to
со ел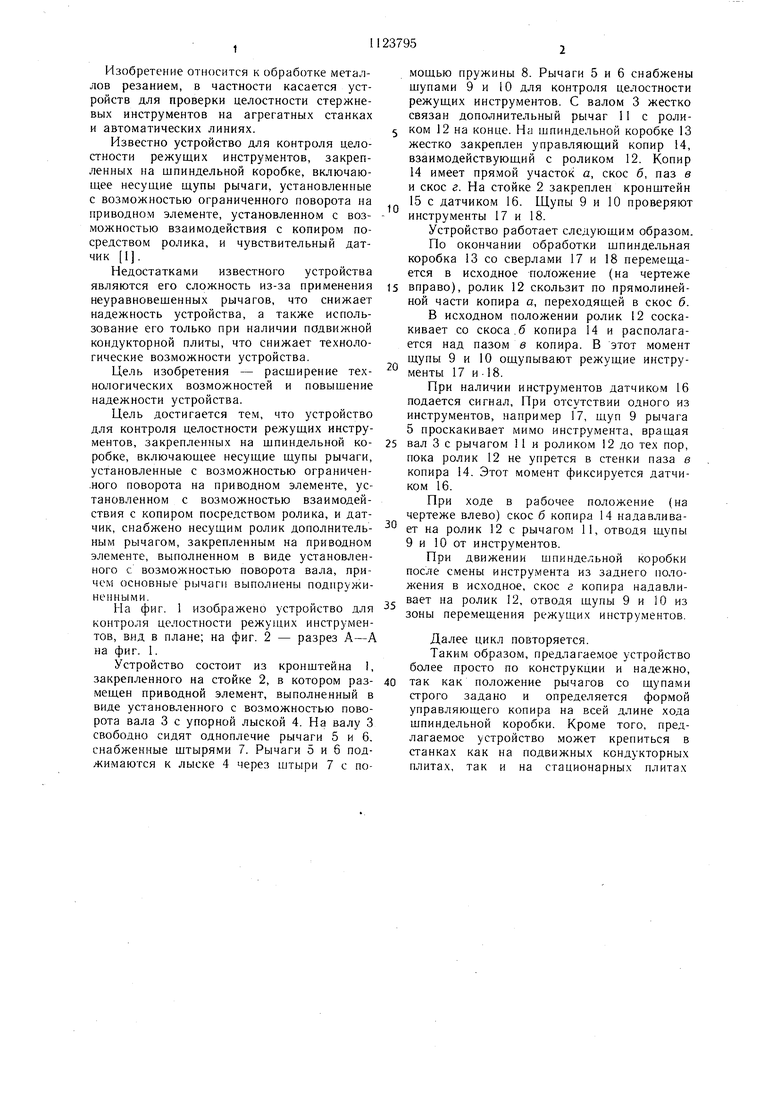
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля целостности режущих инструментов | 1976 |
|
SU611735A1 |
| Устройство для контроля целостностиРЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837599A1 |
| Устройство для контроля целостности режущих инструментов на станке | 1989 |
|
SU1785841A1 |
| Устройство для контроля целостности инструмента | 1986 |
|
SU1364410A1 |
| Агрегатный станок | 1990 |
|
SU1754420A1 |
| Металлорежущий станок | 1982 |
|
SU1057247A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2290302C1 |
| Станок для обработки деталей сложной формы | 1986 |
|
SU1318349A1 |
| Устройство для контроля целостности инструмента | 1990 |
|
SU1830308A1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЦЕЛОСТНОСТИ РЕЖУЩИХ ИНСТРУМЕНТОВ, закрепленных на шпиндельной коробке, включающее несущие щупы рычаги, установленные с возможностью ограниченного поворота на приводном элементе, установленном с возможностью взаимодействия с копиром посредством ролика, и датчик, отличающееся тем, что, с целью расширения технологических возможностей и повышения надежности, устройство снабжено несущим ролик дополнительным рычагом, закрепленным на приводном элементе, выполненном в виде установленного с возможностью поворота вала, причем основные рычаги выполнены подпружиненными.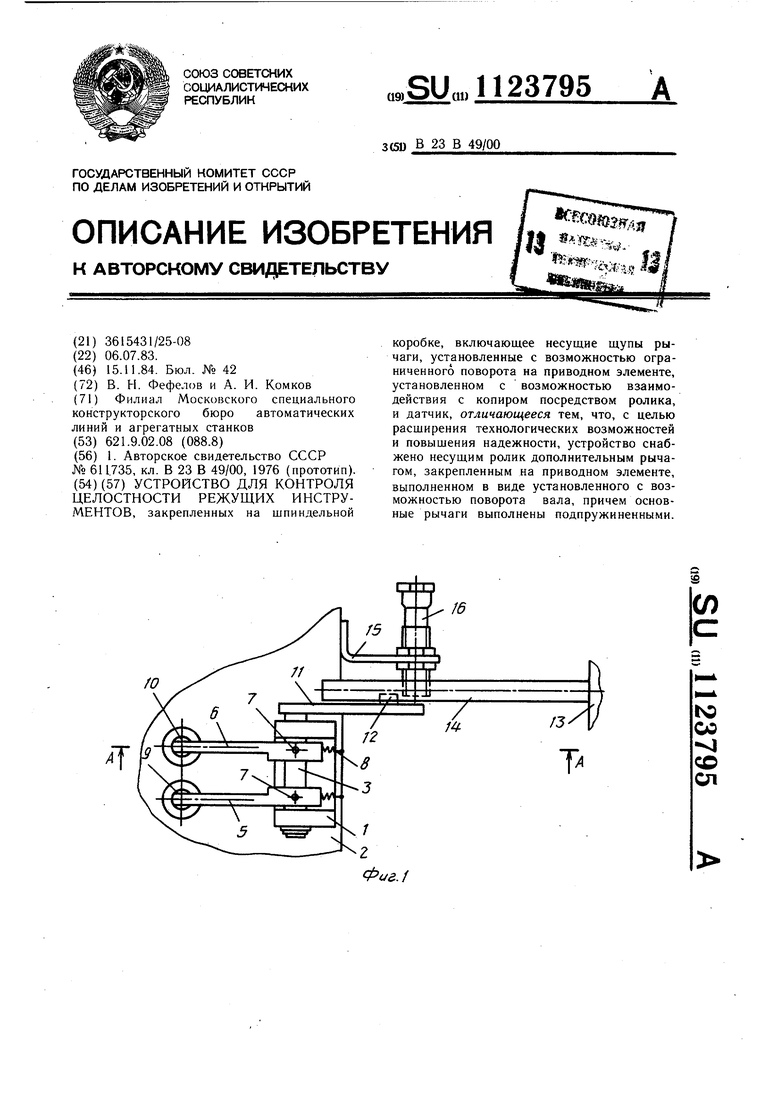
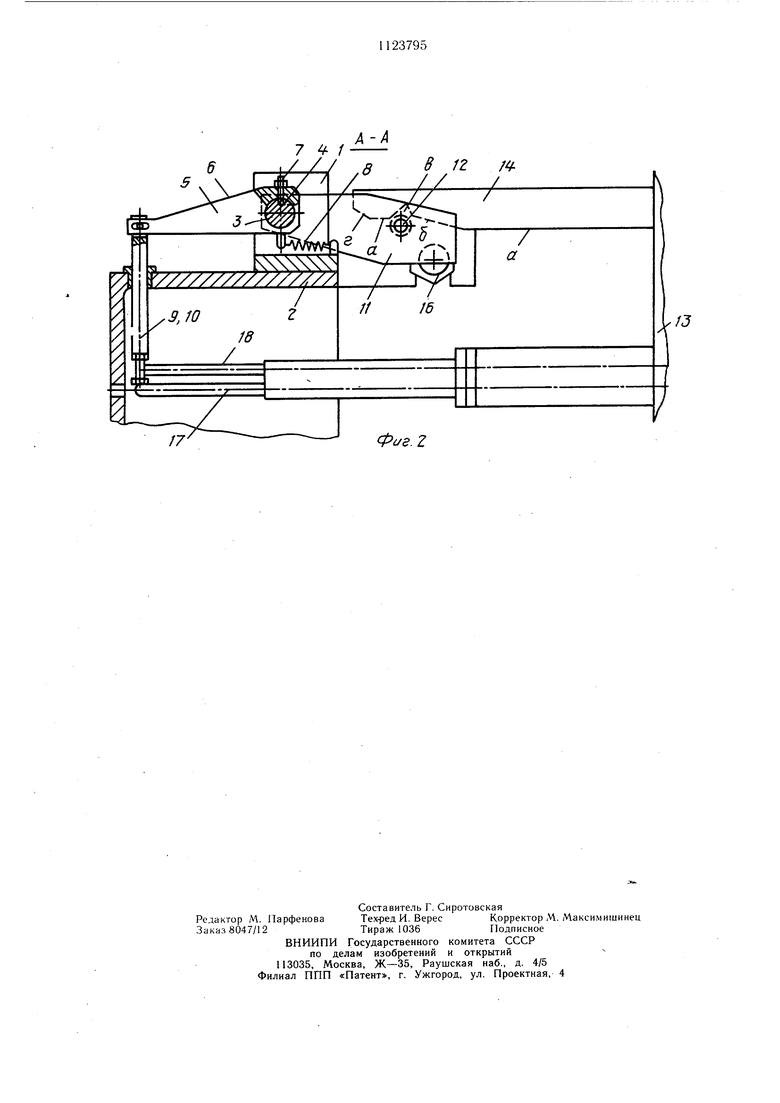
Фаг.) Изобретение относится к обработке металлов резанием, в частности касается устройств для проверки целостности стержневых инструментов на агрегатных станках и автоматических линиях. Известно устройство для контроля целостности режущих инструментов, закрепленных на шпиндельной коробке, включающее несущие щупы рычаги, установленные с возможностью ограниченного поворота на приводном элементе, установленном с возможностью взаимодействия с копиром посредством ролика, и чувствительный датчик 1. Недостатками известного устройства являются его сложность из-за применения неуравновешенных рычагов, что снижает надежность устройства, а также использование его только при наличии подвижной кондукторной плиты, что снижает технологические возможности устройства. Цель изобретения - расширение технологических возможностей и повышение надежности устройства. Цель достигается тем, что устройство для контроля целостности режущих инструментов, закрепленных на шпиндельной коробке, включающее несущие щупы рычаги, установленные с возможностью ограничен.ного поворота на приводном элементе, установленном с возможностью взаимодействия с копиром посредством ролика, и датчик, снабжено несущим ролик дополнительным рычагом, закрепленным на приводном элементе, выполненном в виде установленного с возможностью поворота вала, причем основные рычаги выполнены подпружиненными. На фиг. изображено устройство для контроля целостности режущих инструментов, вид в плане; на фиг. 2 - разрез А-А на фиг. 1. Устройство состоит из кронштейна I, закрепленного на стойке 2, в котором размещен приводной элемент, выполненный в виде установленного с воз.можностью поворота вала 3 с упорной лыской 4. На валу 3 свободно сидят одноплечие рычаги 5 и 6. снабженные штырями 7. Рычаги 5 и б поджимаются к лыске 4 через штыри 7 с помощью пружины 8. Рычаги 5 и б снабжены шупами 9 и 10 для контроля целостности режущих инструментов. С валом 3 жестко связан дополнительный рычаг 11 с роликом 12 на конце. На Ц1пиндельной коробке 13 жестко закреплен управляющий копир 14, взаимодействующий с роликом 12. Копир 14имеет прямой участок а, скос б, паз в и скос г. На стойке 2 закреплен кронштейн 15с датчиком 16. Щупы 9 и 10 проверяют инструменты 17 и 18. Устройство работает следующим образом. По окончании обработки щпиндельная коробка 13 со сверлами 17 и 18 перемещается в исходное положение (на чертеже вправо), ролик 12 скользит по прямолинейной части копира а, переходящей в скос б. В исходном положении ролик 12 соскакивает со скоса,б копира 14 и располагается над пазом в копира. В этот мо.мент щупы 9 и 10 ощупывают режущие инструменты 17 и . 18. При наличии инструментов датчиком 16 подается сигнал. При отсутствии одного из инструментов, например 17, щуп 9 рычага 5 проскакивает мимо инструмента, вращая вал 3 с рычагом 11 и роликом 12 до тех пор, пока ролик 12 не упрется в стенки паза в копира 14. Этот момент фиксируется датчиком 16. При ходе в рабочее положение (на чертеже влево) скос б копира 14 надавливает на ролик 12 с рычагом 11, отводя щупы 9 и 10 от инструментов. При движении шпиндельной коробки после смены инструмента из заднего положения в исходное, скос г копира надавливает на ролик 12, отводя щупы 9 и 10 из зоны перемещения режущих инструментов. Далее цикл повторяется. Таким образом, предлагаемое устройство более просто по конструкции и надежно, так как положение рычагов со щупами строго задано и определяется формой управляющего копира на всей длине хода шпиндельной коробки. Кроме того, предлагаемое устройство может крепиться в станках как на подвижных кондукторных плитах, так и на стационарных плитах
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля целостности режущих инструментов | 1976 |
|
SU611735A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
