактопласта и одновременно не превышающее механическую прочность кристалла 2.
После сборки пресс-формы 15 осуществляют литьевое прессование микросхемы пластмассой 17. После отверждения полимерного материала изделие извлекают из пресс-формы и удаляют технологическую пленку 1. Затем производят очистку лицевой поверхности (рабочей поверхности) заготовки от остатков клея в воздушной плазме. Термообработку для полимеризации осуществляют в защитной атмосфере (в азоте) в термошкафу при температуре 180оС в течение 4-5 ч.
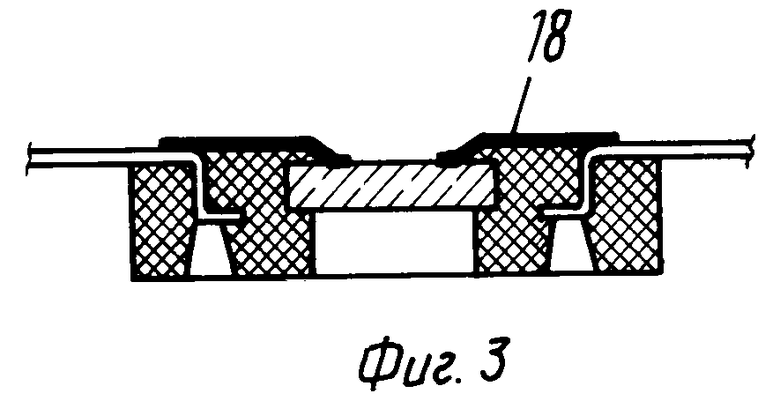
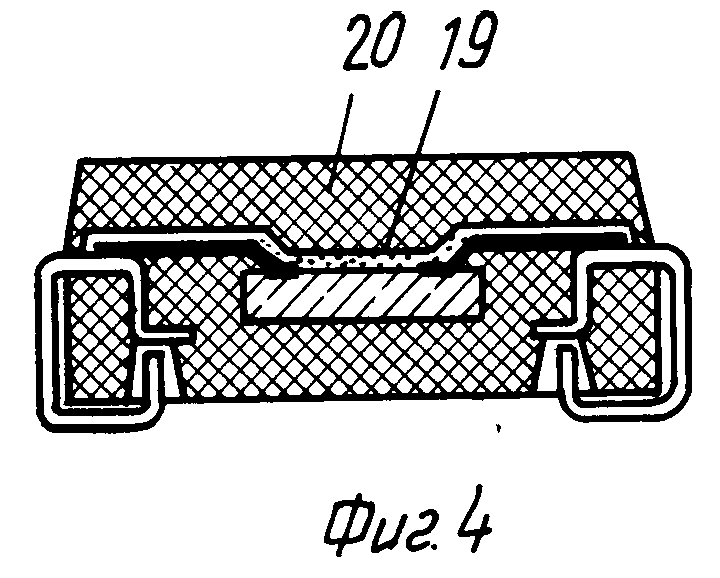
Затем удаляют с контактных площадок кристалла 2 окисную пленку Аl2O3 и осуществляют вакуумное напыление пленочных проводников через свободную магнитную маску, выполненную из никелированного ковара. Толщина пленочных проводников выбиралась равной 5 мкм, а в качестве материала используется алюминий с подслоем ванадия. При напылении маску, имеющую базовые отверстия, аналогичные базовым отверстиям на выводной рамке, устанавливают на соответствующие штифты и прижимают к лицевой поверхности заготовки (модуля) магнитом, который располагают под обратной стороной модуля. Вакуумное напыление пленочных проводников 18 с помощью резистивных или электронных испарителей выполняли при наличии зазора между маской и кристаллом, равным 35-40 мкм, а на установках с магнетронными испарителями с зазором порядка 10 мкм. Сразу же после извлечения модуля из вакуумной напылительной установки осуществляют защиту кристалла, его контактов и пленочных проводников нанесением в инертной осушенной среде тонкого защитного слоя 19. Далее выполняется окончательная герметизация модуля путем литьевой опрессовки пресс-материалом 20 для всех типов микросхем.
Цикл изготовления микросхем заканчивается операциями обрубки и формовки выводов, контроля электрических параметров, лазерной маркировкой изделий, после их классификации, и упаковкой.
В результате повышения точности ориентации контактных площадок кристаллов относительно выступов увеличен выход годных микросхем, ликвидация наплыва пленок реактопласта на поверхность выводов при литьевом прессовании позволила существенно повысить надежность микросхем. Создание защитного слоя сразу же после вакуумного напыления проводников позволило увеличить выход годных на операции герметизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2002 |
|
RU2221312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2006 |
|
RU2314598C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И КОНТРОЛЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 1997 |
|
RU2133522C1 |
| СПОСОБ ИСПЫТАНИЙ И КОНТРОЛЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 2003 |
|
RU2272335C2 |
| СПОСОБ КОРПУСИРОВАНИЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 2012 |
|
RU2503086C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2011 |
|
RU2475885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2002 |
|
RU2222074C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО ПРИБОРА | 2012 |
|
RU2498453C1 |
Сущность изобретения: при изготовлении интегральной схемы ориентацию кристалла с выступами основания пресс-формы осуществляют по базовым элементам выводной рамки. Фиксацию кристалла ведут при давлении, не превышающем давление прессования. При заливке кристалла формируют в подложке-носителе конусные отверстия для соединения с крепежными концами выводной рамки. Очистку заготовки ведут плазмохимической обработкой, а после напыления пленочных проводников наносят защитное покрытие. В этом случае обеспечивается повышение выхода годных изделий. 4 з.п.ф-лы, 4 ил.

3. Способ по пп.1 и 2, отличающийся тем, что заливку осуществляют при динамическом давлении реактопласта 3,5 - 7 МПа, нагрев проводят до 140 - 180oС, а выдержку осуществляют в течение 2 - 8 мин.
| Авторское свидетельство СССР N 1237060, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
