Изобретение относится к обработке металлов резанием, а именно к устройствам для контроля инструмента различных металлообрабатывающих станков и оборудования.
Известно устройство для контроля поломки режущего инструмента, содержащее подающее сопло для подачи струи смазывающе-охлаждающей жидкости на инструмент, датчик, в корпусе которого выполнен приемный канал, расположенный соосно с подающим соплом на линии, пересекающей ось инструмента, и установлены две электрически изолированные друг от друга пластины однородных металлов, образующие гальванический элемент [1].
Это устройство достаточно несложно по конструкции, но обладает существенными недостатками невысокой точностью контроля, обусловленной ложным срабатыванием из-за разбрызгивания жидкости при обработке и отсутствием контроля при обработке инструментом малого диаметра, например менее 1 мм.
Известно устройство для контроля наличия инструмента, содержащее контактный щуп, установленный на выходной оси понижающего редуктора шагового двигателя, и блок управления [2].
Недостатком устройства является невысокая надежность, обусловленная тем, что при работе, например, в режиме резкого торможения появляется люфт в редукторе, что вызывает отклонение щупа от требуемой оси. Кроме того устройство имеет погрешность из-за импульсных запрограммированных шагов и, как результат, к "недолету" или "перелету" контактного щупа по отношению к проверяемому инструменту. При обработке инструментом малого диаметра, например 1 мм и менее, при настройке щупа конец инструмента сгибает его и проскакивает, а при настройке на среднюю часть инструмента может произойти слом последнего.
Цель изобретения - повышение надежности контроля.
Цель достигается тем, что устройство для контроля режущего инструмента, содержащее щуп, закрепленный на выходном валу двигателя и предназначенный для контакта с контролируемым инструментом, и датчик, снабжено пружиной кручения, один конец которой закреплен на фланце двигателя, а другой - на его выходном валу, и контактным элементом, установленным на выходном валу двигателя с возможностью взаимодействия с датчиком.
На чертеже показана схема устройства для контроля режущего инструмента.
Устройство содержит щуп 1, закрепленный на выходном валу 2 двигателя 3, пружину 4 кручения, контактный элемент 5 и датчик 6. Один конец пружины 4 кручения закреплен на фланце 7 двигателя 3, а другой - на его выходном валу 2. Контактный элемент 5 установлен на выходном валу 2 двигателя 3 с возможностью взаимодействия с датчиком 6. Фланец 7 крепится к корпусу двигателя винтом 8.
Устройство работает следующим образом.
До начала работы станка устройство настраивают на обработку конкретным типом инструмента, для чего фланцем 7 устанавливается необходимое усилие пружины 4 кручения, давление щупа 1 на инструмент 9 в зависимости от его диаметра и включением двигателя 3 щуп 1 устанавливается на требуемый угол поворота. При этом крутящий момент двигателя 3 выбирают таким, чтобы он уравновешивался пружиной 4 кручения при повороте вала 2 на угол, меньший 360о, т. е. крутящий момент пружины 4 и крутящий момент двигателя 3, действующие в противоположных направлениях, должны быть равны. В исходной позиции инструмента 9 (момент загрузки детали) двигатель 3 отключается и освобождает пружину 4, которая поворачивает выходной вал 2 с щупом 1 и контактным элементом 5 до упора в контролируемый инструмент 9. В то же время контактный элемент 4 не достает до датчика 6, поэтому отключения станка не происходит. По истечении заданного времени снова включается двигатель 3, который, преодолевая сопротивление пружины 4, поворачивает выходной вал 2 в исходное для щупа 1 положение. Инструмент 9 перемещается в рабочую позицию и производятся обработка детали, выгрузка ее и отвод инструмента 9 в исходное положение. В случае слома инструмента 9 щуп 1 под действием пружины 4 кручения проходит за ось инструмента до момента входа контактного элемента 5 в зону срабатывания датчика 6. Сигнал с датчика 6 поступает на исполнительное устройство (не показано), отключающее станок и включающее аварийную сигнализацию. После замены инструмента цикл обработки повторяется.
Изобретение позволяет по сравнению с базовым объектом обеспечить высокую надежность контроля инструмента любого диаметра за счет возможности регулирования рабочего усилия щупа вплоть до нулевого. Устройство имеет низкую стоимость изготовления, просто и надежно в обслуживании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оптоэлектронное устройство для измерения крутящего момента, осевой силы и скорости вращения инструмента | 2023 |
|
RU2826840C1 |
| ДАТЧИК ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ДЕТАЛИ ОТНОСИТЕЛЬНО СИСТЕМЫ КООРДИНАТ СТАНКА | 2015 |
|
RU2597449C1 |
| Устройство контроля исходного положения координат режущих кромок инструмента на станках с программным управлением | 1980 |
|
SU872201A1 |
| СИЛОВАЯ ЭЛЕКТРОМЕХАНИЧЕСКАЯ ГОЛОВКА | 1992 |
|
RU2083334C1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1996 |
|
RU2107592C1 |
| Устройство для контроля целостности режущих инструментов на станке | 1989 |
|
SU1785841A1 |
| Устройство для контроля целостности режущих инструментов | 1983 |
|
SU1123795A1 |
| ГРАВИРОВАЛЬНЫЙ СТАНОК И ГРАВИРОВАЛЬНОЕ УСТРОЙСТВО | 2011 |
|
RU2495754C2 |
| Двухбарабанная лебедка | 1937 |
|
SU54904A1 |
| Копировальный станок | 1979 |
|
SU795898A1 |
Использование: обработка металлов резанием, контроль инструмента в металлообрабатывающих станках. Сущность: устройство содержит контактный элемент, закрепленный на выходном валу двигателя, пружину, контакт, установленный на выходном валу. На последнем одним концом закреплена пружина. На фланце закреплен другой конец пружины. 1 ил.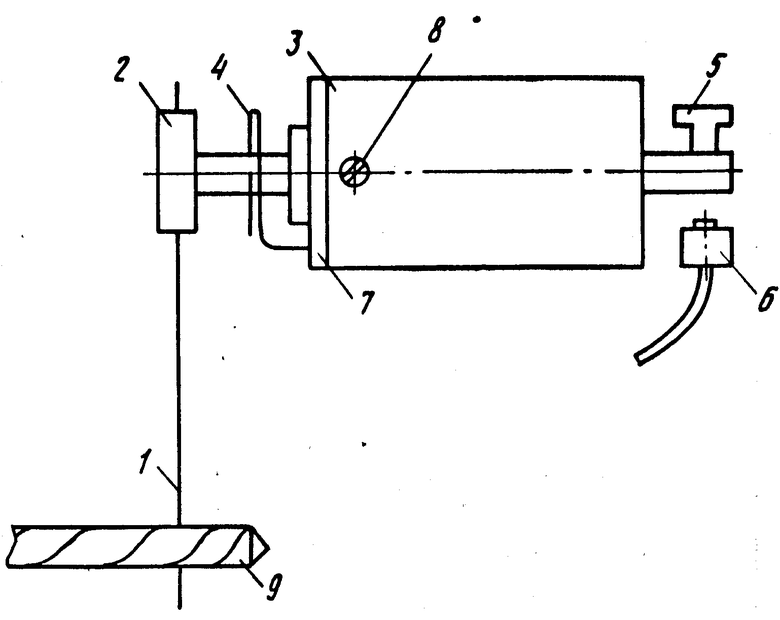
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА, содержащее щуп, закрепленный на выходном валу двигателя и предназначенный для контакта с контролируемым инструментом, и датчик, отличающееся тем, что, с целью повышения надежности, устройство снабжено пружиной кручения, один конец которой закреплен на фланце двигателя, а другой конец - на его выходном валу, и контактным элементом, установленным на выходном валу двигателя с возможностью взаимодействия с датчиком.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Проспект фирмы Leukhardt Systems, ФРГ, тип ВК Mikro - 2,80030. | |||
